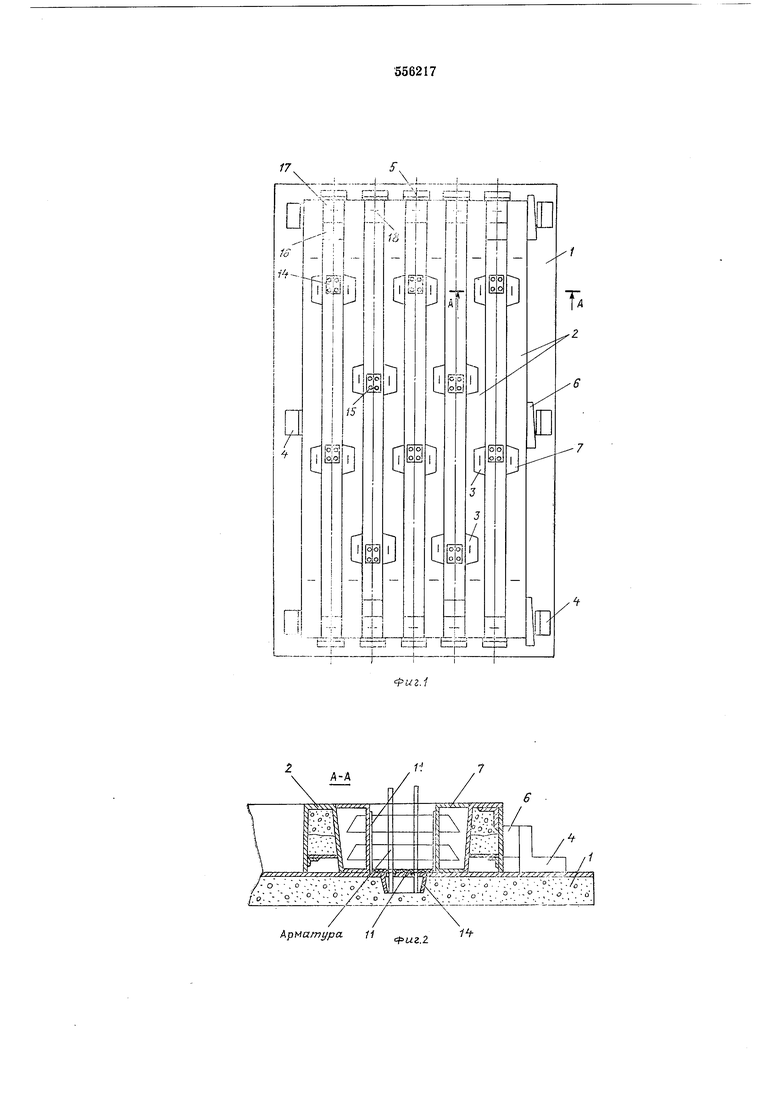
В боковых углублениях 3 заподлицо размещены боковые вкладыши 7, выполненные в виде коробок пирамидоидальной формы из металлических листов толщиной 4-5 мм.
Рабочая лицевая сторона 8 бокового вкладыша имеет отверстия 9 и 10, в которые входят выступающие концы арматуры и фасонных закладных элементов. Эти отверстия имеют уплотнения 11 и 12 изготовленные из картона толщиной 0,5-1,0 M2vl.
Для получения более развитой поверхности лицевая сторона вкладыша имеет выступающие элементы 13, а верхняя сторона снабжена ручкой для подъема. При необходимости вкладыши могут быть выполнены и без отверстий.
Для уменьшения веса, а также в случае необходимости очистки внутренней полости вкладыша от случайно попавшего цементного молока задняя сторона вкладыша вынолнена открытой.
