Изобретение относится к металлургии, в частности к конструкциям переносных тиглей с заданной максимальной температурой нагрева его стенок в высокочастотном электромагнитном поле, при выплавке цветных металлов и сплавов.
Известно что интенсивность и величина температуры нагрева изделий из ферромагнитных материалов зависит от условной глубины проникновения электромагнитной волны в металл (RU №2731494С1).
Установлено, что для каждой частоты переменного электромагнитного поля имеется фиксированная глубина проникновения электромагнитных волн в металлы и сплавы. Кроме того, экспериментально определено, что при меньшем поперечном сечении, чем глубина проникновения тока в металл или диаметра изделия нагреваемого железо-углеродистого сплава высокочастотным электромагнитным полем, температура в таких заготовках не поднимается выше температур 740-780°С (эффект «жестяной» банки).
Этим объясняется эффект не возможности более высокого нагрева деталей с тонким поперечным сечением выше температуры точки Кюри для определенных частот, вследствие значительного увеличения «горячей» глубины проникновения тока в металл, нагретого выше точки магнитных превращений (В.Ф. Гребенюк и др. Выбор конфигурации и расчет индуктора для высокочастотного нагрева. Оренбургский государственный университет - 2002 г. - 31 с.). Температуру нагреваемой внутренней поверхности тигля можно задавать путем подбора химического состава, из которого он изготовлен с учетом точки Кюри и «горячей» глубины проникновения волны в металл.
Например: сплав железа с 4,3% кремния имеет точку Кюри 690°С. Альсифер (Al - 5,4; Si - 9,6; Fe - остальное), точка Кюри 550°С. Оксид железа (Fe2O3) точка Кюри 675°С. Таким образом, варьирую химическим составом из которого изготавливается тигель и частотой электромагнитного поля можно с достаточно высокой степенью точности регламентировать температуру нагрева его внутренней поверхности и тем самым температуру нагрева расплава без регистрирующей аппаратуры.
Известно устройство контроля температуры в тигельной индукционной печи (SU №1617290, 30.12.1990), где температуру измеряют термопарой в атмосфере печи, а расплавленного металла определяют с помощью электронного блока обеспечивающий требуемую температуру при разливки металла в формы.
Недостатком известного устройства является сложность аппаратурного оформления при контроле температуры расплавленного металла.
Известен съемный переносной металлический тигель (аналог) для индукционной плавки, выполненный из чугуна или стали, содержащий корпус, в котором выполнена ванна для шихты или расплава, и петлевидные ручки для переноса тигля, скрепленные с корпусом (Фарбман С.А. Индукционные печи для плавки металлов и сплавов / С.А. Фарбман, И.Ф. Колобнев. - М.: Металлургия, 1968. - С. 356).
Основным недостатком съемного переносного металлического тигля является необходимость в специальном аппаратурном оформлении в регистрации температуры плавления металлов и сплавов. Кроме того, не исключается чрезмерный перегрев расплава, из-за поломки регистрирующего температуру устройства.
Известен съемный переносной тигель (прототип) для выплавки различных сплавов, доведения расплава до необходимых свойств и выдержки его для разливки. Тигель содержит огнеупорную футеровку, металлический решетный каркас, пропускающий магнитный поток, петли или цапфы. Каркас размещен на внешней поверхности огнеупорной футеровки и скреплен по меньшей мере с двумя петлями или с двумя цапфами, расположенными на противоположных сторонах тигля у его верхнего торца (RU №2527565С1, 10.09.2014).
Изобретение позволяет обеспечить возможность переноса тигля для загрузки шихтой и разливки расплава за пределами печи.
Недостатком съемного переносного тигля является организация сложного аппаратурного оформления для регистрации температуры нагрева и плавления шихты над тиглем и поддержки расплава в печи требуемой температуры для разливки его в формы.
Для аналога и прототипа возникает необходимость только косвенно измерять температуру расплава, из-за необходимости транспортировки тигля с расплавленным металлом от печи до участка, где производится его разливка.
