В предлагаемой машине для литья под давлением тигель с расплавленным металлом соединен с заливаемой формой при помощи трубы.
Это дает возможность использовать гидростатическое давление расплавленного металла в тигле для заполнения формы. Труба на конце имеет стопорный клапан, служащий для перекрывания струи металла при заполнении последним формы.
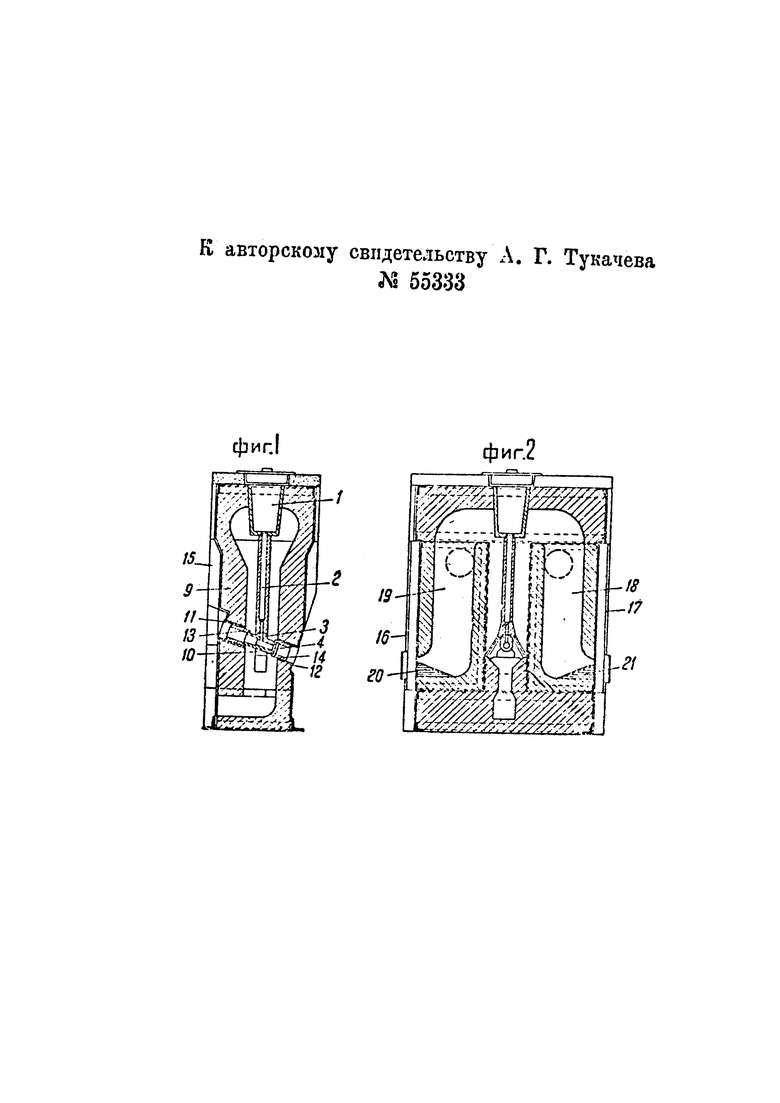
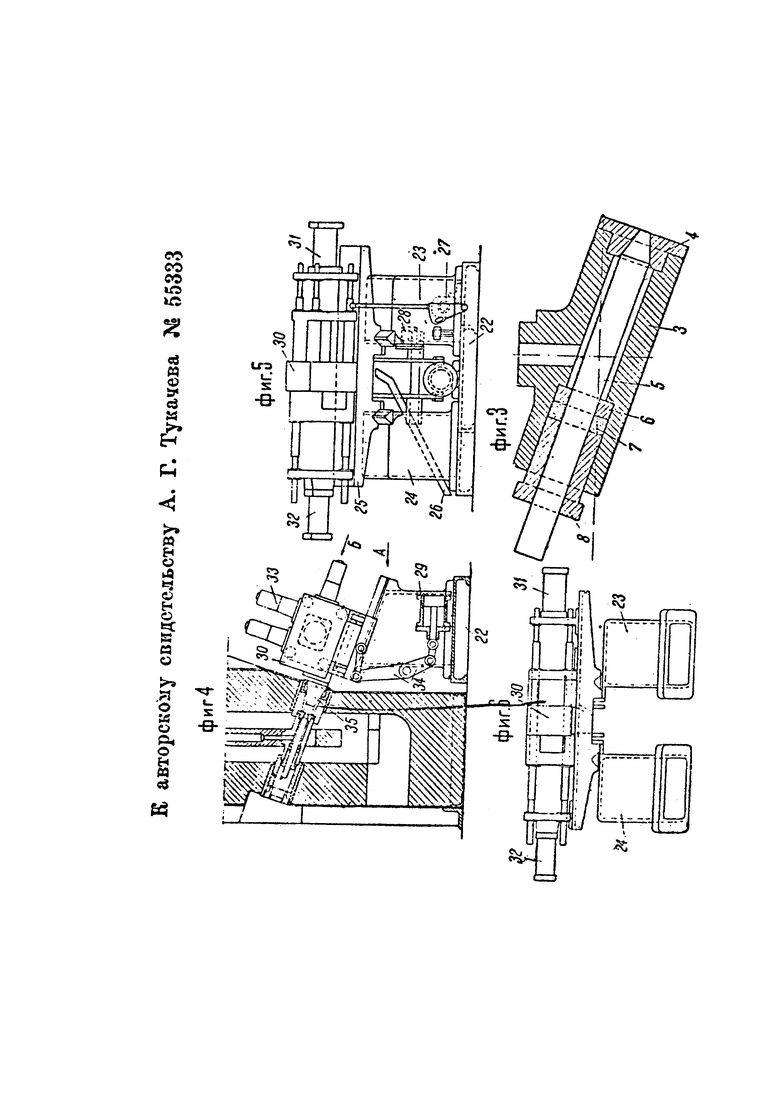
На чертеже фиг. 1 и 2 представляют в разрезе печь в виде спереди и сбоку; фиг. 3 - устройство стопорного клапана; фиг. 4 - общий вид станка с формой; фиг. 5 - вид по стрелке А на фиг. 4; фиг. 6 - вид по стрелке Б на фиг. 4.
Машина заключает в себе тигельную печь, к каркасу которой подводится форма для заливки.
Тигель 1 имеет в дне отверстие, в которое вставлена труба 2 со сквозным осевым отверстием, сужающимся к концу. Конец трубы снабжен стопорным клапаном (фиг. 1 и 3), состоящим из корпуса 3, в концевую цилиндрическую выточку которого входит стакан 4 стопора. Корпус снабжен осевым отверстием, в которое входит стопорная игла 5. Осевое отверстие имеет кольцевой уступ, на который садится сальниковое кольцо 6. На последнее наложены сальниковая набивка 7, а сверх нее сальниковая букса 8, служащая для направления стопорной иглы 5. В шамотной кладке 9 печи сделано наклонное отверстие, в которое вставлен стопорный клапан. Он оперт на сухарь 10. От продольного сдвига его предохраняют втулки 11, 12 и опорные кольца 13, 14. Управление стопорным клапаном осуществляется при помощи пневматического цилиндра, ввернутого во втулку 11 и на чертеже не показанного. Шток пневматического цилиндра сообщает продольные возвратно-поступательные передвижения стопорной игле 5. Через конический кольцевой зазор, образуемый концом иглы 5 и стаканом 4 стопора, металл поступает в форму. Регулирование количества поступающего металла осуществляется изменением ширины зазора.
Труба 2 и стопорный клапан омываются с поверхности горячими газами, что позволяет держать в них металл в жидком состоянии, необходимом для заполнения форм.
Тигельная печь (фиг. 1. 2) в плане имеет эллипсовидную форму. Она построена из шамота на жестком железном каркасе; каркас защищен от горячих газов огнеупорной кладкой.
