Изобретение относится к области металлургии, преимущественно к конструкции вакуумных индукционных печей для плавки и литья жаропрочных сплавов.
В технологии плавки металлов и сплавов особую роль играют конструкции плавильных печей, позволяющих достигнуть в каждом случае необходимых параметров термообработки.
В мировой практике для обеспечения необходимых параметров плавки и уровня качества сплава применяют индукционные плавильные тигельные печи, работающие с использованием защитных газовых сред или вакуума и тигельных материалов, совместимых с расплавленными компонентами (SU 616506, 17.07.78. RU 2133423 C1, 23.02.98. DE 3229276 A1, 05.08.82. DE 3231316 A1, 23.08.82. GB 2043221 А, 22.02.79. US 4580617).
В связи с необходимостью повышения качества жаропрочных сплавов путем нагрева расплава до 1600-1850°С возникают проблемы, связанные с применением тиглей из огнеупорных оксидов, работающих в нестационарных тепловых условиях, приводящих к чрезмерным термическим напряжениям. Кроме того, в условиях, когда для увеличения к.п.д. печи и снижения температурных перепадов в стенке тигля последний изолируется от индуктора, материал тиглей при максимальных температурах нагрева переходит в состояние неограниченной пластической деформации. Вследствие этого и стационарные нагрузки, связанные, например, с давлением расплава на стенки тигля, приводят к его разрушению.
Наиболее близким техническим решением по функциональному назначению и решаемым задачам - прототипом - является индукционная плавильная тигельная печь, содержащая индуктор и тигель, размещенный внутри индуктора и окруженный теплоизоляцией, заключенные в стальной каркас. При этом теплоизоляция выполнена в виде многослойной огнеупорной набивочной массы, состоящей из смеси частиц магнезита и/или периклаза с увеличением размера частиц от слоя к слою в направлении от тигля, стекла жидкого натриевого и кремнефтористого натрия или калия. При этом первый слой содержит частицы размером не более 0,8 мм, второй слой от 0,8 до 1,5 мм и третий слой не менее 1.5 мм. Причем первый и второй слои расположены между тиглем и индуктором и в зоне нижней части тигля, и третий слой - в зоне нижней части тигля, при следующем содержании фракций и компонентов в набивочной массе, мас.%:
Кроме того, техническое решение предусматривает выполнение тигля из стали с содержанием углерода не более 0,02 мас.% толщиной стенок тигля 35-40 мм или огнеупорной массы на основе магнезитового и/или периклазового порошка и изолированного в верхней части магнезитовым кирпичом, теплоизолирующая огнеупорная набивочная масса в качестве частиц размером не более 0,8 мм содержит магнезитовый порошок, в качестве частиц с размером от 0,8 до 1,5 мм - песок, в качестве частиц с размером не менее 1,5 мм - щебень, а между тиглем и индуктором в огнеупорной набивной массе размещен цилиндрический тонкостенный экран с разрезом вдоль оси тигля (RU 2222756 C1, 16.12. 2002).
Известное техническое решение не обеспечивает оптимальных условий эксплуатации тигля и надлежащего качества металла при плавке и литье жаропрочных сплавов, так как применяемые материалы теплоизоляции и их конструктивное расположение не позволяют уменьшить растягивающие напряжения в стенке тигля (как термические, так и связанные с гидродинамическим воздействием расплава) до уровня, исключающего разрушение керамического тигля и проникновение материала теплоизоляции в расплав.
Целью изобретения является увеличение металлургического качества отливок, достижение заданного ресурса тиглей и как следствие повышение производительности плавильно-заливочного оборудования.
Поставленная цель достигается тем, что в отличие от известного технического решения предложенная плавильная тигельная печь содержит тигель в верхней, загрузочной части, снабженный изолирующими керамическими цилиндрами, расположенными по периметру тигля и закрепленными металлическим хомутом, между внешней поверхностью тигля и внутренней поверхностью стального каркаса расположен керамический замок, образующий замкнутый объем между тиглем и стальным каркасом, выполненным в виде белечьего колеса, торцы которого выполнены из электроизоляционного материала, причем нижний торец выполнен в виде сплошного круга, а верхний торец выполнен в виде кольца, внутренний диаметр которого равен внешнему диаметру керамического замка, на внешней центральной части стального каркаса установлен перфорированный бандаж с разрезом, скрепленный через замки с изолирующими втулками, внутренняя поверхность стального каркаса футерована электроизоляционным материалом. Вся конструкция печи может быть закреплена на рабочем столе компенсационными зажимами.
Сущность технического решения состоит в комплексе конструктивных особенностей, позволяющих компенсировать термические нагрузки и гидравлические усилия на разрыв тигля и исключить загрязнение расплава элементами теплоизолирующего материала даже при частичной фрагментации тигля.