Переносной металлический тигель предназначен для плавления алюминия и его сплавов.
Задачей настоящего изобретения является уменьшения трудоемкости при эксплуатации регистрации температуры нагрева и плавления алюминия и его сплавов.
Техническая сущность предлагаемого изобретения заключается в создании составного переносного тигля для плавления алюминия и его сплавов, в котором стенки могут нагреваться в высокочастотном электромагнитном поле выше расплавляемого сплава лишь на 40-70 С°.
Настоящая задача решается тем, что в переносном тигле для плавления алюминия и его сплавов, содержащем футеровку, резервуар с внешними витками спирали, создающими высокочастотное электромагнитное поле величиной 50 кГц, тигель выполнен составным, при этом футеровка выполнена в виде днища из огнеупорного керамического материала, резервуар - в виде цилиндра, из заготовки листовой электротехнической стали, с толщиной 0,30-0,35 мм, концы которой располагают друг с другом внахлест, а одно из его оснований крепится кронштейнами к керамическому днищу.
Изобретение позволяет исключить процесс определения температуры плавления алюминия и его сплава, что значительно снижает трудоемкость контроля плавления и обслуживание измерительной аппаратурой.
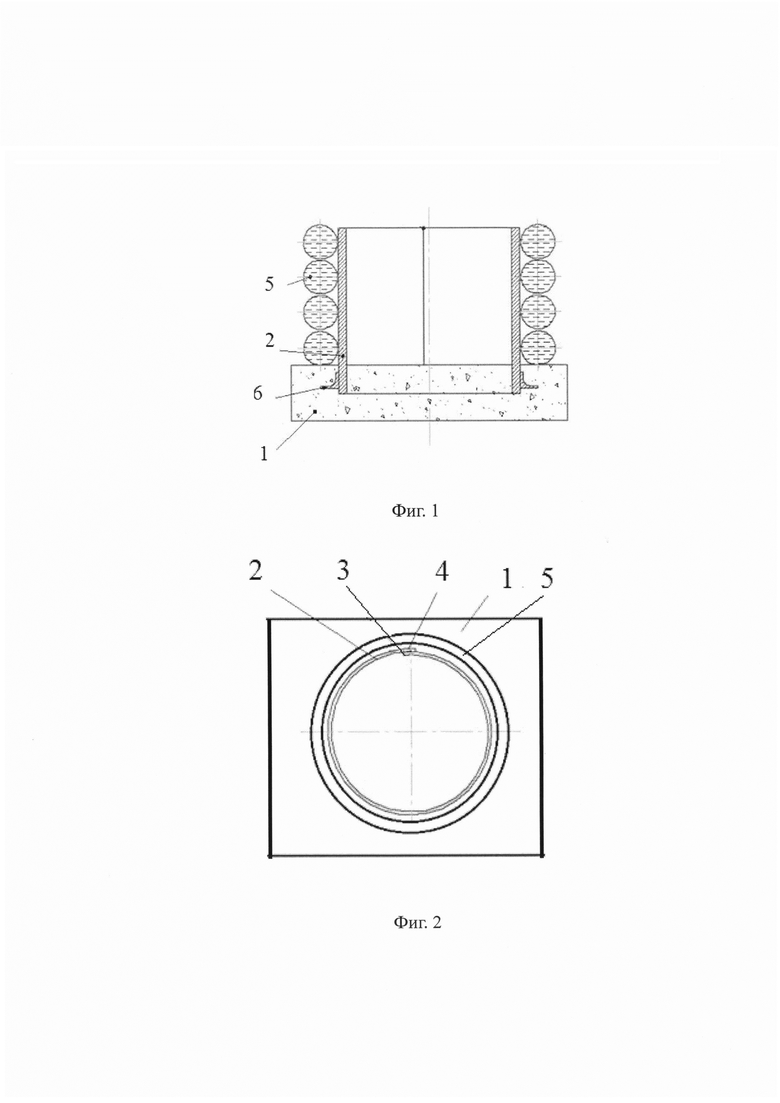
На фиг. 1 показан вид переносного тигля в разрезе.
