(54) УСТРОЙСТВО ДЛЯ МОДЕЛИРОВАНИЯ ТРАЕКТОРИЙ ТОЧЕК РЕЖУЩЕГО ИНСТРУМЕНТА
I2
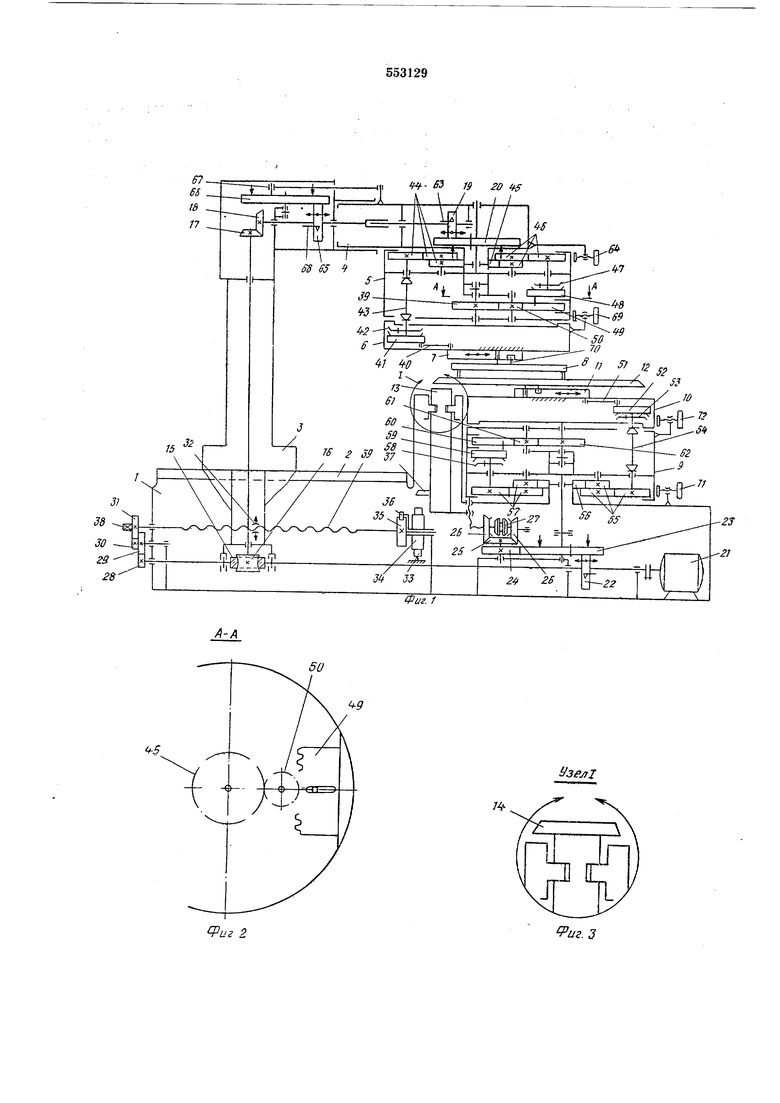
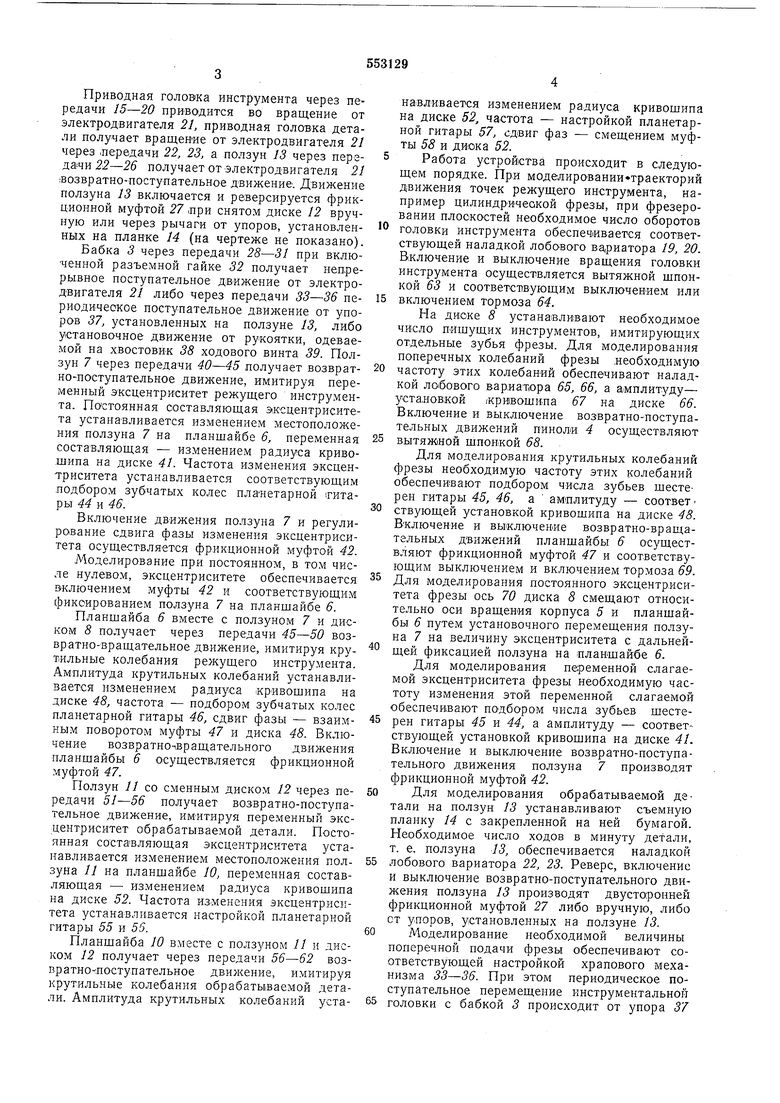
Приводная головка инструмента через передачи 15-20 приводится во вращение от электродвигателя 21, приводная головка детали получает вращение от электродвигателя 21 через передачи 22, 23, а ползун 13 через перецз чи 22-26 получает от электродвигателя 21 возвратно-поступательное движение. Движение ползуна 13 включается и реверсируется фрикциопной муфтой 27 ,при снятом диске 12 вручную или через рычаги от упоров, установленных на планке 14 (на чертеже не показано).
Бабка 3 через передачи 28-31 при включенной разъемной гайке 32 получает непрерывное поступательное движение от электродвигателя 21 либо через передачи 33-36 периодическое поступательное движение от упоров 37, установленных на ползуне 13, либо установочное движение от рукоятки, одеваемой на хвостовик 38 ходового винта 39. Ползун 7 через передачи 40-45 получает возвратно-поступательное движение, имитируя переменный эксцентриситет режущего инструмента. Постоянная составляющая эксцентриситета устанавливается изменением местоположения ползуна 7 на планшайбе 6, переменная составляющая - изменением радиуса кривошипа на диске 41. Частота изменения эксцентриситета устанавливается соответствующим подбором зубчатых колес планетарной титары 44 и 46.
Включение движения ползуна 7 и регулирование сдвига фазы изменения эксцентриситета осуществляется фрикционной муфтой 42.
Моделирование при постоянном, в том числе нулевом, эксцентриситете обеспечивается включением муфты 42 и соответствующим фиксированием ползуна 7 на планшайбе 6.
Планшайба 6 вместе с ползуном 7 и диском 8 получает через передачи 45-50 возвратно-вращательное движение, имитируя крутильные колебания режущего инструмента. Амплитуда крутильных колебаний устанавливается изменением радиуса кривошипа на диске 48, частота - подбором зубчатых колес планетарной гитары 46, сдвиг фазы - взаимным поворотом муфты 47 и диска 48. Включение возвратно-.вращательного движения иланщайбы 6 осуществляется фрикционной муфтой 47.