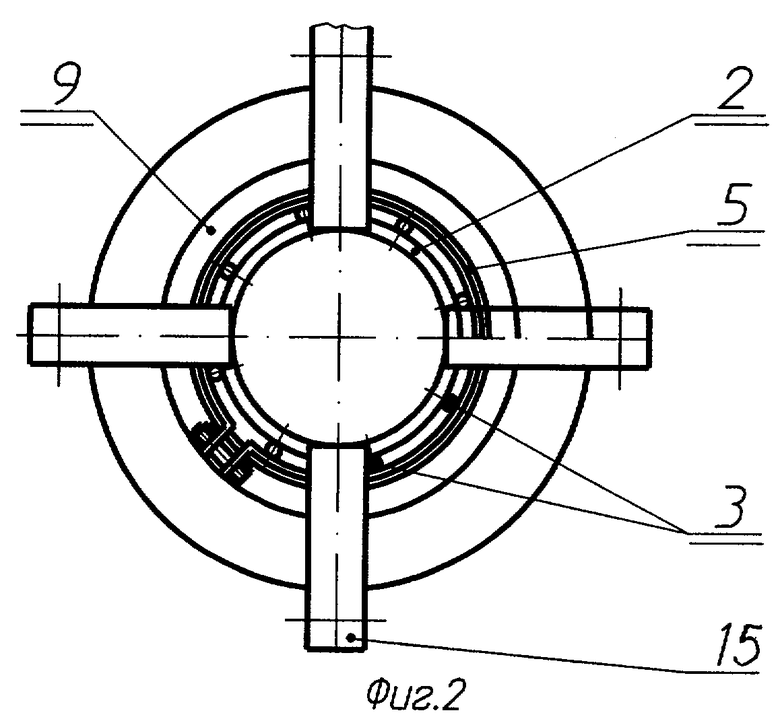
На фиг.1 изображена конструкция индукционной печи с вертикальным разрезом; на фиг.2 показан вид сверху.
Индукционная плавильная тигельная печь содержит индуктор (1), тигель из огнеупорного материала (2), упорные керамические цилиндры (3), металлический хомут (4), керамический замок (5), теплоизолирующую набивную массу из фракционного керамического материала (6), стальной каркас в виде белечьего колеса (7), нижний торец белечьего колеса (8), верхний торец беличьего колеса (9), перфорированный бандаж (10), осевой разрез бандажа (11), замок с изолирующими втулками (12), прокладка из электроизоляционного материала (13), рабочий стол печи (14), компенсационные зажимы (15).
Индукционная плавильная печь работает следующим образом. Печь откачивается до остаточного давления газов 0,13-13,3 Па. В тигель (2), выполненный, например, из периклаза (или корунда), помещается шихта в виде мерной заготовки из жаропрочного никелевого сплава. На индуктор (1) подается нагрузка и происходит разогрев и плавка жаропрочного никелевого сплава в тигле. Объем тигля заполняется расплавом на 50-80%. Расплав нагревается до 1650-1850°C, рафинируется, а затем охлаждается до температуры заливки 1450-1550°С и заливается в формы, далее вновь в тигель загружается шихта и цикл повторяется.
При нагреве в тигле возникают осевые и радиальные температурные градиенты и как следствие напряжения, в том числе растягивающие, которые обычно приводят к разрушению тигля (2), попаданию материала или теплоизолирующей набивочной массы (6) в расплав, то есть к снижению качества сплава. Кроме того, разрушение тигля (2) может привести к истечению из последнего расплава и как следствие к разрушению печи и всей плавильно-заливочной установки.
Однако термический рост тигля (2) в предлагаемом техническом решении в радиальном направлении сдерживается за счет жесткости металлического бандажа (10), замков с изолирующими втулками (12) и плотно набитой теплоизолирующей массы (6), состоящей, например, из фракционных оксидов, взятых в соотношении 50-70% мас. корунда и 50-30% мас. периклаза, а в верхней части тигля за счет жесткости хомута (4) и упорных керамических цилиндров (3), а в осевом направлении термический рост сдерживается компенсационными зажимами (15). При этом жесткость массы обеспечивается за счет замкнутого объема, образуемого тиглем (2), керамическим замком (5), стальным каркасом (7) с бандажом (10) и электроизоляционной прокладкой (13). Как реакция на жесткие опоры, в тигле возникают дополнительные напряжения сжатия частично или полностью релаксирующие напряжения растяжения. Прочность керамических материалов на растяжение, в том числе и материала тигля на порядок меньше, чем на сжатие. Следовательно, инициирование дополнительных напряжений сжатия позволяет повысить работоспособность тигля.
В процессе работы набивная масса (6), прилегающая к тиглю, начинает постепенно спекаться. Спекание сопровождается синтезом алюмомагнезиальной шпинели, сопровождающимся объемным ростом. Это приводит к инициированию дополнительных напряжений сжатия в тигле (2) и позволяет его успешно эксплуатировать даже при частичной фрагментации тигля, происшедшей на этапе нагрева сплава, когда набивная масса не успела еще нагреться до температуры, при которой начинается синтез шпинели.