На фиг. 2 показан вид тигля сверху.
Предложенный переносной тигель для плавления алюминия и его сплавов содержит раздельно выполненные огнеупорную керамическую футеровку, одновременно являющуюся днищем 1 с установленным в нем резервуаром в виде цилиндра 2, выполненным из заготовки в виде плоской листовой электротехнической стали толщиной 0,30-0,35 мм. Концы 3 и 4 металлической заготовки из электротехнической стали при изгибе и образовании цилиндра располагают внахлест. На внешней стороне цилиндра размещены витки спирали 5, нагреваемой высокочастотным электромагнитным полем величиной 50 кГц. Цилиндр 2 и его керамическое днище 1 зафиксированы между собой, кронштейнами 6.
Переносной составной тигель предназначен для плавки алюминия и его сплавов. Изобретение позволяет исключить процесс определения температуры плавления алюминия и его сплава, что значительно снижает трудоемкость контроля плавления и необходимость измерительной аппаратуры.
Максимальная технологическая температура нагрева и плавления расплавляемого металла задается материалом и его параметрами выполненной из электротехнической стали, например из трансформаторной стали Э42 (сталь электротехническая ГОСТ21427.1-83) в виде цилиндра установленного в керамическое дно тигля.
Пример. Из листа электротехнической стали ГОСТ21427.1-83, толщиной 0,35 мм выкраивали заготовки, для получения резервуара для тигля в виде прямоугольника 55×120 мм, в количестве 6 шт. Выбор толщины стенок переносного тигля для плавления алюминия и его сплавов обосновывается следующим образом: при увеличении толщины стенки тигля, свыше пример до 0,4 мм, увеличивается количество выделяемой тепловой энергии в стенках тигля и она повышается на много выше (300-400°С), чем температура плавления алюминия и его сплавов, а в случае при уменьшении толщины стенки, например менее 0,30 мм происходит прожог тигля в местах контакта расплавленного алюминиевого сплава с ним, после проведения одной двух плавок.
Полученные заготовки отжигали при температуре 650°С в течение 0,5 часов. К полученным заготовкам приваривали ультразвуковой сваркой кронштейны по 4 шт. на каждый прямоугольник. Затем по шаблону, диаметром 40 мм прямоугольники сворачивали в цилиндр, таким образом, чтобы концы сворачиваемого цилиндра накладывались друг на друга на 5 мм (внахлест).
Для изготовления дна тигля, готовился формовочный состав состоящий:
Ингредиенты состава тщательно перемешивались и заполняли металлическую форму предназначенную для днища тигля. Металлическая форма состояла из двух половинок, к каждой из которой приваривались цапфы в виде прямоугольников 4×10×10 мм. Конструктивно в сборе металлическая форма представляла собой цилиндр с наружным диаметром 60 мм и такой же высотой с толщиной стенок 3 мм. Перед формовкой половинки формы скреплялись двумя хомутами, а внутренние стенки окрашивались противопригарной краской кистью (молотый шамот 50%; 6% - силикат натрия, остальное вода).
Подготовленную таким образом форму располагали на металлической пластине и в нее устанавливали резервуар. Кронштейны резервуара служили центрирующими относительно расположения его в металлической форме.
Затем форму заполняли формовочным составом и его утрамбовывали. Форму в сборе помещали в муфельную печь нагретую до 400° и выдерживали при этой температуре 30 минут По истечению этого времени форму выгружали из печи и она остывала до комнатной температуры, затем ее разбирали.
В изготовленным таким образом тигле проводили плавку (инвертор ЭЛСИТ-100/40-70, многовитковом горизонтальном индукторе) частота переменного электромагнитного поля 50 кГц (флюс: 47,0% - NaCl; 48,0% - KCL; остальное NaF) для определения механической прочности (временное сопротивление разрыву разрушившегося поршня в гильзе двигателя МТЗ, образцы изготавливали по ГОСТ 1498-84, тип VII и №8) сплава АК12, которые отливали в кокиль. Режимы плавки: масса шихты составляла 38 г. и флюс 2 г. Плавку шихты осуществляли при токах 40, 50, 60%, на частоте 50 кГц.
