тороидс вращения со скошенными плосКОотями.
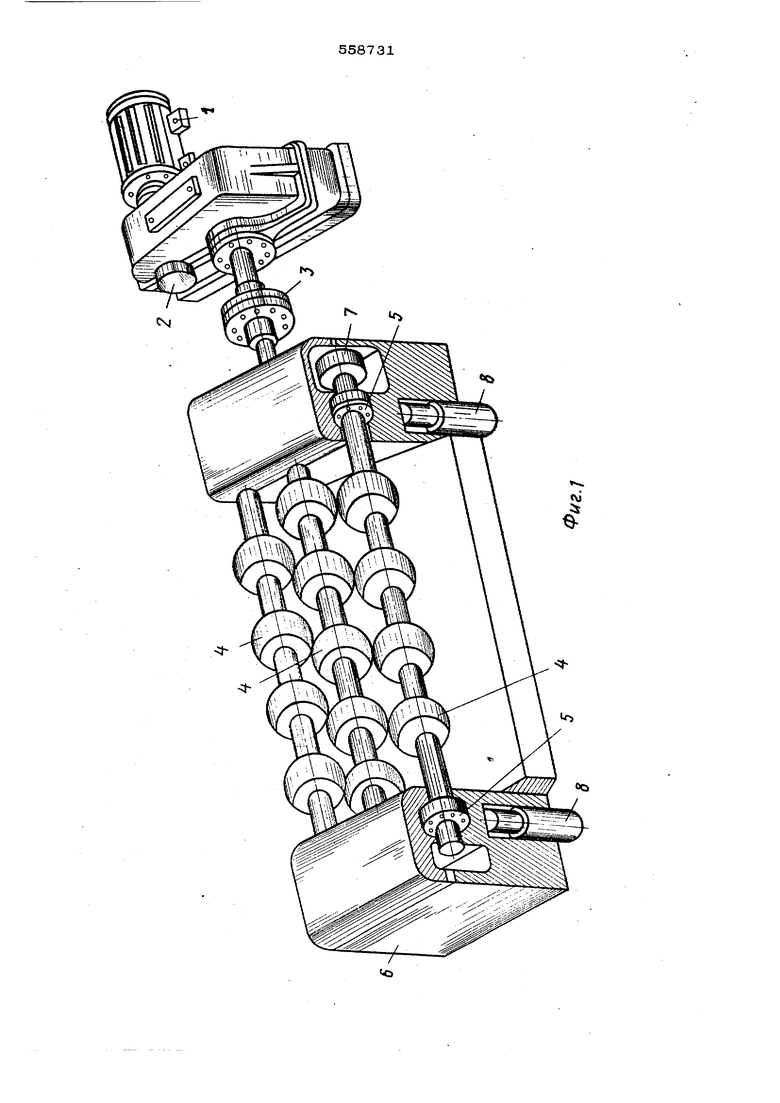
Рольганг работает следующим образом Станинный рольганг приводвтся во вр щены ог элекгропривода 1, через редуктор 2 и удлиненную муфгу 3, Рогаиш рольганга работают в режиме восприятия динамичеоких нагрузок под воздействием выходящего из прокатной клети раската. Под действием этих нагрузок валы роликов, оша рающиеся на подшипники 5 пригибаются. Так как изгибающий момент, воздействующий на попе речное сечение вала, неодинаксж|по длине ролика, наибольщее значение изгибающего момента приходится на середину вала и
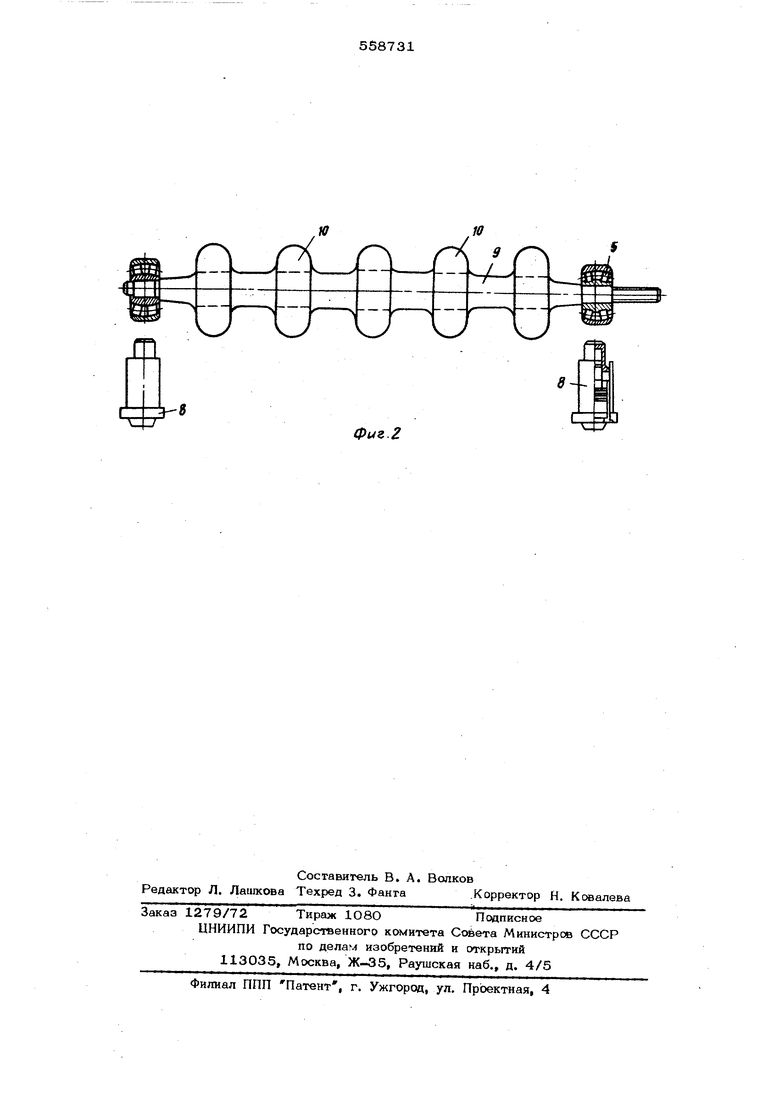
убывает по краям по законам квадратичной параболы, то поперечное- сечение вала ролика вьшолняют в виде параболоида вращения, ось которого является осью вращения вала. Это необходимо и для уменьщения момента инерции роликов, работающих в режиме частого и резкого реверса. Таким образом, параболическая форма вала ролика позволяет создать надежную конст рукцию, противостоящую ударным и скручилающим нагрузкам.
Воспринимаемые ударные нагрузки передаются на корпус 6 и гасятся амортизаторами 8. В процессе взаимодействия прокатываемого раската и бочек 10 роликов возможно образование на раскатах механических повреждений, так как он находится S пластическом состоянии. Поэтому бочки роликов выполнены в форме чере-
дующихся тороидов вращения. Такая их фома позволяет более равномерно распрЪде- лятъ уршшя взаимодействия раската с роликами,- сделать их минимальными и пре- доггератить образование плен на псжерхностн раската.