Ползун // со сменным диском 12 через передачи 51-56 получает возвратно-поступательное движение, имитируя переменный эксцентриситет обрабатываемой детали. Постоянная составляющая эксцентриситета устапавливается изменением местоположения ползуна 11 на планшайбе 10, переменная составляющая - изменением радиуса кривошипа на диске 52. Частота изменения эксцентриситета устанавливается настройкой планетарной гитары 55 и 55.
Планщайба 10 вместе с ползуном // и диском 12 получает через передачи 56-62 возвратно-яоступательное движение, имитируя крутильные колебания обрабатываемой детали. Амплитуда крутильных колебаний устанавливается изменением радиуса кривошипа на диске 52, частота - настройкой планетарпой гитары 57, сдвиг фаз - смещением муфты 58 и диска 52.
Работа устройства происходит в следующем порядке. При моделировании«траекторий движения точек режущего инструмента, например цилиндрической фрезы, при фрезеровании плоскостей необходимое число оборотов
головки инструмента обеспечивается соответствующей наладкой лобового ва,риатора 19, 20. В,ключение и выключение вращения головки инструмента осуществляется вытяжной шпонкой 63 и соответствующим выключением или
включением тормоза 64.
На диске 8 устанавливают необходимое число пишущих инструментов, имитирующих отдельные зубья фрезы. Для моделирования поперечных колебаний фрезы .необходимую
частоту этих колебаний обеспечивают наладкой лобового вариатора 65, 66, а амплитуду- установкой жри1воши:па 67 на диске 66. Включение и выключение возвратно-поступательных движений пиноли 4 осуществляют
ВЫТЯЖ1НОЙ ЩПОПКОЙ 68.
Для моделирования крутильных колебаний фрезы необходимую частоту этих колебаний обеспечивают подбором числа зубьев шестерен гитары 45, 46, а амплитуду - соотвеТ
ствующей установкой кривошипа на диске 48. Включение и выключение возвратно-вращательных движений планшайбы 6 осуществляют фрикционной муфтой 47 и соответствующим выключением и включением тормоза 69.
Для моделирования постоянного эксцентриситета фрезы ось 70 диска 8 смещают относительно оси вращения корпуса 5 и планщайбы 6 путем установочного перемещения ползуна 7 на величину эксцентриситета с дальнейщей фиксацией ползуна на планшайбе 6.
Для моделирования переменной слагаемой эксцентриситета фрезы необходимую частоту изменения этой переменной слагаемой обеспечивают подбором числа зубьев шестереи гитары 45 и 44, а амплитуду - соответствующей установкой кривощипа на диске 41. Включение и выключение возвратно-поступательного движения ползуна 7 производят фрикционной муфтой 42.
Для моделирования обрабатываемой детали на ползун 13 устанавливают съемн)Ю планку 14 с закрепленной на ней бумагой. Необходимое число ходов в минуту детали, т. е. ползуна 13, обеспечивается наладкой
лобового вариатора 22, 23. Реверс, включение и выключение возвратно-поступательного движения ползуна 13 производят двусторонней фрикционной муфтой 27 либо вручную, либо от упоров, установленных на ползуне 13.
