Уже известны различные способы графитирования металлов для вкладышей подшипников, равно как и получение графитированных сплавов путем прессования или же путем длительного перемешивания находяш.егося в жидко-тестообразном состоянии металла с порошком графита и последуюшего прессования. Все ОКИ имеют целью получение так называемых самосмазываюш,ихся подшипников, не требующих во время работы смазки маслом.
При всех таких способах, однако, смесь металла с графитом получается более или менее однородной по всей массе вкладыша подшипника.
Между тем, изнашиванию подвергается во вкладыше лишь незначительной толщины слой, прилегающий непосредственно к трущейся поверхности.
Предлагаемый способ ставит себе поэтому целью производить графитирование металла для заливки вкладышей подшипников таким образом, чтобы наиболее насыщенным графитом оказался внутренний прилегающий к трущейся поверхности слой вкладыща, для чего, согласно изобретению, используется меньший удельный вес графита, обусловливающий при вращении во время заливки вытеснение его под действием центробежной силы более тяжелым металлом вкладыша к внутренней поверхности.
Для этого, согласно предлагаемому способу, слой графита помещают между двумя втулками из подлежащего графитированию металла, которые вставляют внутрь вкладыша подшипника, и затем подвергают последний вращению с одновременным его нагреванием.
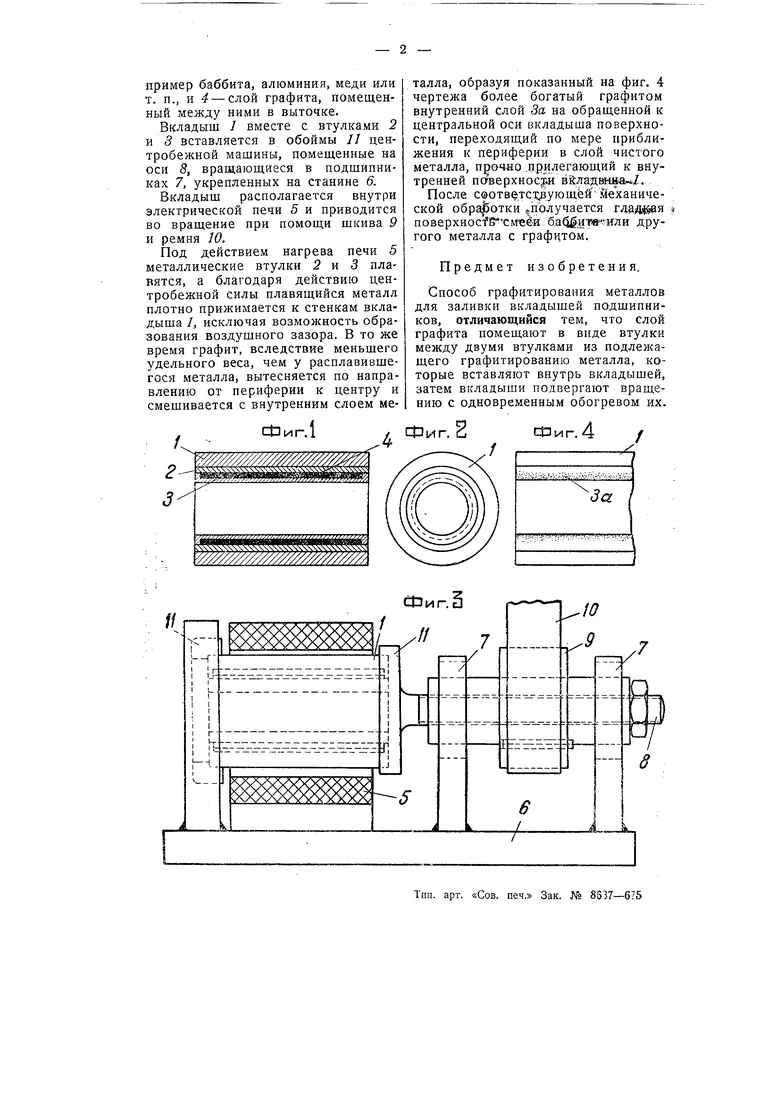
На чертеже фиг. 1 изображает в продольном разрезе вкладыш подшипника с помещенными в нем втулками из баббита или т. п. и слоем графита между ними; фиг. 2 - вид его с торца; фиг. 3- центробежную машину для выполнения предлагаемого способа; фиг. 4 - схематический разрез части готового вкладыша с графитированным металлом.
На чертеже цифрой ./ (фиг. 1) обозначен подлежащий заливке вкладыш подшипника, 2 и 5 - две входящие одна в другую втулки из подлежащего графитированию металла, на
| название | год | авторы | номер документа |
|---|---|---|---|
| Электрический жидкостный выключатель | 1934 |
|
SU52525A1 |
| СПОСОБ ПОЛУЧЕНИЯ ВЫСОКОПЛОТНОГО ГРАФИТА | 2012 |
|
RU2496714C1 |
| Способ изготовления разъемного вкладыша опорного подшипника скольжения | 2016 |
|
RU2631577C2 |
| КАТОДЫ ДЛЯ АЛЮМИНИЕВЫХ ЭЛЕКТРОЛИЗЕРОВ С ПЕНОГРАФИТОВОЙ ОБЛИЦОВКОЙ | 2006 |
|
RU2389826C2 |
| Способ центробежной заливки вкладышей | 1943 |
|
SU67681A1 |
| АНТИФРИКЦИОННЫЙ ГРАФИТИРОВАННЫЙ МАТЕРИАЛ | 1993 |
|
RU2072318C1 |
| КОМПОЗИЦИОННЫЙ АНТИФРИКЦИОННЫЙ МАТЕРИАЛ | 2023 |
|
RU2831643C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КАТОДНОГО БЛОКА ДЛЯ ЭЛЕКТРОЛИТИЧЕСКОЙ ЯЧЕЙКИ ДЛЯ ПОЛУЧЕНИЯ АЛЮМИНИЯ | 2013 |
|
RU2666806C2 |
| СПОСОБ ВОССТАНОВЛЕНИЯ МОТОРНО-ОСЕВЫХ ПОДШИПНИКОВ ЛОКОМОТИВОВ | 2007 |
|
RU2386058C2 |
| Антифрикционное изделие | 1971 |
|
SU401203A1 |
