Лущильный станок работает следующим образом.
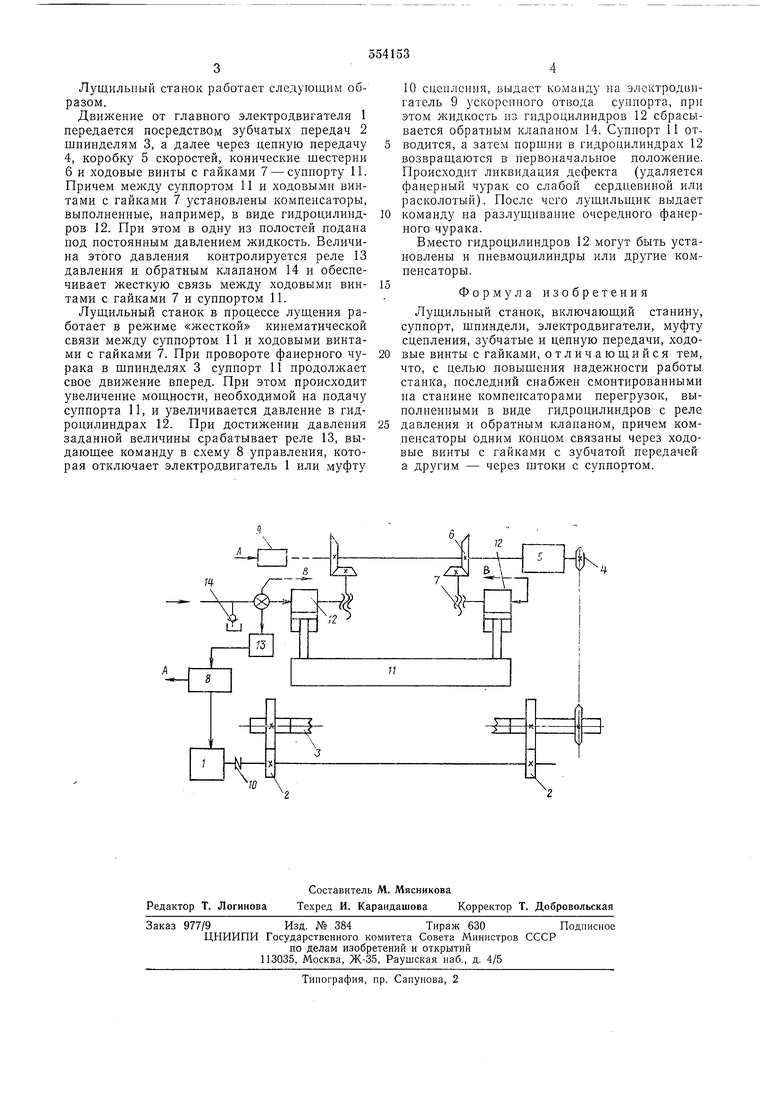
Движение от главного электродвигателя 1 передается посредством зубчатых передач 2 щпинделям 3, а далее через цепную передачу 4, коробку 5 скоростей, конические шестерни 6 и ходовые винты с гайками 7 - суппорту 11. Причем между суппортом 11 и ходовыми винтами с гайками 7 установлены компенсаторы, выполненные, например, в виде гидроцилиндров 12. При этом в одну из полостей подана под постоянным давлением жидкость. Величина этого давления контролируется реле 13 давления и обратным клапаном 14 и обеспечивает жесткую связь между ходовыми винтами с гайками 7 и суппортом 11.
Лущильный станок в процессе лущения работает в режиме «жесткой кинематической связи между суппортом 11 и ходовыми винтами с гайками 7. При провороте фанерного чурака в щпинделях 3 суппорт 11 продолжает свое движение вперед. При этом происходит увеличение мощности, необходимой на подачу суппорта 11, и увеличивается давление в гидроцилиндрах 12. При достижении давления заданной величины срабатывает реле 13, выдающее команду в схему 8 управления, которая отключает электродвигатель 1 или муфту
10 сцепления, выдает команду на электродвигатель 9 ускоренного отвода суппорта, при этом жидкость из гидроцилиндров 12 сбрасывается обратным клапаном 14. Суппорт 11 отводится, а затем поршни в гидроцилиндрах 12 возвращаются в первоначальное положение. Происходит ликвидация дефекта (удаляется фанерный чурак со слабой сердцевиной или расколотый). После чего лущильщик выдает команду на разлущивание очередного фанерного чурака.
Вместо гидроцилиндров 12 могут быть установлены и пневмоцилиндры или другие компенсаторы.
Формула изобретения
Лущильный станок, включающий станину, суппорт, шпиндели, электродвигатели, муфту сцепления, зубчатые и цепную передачи, ходовые винты с гайками, отличающийся тем, что, с целью повышения надежности работы станка, носледний снабжен смонтированными на станине компенсаторами перегрузок, выполненными в виде гидроцилиндров с реле давления и обратным клапаном, причем комценсаторы одним концом связаны через ходовые винты с гайками с зубчатой передачей а другим - через штоки с суппортом.
| название | год | авторы | номер документа |
|---|---|---|---|
| Лущильный станок | 1976 |
|
SU595161A1 |
| Лущильный станок | 1982 |
|
SU1079438A1 |
| Лущильный станок | 1981 |
|
SU979113A1 |
| Лущильный станок | 1981 |
|
SU954233A1 |
| Лущильный станок | 1987 |
|
SU1435433A1 |
| Лущильный станок | 1984 |
|
SU1165575A1 |
| Линия производства спичечной соломки | 1986 |
|
SU1371961A1 |
| Лущильный станок | 1988 |
|
SU1613326A1 |
| Лущильный станок | 1986 |
|
SU1341036A1 |
| Станок для центрирования и обдирки чураков, идущих на лущильные и тому подобные станки | 1935 |
|
SU45731A1 |