Представленная на фиг.1 конструкция стального каркаса (7) и бандажа (10), а также хомута (4) исключает его индукционный нагрев и разрушение как за счет исключения замкнутого контура, так и создания условий для свободного радиального "истечения" электромагнитного поля выше витков индуктора, которое осуществляется за счет вырезов в каркасе. Цилиндрические вырезы в бандаже (10) и осевой разрез бандажа (11) позволяют релаксировать возникновение "блуждающих" токов Фуко за счет того, что эти токи начинают течь вокруг цилиндрических вырезов (как по замкнутому контуру). На границе двух отверстий токи протекают в противоположных направлениях, то есть они релаксируют друг друга.
Предложенное техническое решение было многократно реализовано в процессе плавки и литья различных жаропрочных сплавов в интервале температур 1650-1850°С на установках УПП ⊘ - 3М и УВП-4 для получения лопаток газотурбинных установок. При десятикратной переработке сплава и двадцатикратном цикле работы тигля загрязнение сплава материалом тигля или засыпки не происходит. Таким образом, была подтверждена техническая полезность и реализованы поставленные цели.
| название | год | авторы | номер документа |
|---|---|---|---|
| ИНДУКЦИОННАЯ ПЛАВИЛЬНАЯ ТИГЕЛЬНАЯ ПЕЧЬ ДЛЯ ИЗГОТОВЛЕНИЯ СЛИТКОВ И ОТЛИВОК ИЗ МАГНИЕВЫХ СПЛАВОВ | 2002 |
|
RU2222756C1 |
| ЭЛЕКТРОМАГНИТНАЯ ТИГЕЛЬНАЯ ПЛАВИЛЬНАЯ ПЕЧЬ С ГОРИЗОНТАЛЬНЫМ МАГНИТОПРОВОДОМ И МАГНИТНЫМ ПОТОКОМ | 2013 |
|
RU2539237C2 |
| ЭЛЕКТРОМАГНИТНАЯ ИНДУКЦИОННАЯ ТИГЕЛЬНАЯ ПЛАВИЛЬНАЯ ПЕЧЬ С U-ОБРАЗНЫМ МАГНИТОПРОВОДОМ И ГОРИЗОНТАЛЬНЫМ МАГНИТНЫМ ПОТОКОМ | 2013 |
|
RU2539490C2 |
| ЭЛЕКТРОМАГНИТНАЯ ТИГЕЛЬНАЯ ПЛАВИЛЬНАЯ ПЕЧЬ С С-ОБРАЗНЫМ МАГНИТОПРОВОДОМ И ГОРИЗОНТАЛЬНЫМ МАГНИТНЫМ ПОТОКОМ | 2013 |
|
RU2536311C2 |
| Индукционная индукторная тигельная печь с кольцевым наборным магнитопроводом | 2016 |
|
RU2666395C2 |
| Индукционная индукторная тигельная печь с проволочным индуктором | 2016 |
|
RU2669030C2 |
| ИНДУКЦИОННАЯ ТИГЕЛЬНАЯ ПЕЧЬ | 2017 |
|
RU2661368C1 |
| ШАХТНАЯ ПЛАВИЛЬНАЯ ПЕЧЬ | 1968 |
|
SU206607A1 |
| Индукционное нагревательное устройство | 2020 |
|
RU2759171C1 |
| Индукционная печь | 1973 |
|
SU474666A1 |
Изобретение относится к области металлургии. Индукционная плавильная тигельная печь содержит индуктор и тигель из огнеупорного материала, окруженный теплоизолирующей набивочной массой из фракционного керамического материала, заключенные в стальной каркас. Тигель в верхней загрузочной части снабжен изолирующими керамическими цилиндрами. Между внешней поверхностью тигля и внутренней поверхностью стального каркаса расположен керамический замок. На внешней центральной части стального каркаса установлен перфорированный бандаж с разрезом, скрепленный через замки с изолирующими втулками. При использовании изобретения повышается производительность плавильно-заливочного оборудования. 1 з.п. ф-лы, 2 ил.
| ИНДУКЦИОННАЯ ПЛАВИЛЬНАЯ ТИГЕЛЬНАЯ ПЕЧЬ ДЛЯ ИЗГОТОВЛЕНИЯ СЛИТКОВ И ОТЛИВОК ИЗ МАГНИЕВЫХ СПЛАВОВ | 2002 |
|
RU2222756C1 |
| Индукционная плавильная печь | 1985 |
|
SU1328653A1 |
| Тигель индукционной вакуумной печи | 1976 |
|
SU616506A1 |
| JP 3070984 А, 26.03.1991 | |||
| ТРЕХКОЛЕСНОЕ ТРАНСПОРТНОЕ СРЕДСТВО С ПРИЦЕПОМ | 1992 |
|
RU2043221C1 |
| СПОСОБ РОЗЛИВА НАПИТКА В ТАРУ | 1999 |
|
RU2161591C1 |