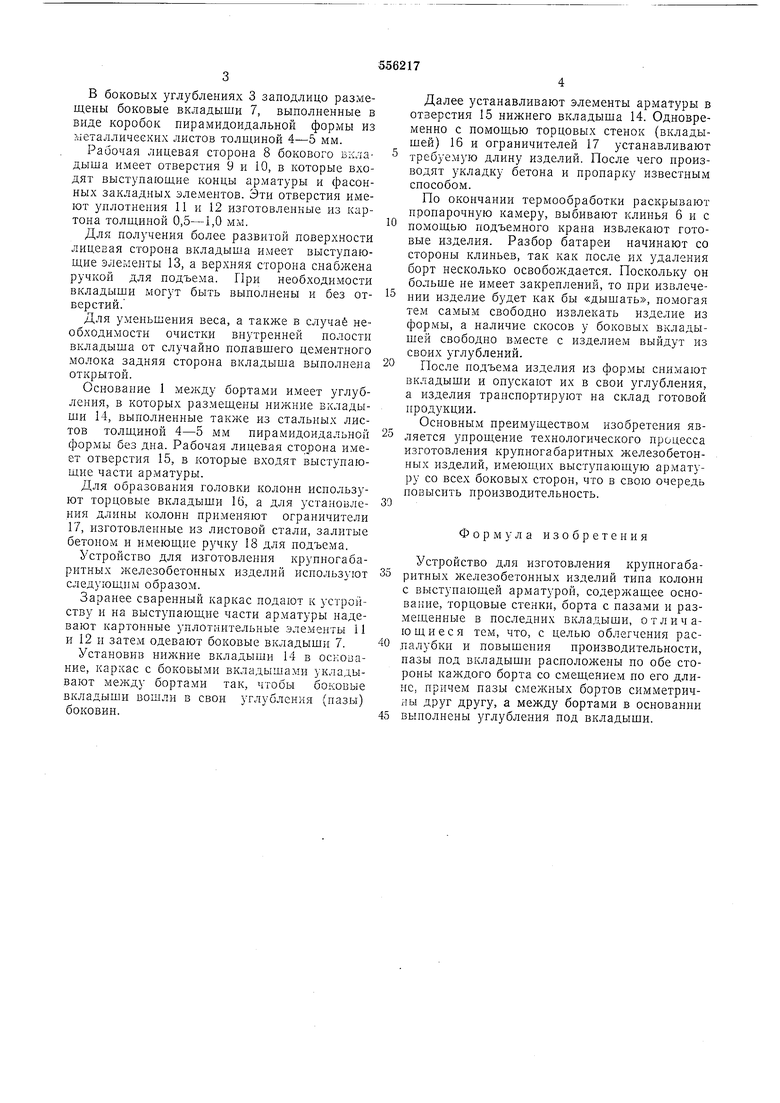
Основание 1 между бортами имеет углубления, в которых размещены нижние вкладыщи 14, выполненные также из стальных листов толщиной 4-5 мм пирамидоидальпой формы без дна. Рабочая лицевая сторона имеет отверстия 15, в которые входят выступающие части арматуры.
Для образования головки колонн иснользуют торцовые вкладыши 16, а для установления длины колонн применяют ограничители 17, изготовленные из листовой стали, залитые бетоном и имеющие ручку 18 для подъема.
Устройство для изготовления крупногабаритных железобетонных изделий используют следующим образом.
Заранее сваренный каркас подают к устройству и на выступающие части арматуры надевают картонные уплотнительные элементы 11 и 12 и зате.м одевают боковые вкладыши 7.
Установив нижние вкладыши 14 в оскоиание, каркас с боковыми вкладышами укладывают между бортами так, чтобы боковые вкладыши вошли в свои углубления (пазы) боковин.
Далее устанавливают элементы арматуры в отверстия 15 нижнего вкладыша 14. Одновременно с помощью торцовых стенок (вкладышей) 16 и ограничителей 17 устанавливают требуемую длину изделий. После чего нроизводят укладку бетона и пропарку известным способом.
По окончании термообработки раскрывают пропарочную камеру, выбивают клинья бис помощью подъемного крана извлекают готовые изделия. Разбор батареи начинают со стороны клиньев, так как после их удаления борт несколько освобождается. Поскольку он больше не имеет закреплений, то нри извлечеНИИ изделие будет как бы «дышать, помогая тем самым свободио извлекать изделие из формы, а наличие скосов у боковых вкладышей свободно вместе с изделием выйдут из своих углублений.
После подъема изделия из формы снимают вкладыши и опускают их в свои углубления, а изделия транспортируют на склад готовой продукции.
Основным преимуществом изобретения является упрощение технологического процесса изготовления крупногабаритных железобетонных изделий, имеющих выступающую арматуру со всех боковых сторон, что в свою очередь повысить производительиость.
Формула изобретения
Устройство для изготовления крунногабаритных железобетонных изделий типа колонн с выступающей арматурой, содержащее основание, торцовые стенки, борта с пазами и размещенные Б последних вкладыши, отличающиеся тем, что, с целью облегчения расдалубки и повышения производительности, пазы нод вкладышн расноложены по обе стороны каждого борта со смещением но его длине, причем пазы смежных бортов симметричны друг другу, а между бортами в основании выполнены углубления под вкладыши.
Арматура. Л .2
Г
-/ у/; ,7 777---.
ь. .; о.. а. : . о .о;-- ./о-, о ..о-.; °. -° ., .. -о
V
V
12
i3