Полученные результаты позволили оценить качество сплава при испытании на разрывной машине Р-10 (результаты испытаний составили: 134-145 Н/мм2).
Таким образом, переносной составной тигель для плавления алюминия и его сплавов можно широко использовать для проведения оперативных исследований для определения качества изделий из цветных металлов и сплавов, при этом можно устанавливать, возможность нарушения изготовителем технологического процесса производства отливок.
| название | год | авторы | номер документа |
|---|---|---|---|
| Переносной тигель для плавления чугуна марки ЧС17 | 2023 |
|
RU2807487C1 |
| СЪЕМНЫЙ ПЕРЕНОСНОЙ ФУТЕРОВАННЫЙ ТИГЕЛЬ ДЛЯ ИНДУКЦИОННОЙ ПЛАВКИ | 2013 |
|
RU2527565C1 |
| ПЛАВИЛЬНЫЙ АГРЕГАТ | 2001 |
|
RU2207476C2 |
| Способ изготовления сварочного биметаллического электрода намораживанием | 2020 |
|
RU2756092C1 |
| ЭЛЕКТРОМАГНИТНАЯ ИНДУКЦИОННАЯ ТИГЕЛЬНАЯ ПЛАВИЛЬНАЯ ПЕЧЬ С U-ОБРАЗНЫМ МАГНИТОПРОВОДОМ И ГОРИЗОНТАЛЬНЫМ МАГНИТНЫМ ПОТОКОМ | 2013 |
|
RU2539490C2 |
| Индукционное нагревательное устройство | 2020 |
|
RU2759171C1 |
| ЭЛЕКТРОМАГНИТНАЯ ТИГЕЛЬНАЯ ПЛАВИЛЬНАЯ ПЕЧЬ С ГОРИЗОНТАЛЬНЫМ МАГНИТОПРОВОДОМ И МАГНИТНЫМ ПОТОКОМ | 2013 |
|
RU2539237C2 |
| ЭЛЕКТРОМАГНИТНАЯ ТИГЕЛЬНАЯ ПЛАВИЛЬНАЯ ПЕЧЬ С С-ОБРАЗНЫМ МАГНИТОПРОВОДОМ И ГОРИЗОНТАЛЬНЫМ МАГНИТНЫМ ПОТОКОМ | 2013 |
|
RU2536311C2 |
| ИНДУКЦИОННАЯ ПЛАВИЛЬНАЯ ТИГЕЛЬНАЯ ПЕЧЬ ДЛЯ ИЗГОТОВЛЕНИЯ СЛИТКОВ И ОТЛИВОК ИЗ МАГНИЕВЫХ СПЛАВОВ | 2002 |
|
RU2222756C1 |
| СПОСОБ ПЕРЕРАБОТКИ РАДИОКТИВНЫХ ОТХОДОВ, ОБРАЗУЮЩИХСЯ В ПРОЦЕССЕ РАЗРУШЕНИЯ ОБЛУЧЕННЫХ ТЕПЛОВЫДЕЛЯЮЩИХ СБОРОК РЕАКТОРОВ НА БЫСТРЫХ НЕЙТРОНАХ, МЕТОДОМ ИНДУКЦИОННОГО ШЛАКОВОГО ПЕРЕПЛАВА В ХОЛОДНОМ ТИГЛЕ | 2018 |
|
RU2765028C1 |
