По распространенной технологии свинцово-бронзовые подшипники изготовляются путем заливки расплавленной бронзы в стальной стакан, предварительно нагретый в специальной печи до температуры плавления бронзы. Стальной стакан снабжен трубкой из листовой стали, образующей кольцевое пространство для заливки, бронзы. Стакан с трубкой закрывается графитовой крышкой, и стык между крышкой и стаканом заделывается графитовой замэзкой.
Основными недостатками этого способа заливки являются:
1)трудоемкость заливки и подготовки стальных стаканов под заливку;
2)невозможность механизировать процесс;
3)зависимость качества заливки от индивидуального мастерства исполнителей;
4)значительный расход топлива и электроэнергии.
Взамен этого способа было предложено вводить в кольцевое пространство трубчатого вкладыша свинцовистую бронзу в виде порошка и расплавлять последнюю электрическим наружным обогревом вкладыша при его враш,ении. Этот способ
заливки обладает одним очень существенным недостатком.
Слой бронзы, прилегающий к стали вкладыша, перегревается по сравнению с внутренйим слоем, что создает неблагоприятные условия для получения качественной заливки.
Для устранения указанного недостатка изобретатель предлагает производить обогрев изнутри, создавая в кольцевом пространстве трубчатой заготовки вольтову дугу. Этим обеспечивается благоприятное распределение температуры как при расплавлении бронзы, так и при охлаждении заготовки, так как температура падает по направлению изнутри наружу.
Рабочий слой свинцовистой бронзы, непосредственно прилегающий к стальной втулке, не будет перегрет, оставаясь несколько холоднее внутреннего слоя бронзы, обращенного непосредственно к вольтовой дуге.
При охлаждении втулки падение температуры по напра влению изнутри наружу сохраняется. Первым начинает затвердевать и кристаллизоваться непосредственно; прилегаю ций к стальной втулке слой свинцовистой бронзы, что соответствует
условиям получения высококачественной заливки.
Внутренний слой свинцовистой бронзы, затвердевший позднее, имеет неблагоприятную структуру и удаляется при последующей механической обработке.
Преимущество предлагаемого способа заключается еще и в том, что он не требует специального ввода газа для создания нейтральной атмосферы, поскольку вольтова дуга создает внутри трубчатой заготовки атмосферу окиси углерода.
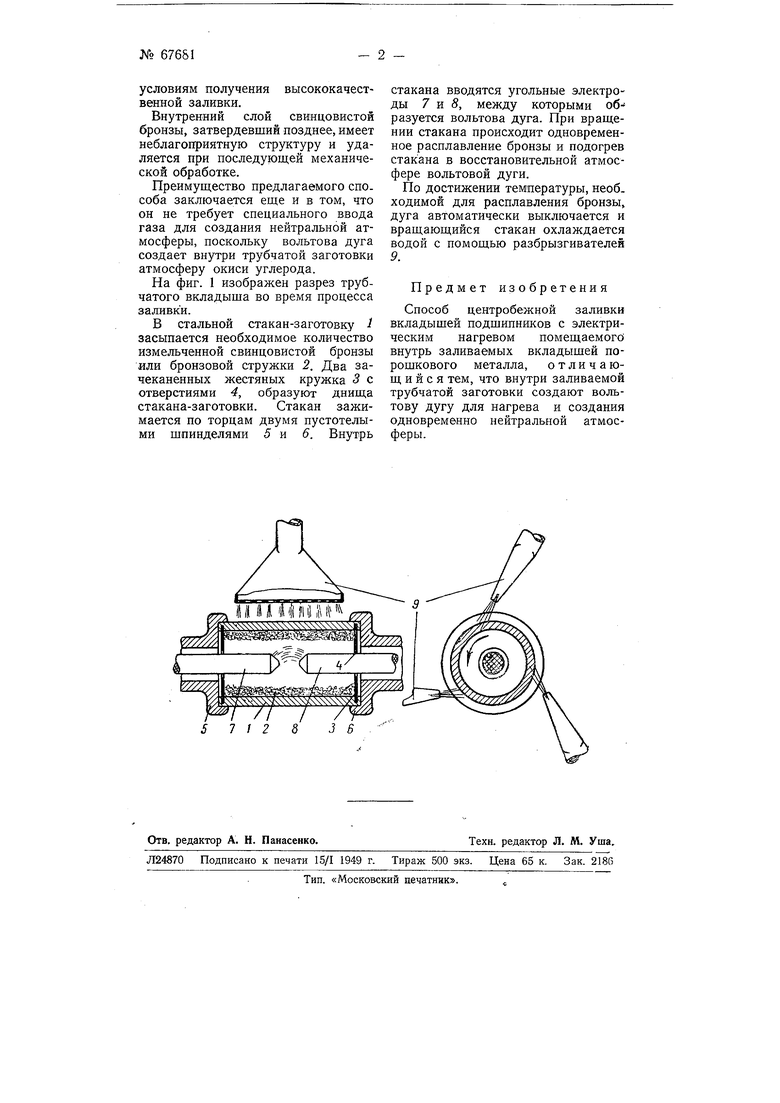
На фиг. 1 изображен разрез трубчатого вкладыша во время процесса заливки.
В стальной стакан-заготовку 1 засыпается необходимое количество измельченной свинцовистой бронзы или бронзовой стружки 2. Два зачеканенных жестяных кружка 3 с отверстиями 4, образуют днища стакана-заготовки. Стакан зажимается по торцам двумя пустотелыми шпинделями 5 и 5. Внутрь
стакана вводятся угольные электроды 7 и 5, между которыми образуется вольтова дуга. При вращении стакана происходит одновременное расплавление бронзы и подогрев стакана в восстановительной атмосфере вольтовой дуги.
По достижении температуры, необходимой для расплавления бронзы, дуга автоматически выключается и вращающийся стакан охлаждается водой с помощью разбрызгивателей 9.
Предмет изобретения
Способ центробежной заливки вкладышей подшипников с электрическим нагревом помещаемого внутрь заливаемых вкладышей порошкового металла, отличающийся тем, что внутри заливаемой трубчатой заготовки создают вольтову дугу для нагрева и создания одновременно нейтральной атмосферы.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ заливки стальных вкладышей свинцовистой бронзой | 1936 |
|
SU49074A1 |
| Способ заливки стальных вкладышей бронзой | 1936 |
|
SU50616A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВКЛАДЫШЕЙ ПОДШИПНИКОВ СКОЛЬЖЕНИЯ | 1993 |
|
RU2057973C1 |
| Способ заливки стальных вкладышей свинцовистой бронзой | 1932 |
|
SU31094A1 |
| Способ изготовления биметаллических отливок "сталь-бронза | 1977 |
|
SU745592A1 |
| Способ изготовления вкладышей подшипников скольжения | 2023 |
|
RU2803208C1 |
| СПОСОБ ПОЛУЧЕНИЯ БИМЕТАЛЛИЧЕСКОГО МАТЕРИАЛА | 2004 |
|
RU2277998C1 |
| Способ изготовления вкладышей подшипников скольжения | 1978 |
|
SU949237A1 |
| ПРИСПОСОБЛЕНИЕ ДЛЯ ЗАЛИВКИ ПОДШИПНИКОВ СВИНЦОВИСТОЙ БРОНЗОЙ | 1933 |
|
SU38750A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРЕСС-ФОРМЫ-ХОЛОДИЛЬНИКА-ТОКОПОДВОДА К АГРЕГАТУ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ | 2002 |
|
RU2236337C2 |