Моделирование необходимой величины поперечной подачи фрезы обеспечивают соответствующей настройкой храпового механизма 33-36. При этом периодическое поступательное перемещение инструментальной
головки с бабкой 3 происходит от упора 37 на ползуне 13 при разомкнутой гитаре 28-5/. Моделирование траекторий движения точек режущего инструмента при способах механической обработки с вращательным движавивм ин.струмент(а и детали, .например, при круглом шлифовании, происходит в следующем порядке. Настройка инструментальной головки аналогична предыдущему случаю (фрезерование) . Настройку головки детали производят следующим образом. Бумагу укладывают на сменный диск 12. Необходимое число оборотов головки детали обеспечивается наладкой лобового вариатора 22, 23. Включение и выключение вращательного движения головки детали производят вытяжной шпонкой диска 22 с одновременным выключением или включением тормоза 71. Для моделирования крутильных колебаний детали необходимую частоту колебаний обеспечивают подбором числа зубьев шестерен гитары Я 56, 57, а амплитуду колебаний - соответствующей установкой радиуса кривошипа на диске 52. Включение и выключение возвратно-вращательного движения планщайбы 10 производят фрикционной муфтой 58 с одновременным выключением или включением тормоза 72. Для моделирования постоянного эксцентриситета детали ось диска // смещают относительно оси вращения планшайбы 10 и корпуса 9 путем установочного перемещения ползуна // на величину эксцентриситета с последующей фиксацией его на планшайбе 10. Для моделирования переменной слагаемой эксцентриситета детали требуемую частоту изменения этой переменной слагаемой обеспечивают подбором числа зубьев шестерен гитары 56 и 55, а амплитуду - установкой радиуса кривошипа на диске 52. Включение и выключение возвратно-поступательного движения ползуна dl производится фрикционной муфтой 53. Величину непрерывной поперечной подачи головки инструмента вместе с бабкой 3 обеспечивают подбором числа зубьев шестерен гитары . Включение и выключение непрерывного поступательного движения бабки 3 производят разъемной гайкой 33. При этом храповой механизм 35, 36 выключен. Для моделирования траекторий движения точек режущего инструмента при способах механической обработки с вращательным движением детали и лишь радиальным движением подачи инструмента, например, обтачивание и растачивание, вращательное вижение инструментальной головки выклюается. В этом случае на неподвижном диске пишущие устройства устанавливают таким бразом, чтобы можно было смоделировать, апример, профиль режущих кромок резца. На устройстве возможно моделирование способов обработки с поступательным