Изобретение относится к металлургии, в частности к конструкциям переносных тиглей с заданной максимальной температурой нагрева его стенок в высокочастотном электромагнитном поле при выплавке цветных металлов и сплавов. Тигель выполнен составным, при этом футеровка выполнена в виде днища из огнеупорного керамического материала, резервуар выполнен в форме цилиндра из заготовки листовой электротехнической стали с толщиной 0,30-0,35 мм, концы которой расположены друг с другом внахлест, и снабжен внешними витками спирали, создающими высокочастотное магнитное поле величиной 50 кГц, а одно из оснований резервуара закреплено кронштейнами к днищу из огнеупорного керамического материала. Технический результат – создание переносного тигля для плавления алюминия и его сплавов, стенки которого, в процессе плавления в высокочастотном электромагнитном поле, нагреваются выше расплавляемого сплава на 40-70°C. 2 ил., 1 пр.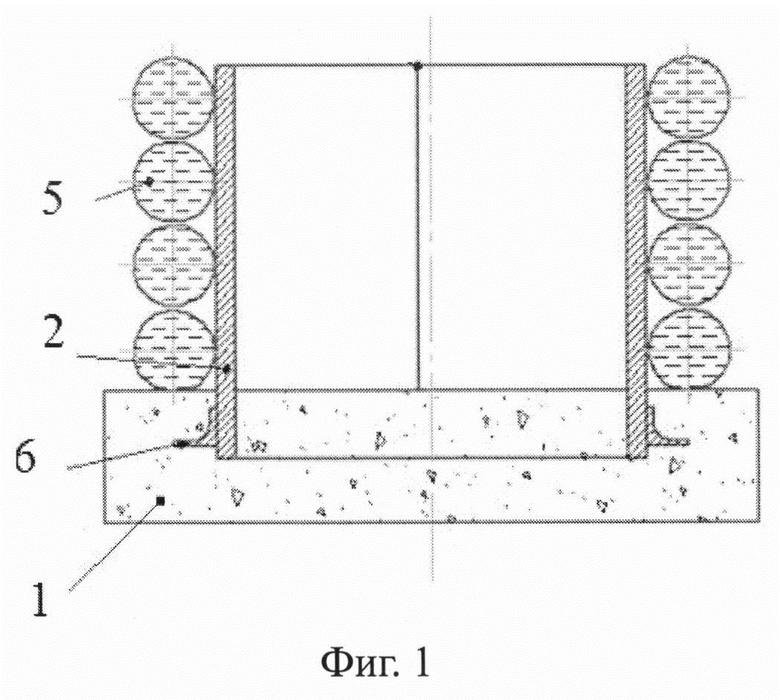
Переносной тигель для плавления алюминия и его сплавов, содержащий футеровку и резервуар, отличающийся тем, что тигель выполнен составным, при этом футеровка выполнена в виде днища из огнеупорного керамического материала, резервуар выполнен в форме цилиндра из заготовки листовой электротехнической стали с толщиной 0,30-0,35 мм, концы которой расположены друг с другом внахлест, и снабжен внешними витками спирали, создающими высокочастотное магнитное поле величиной 50 кГц, а одно из оснований резервуара закреплено кронштейнами к днищу из огнеупорного керамического материала.
| СЪЕМНЫЙ ПЕРЕНОСНОЙ ФУТЕРОВАННЫЙ ТИГЕЛЬ ДЛЯ ИНДУКЦИОННОЙ ПЛАВКИ | 2013 |
|
RU2527565C1 |
| Тигель для плавки и разливки алюминиевых сплавов | 1989 |
|
SU1691681A1 |
| Тигель для плавки и разливки алюминиевых сплавов | 1985 |
|
SU1295182A1 |
| 0 |
|
SU187949A1 | |
| Переносной тигель | 1977 |
|
SU665190A1 |
| ТИГЕЛЬ ДЛЯ ВЫСОКОЧАСТОТНОЙ ИНДУКЦИОННОЙ НЛАВКИ | 0 |
|
SU291736A1 |
| Переносной тигель | 1987 |
|
SU1499081A1 |
| CN 206847370 U, 05.01.2018 | |||
| CN 208860125 U, 14.05.2019 | |||
| CN 206176997 U, 17.05.2017. | |||