Тигельная печь принадлежит к типу рекуператорных. Подогрев воздуха происходит в пространстве между шамотной кладкой 9 и покрытой асбестом железной обшивкой 15, 16 и 17.
Печь для удобства футеровки, смены тигля 1, трубы 2 и стопорного клапана устроена так, что тонки - правая 18 и левая 19 сделаны открывающимися на шарнирах. При подогреве тигельной печи мазутом сгорание происходит при подсасывании воздуха через ступенчатые колосниковые решетки 20 и 21.
Для подачи формы к заливке служит специальный станок. Он состоит (фиг. 4, 5) из фундаментной плиты 22, к которой привернуты на болтах тумбы 23, 24. Каждая тумба снабжена призматическими направляющими для поперечного движения стола 25 формы.
Через тумбу 24 проходит спусковой лоток 26 для готовых отливок. В тумбе 23 укрепляются краны: золотниковый шестипроходный 27 и трехходовой 28. На фундаментной плите укреплен пневматический цилиндр 29.
Стол 25 служит для подачи формы под заливку к стопорному клапану тигельной печи.
Форма 30 состоит из двух половинок, из которых одна подвижная и другая неподвижная. Смыкание и размыкание половинок производится пневматическим цилиндром 32 (фиг. 5 и 6). Пневматические цилиндры 31 и 33 устанавливают стержни в форму. Стол 25 формы подводится к стопорному клапану тигельной печи пневматическим цилиндром 29 при помощи рычажной передачи 34. Форма 30 снабжена в передней части выступающим литником 35, входящим во втулку 12 тигельной печи и служащим для ввода в форму 30 жидкого металла из трубы 2 через стопорный клапан при отводе влево (по фиг. 3) стопорной иглы 5.
После заполнения формы пневматические цилиндры 31 и 33 выводят стержни, цилиндр 29 отводит стол 25 вместе с формой 30 в исходное положение, цилиндр 32 раскрывает форму, и отливка выпадает в жолоб 26. Затем цикл повторяется.
| название | год | авторы | номер документа |
|---|---|---|---|
| Газовая тигельная печь | 2020 |
|
RU2754257C1 |
| ГАЗОВАЯ ТИГЕЛЬНАЯ ПЕЧЬ | 2013 |
|
RU2557187C2 |
| Газовая тигельная печь | 2019 |
|
RU2717752C1 |
| СПОСОБ И УСТАНОВКА ДЛЯ ПРОИЗВОДСТВА ЦИНКОВОГО ПОРОШКА | 2009 |
|
RU2484158C2 |
| Индукционная печь для плавки технологических проб шихты выплавляемых сталей | 2022 |
|
RU2792333C1 |
| ИНДУКЦИОННАЯ ТИГЕЛЬНАЯ ПЕЧЬ-ТЕРМОС | 2001 |
|
RU2213311C2 |
| ИНДУКЦИОННАЯ ПЛАВИЛЬНАЯ ТИГЕЛЬНАЯ ПЕЧЬ | 2005 |
|
RU2282806C1 |
| ИНДУКЦИОННАЯ ПЛАВИЛЬНАЯ ТИГЕЛЬНАЯ ПЕЧЬ ДЛЯ ИЗГОТОВЛЕНИЯ СЛИТКОВ И ОТЛИВОК ИЗ МАГНИЕВЫХ СПЛАВОВ | 2002 |
|
RU2222756C1 |
| Индукционная тигельная электропечь с замкнутым магнитопроводом | 2023 |
|
RU2826919C1 |
| Переносной тигель для плавки алюминия и его сплавов | 2022 |
|
RU2797891C1 |
Машина для литья под давлением, отличающаяся тем, что, с целью использования гидростатического давления расплавленного металла в тигле для подачи его в разъемные формы, тигель соединен с формой при помощи трубы, снабженной на конце стопорным клапаном для перекрывания струи металла.