двиением детали и периодической подачей реущего инструмента, например, продольное трогание. В этом случае при отключенном ращении инструментальной головки бумага находится на планке 14. Дальнейшую настройку устройства ведут аналогично описанному выше примеру моделирования фрезерования. По вычерченным на устройстве кривым траекторий ведут анализ кинематики и динамики способа обработки; характер неровностей поверхности обработанной детали; определяют оптимальные режимы и свойства системы СПИД, обеспечивающие наименьшие значения высоты шероховатости и волнистости. Формула изобретения Устройство для моделирован-ия траекторий точек режущего инструмента, содержащее электропривод, основание, установленную на нем с возможностью перестановки бабку, сменный диск с держателями подпружиненных пишущих приспособлений, имитирующий режущий инструмент, и поворотный диск, имитирующий обрабатываемую деталь, отличающееся тем, что, с целью имитации кинематического взаимодействия режущегО инструмента и обрабатываемой детали при их различных эксцентриситетах, крутильных и поперечных колебаниях, оно имеет две приводные головки, каждая из которых состоит из корпуса и планшайбы с ползуном, и винтовые тормозы, при этом планшайба связана с электродвигателем через зубчатые передачи, кривошипный механизм с фрикционной муфтой и планетарную гитару, ползун связан электродвигателем через крнвошипно-шатунный механизм с фрикционной муфтой, карданный вал, вторую планетарную гитару, дискг; по одному укреплены на ползуне соответствующей головки, корпус головки с диском, имитирующим режущий инструмент, смонтирован на бабке с помощью телескопического вала и пиноли, кинематически связанной с электродвигателем через второй кривошипношатунный механизм и лобовой вариатор, а корпус головки с диском, имитирующим дедеталь, установлен на основании.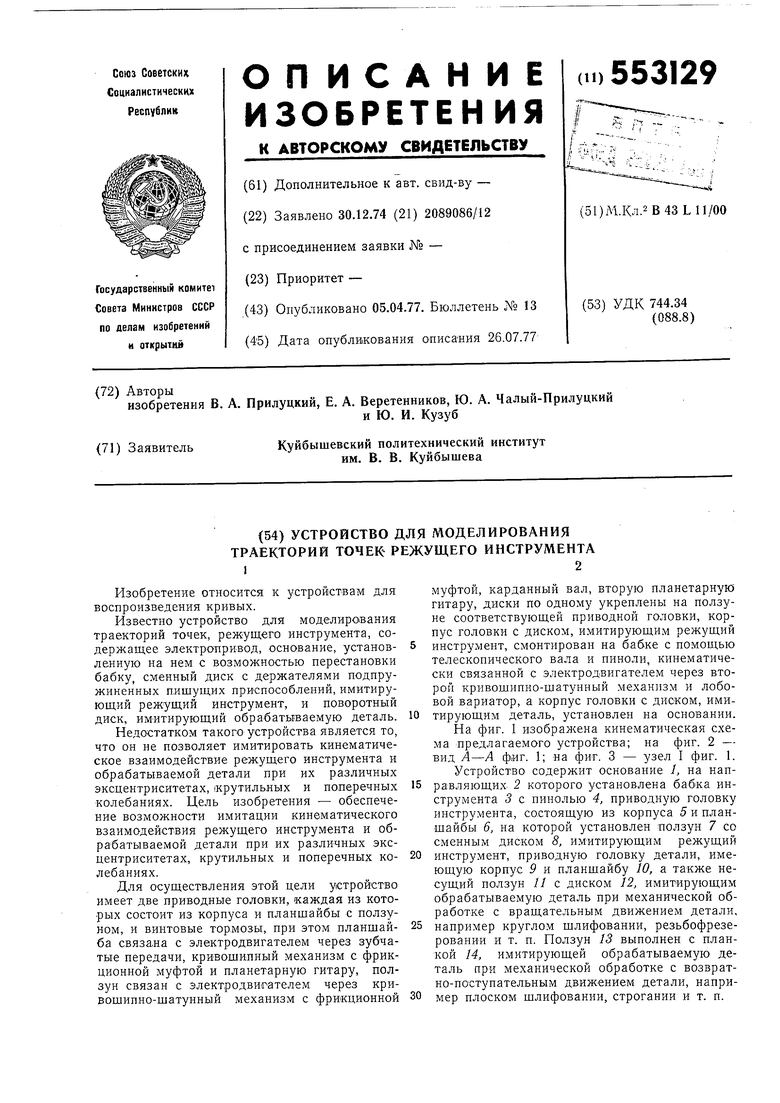
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для вычерчивания кривых | 1989 |
|
SU1664593A1 |
| Устройство для вычерчивания гармонических кривых | 1980 |
|
SU878605A1 |
| Устройство для притирки уплотнительных поверхностей запорной арматуры | 1983 |
|
SU1134352A1 |
| СПОСОБ ОБРАБОТКИ КОМПЛЕКТА ВИНТОВ | 2008 |
|
RU2381877C1 |
| Устройство для вычерчивания кривых | 1989 |
|
SU1680587A1 |
| Устройство для моделирования траектроий точек | 1972 |
|
SU483286A1 |
| СПОСОБ ФРЕЗЕРОВАНИЯ ВИНТОВ С КРУГЛОЙ ВИНТОВОЙ ПОВЕРХНОСТЬЮ | 2006 |
|
RU2306199C1 |
| УСТРОЙСТВО ДЛЯ ФРЕЗЕРОВАНИЯ ВИНТОВ С КРУГЛОЙ ВИНТОВОЙ ПОВЕРХНОСТЬЮ | 2006 |
|
RU2306200C1 |
| Прибор для воспроизведения кривых | 1989 |
|
SU1666367A1 |
| Устройство для вычерчивания кривых | 1989 |
|
SU1664590A1 |