Формула изобретения
Станинный рольганг листопрокатного стана, содержащий группу профилированных роликов, установленных в шахматном по|рядке на валах, шейки которых размещены в корпусе и связаны общим приводом, отличающийся тем, что, с целью повышения работоспособности и качества листов, -образующая каждого вала выполнена в виде параболоида, осью симметрии кот1. рого является линия, проходящая через центр тяжести вала перпендикулярно оси его вращения, а ролики выполнены в форме торой- дов Вращения.
Источники информации, принятые во внимание при экспертизе:
1.Авторское свидетельство СССР №359О73, М. Кл. В 21В 39/00, 1970.
2.Кополев А. А. Конструкция и расчет машин и механизмов прокатных станов, Металлургая, 1969, с. 412.
3.Целиков А. И. и др. Прокатные станы, Металлургиздат, 1958, о. 326-727. / фиг. г f s 
| название | год | авторы | номер документа |
|---|---|---|---|
| Станинный рольганг прокатного стана | 1982 |
|
SU1055553A1 |
| Манипулятор обжимного прокатногоСТАНА | 1979 |
|
SU804035A1 |
| Станинный рольганг | 1979 |
|
SU917880A1 |
| МЯГКИЙ ОПОРНЫЙ УЗЕЛ РОЛИКА РОЛЬГАНГА ОБЖИМНОГО СТАНКА | 1993 |
|
RU2038177C1 |
| СПОСОБ ПОЛОСОВОЙ ГОРЯЧЕЙ ПРОКАТКИ И ШИРОКОПОЛОСОВОЙ СТАН ГОРЯЧЕЙ ПРОКАТКИ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1999 |
|
RU2154538C1 |
| РОЛЬГАНГ ТОЛСТОЛИСТОВОГО ПРОКАТНОГО СТАНА | 1992 |
|
RU2013150C1 |
| Рольганг толстолистового прокатного стана | 1982 |
|
SU1066687A1 |
| Участок порезки и уборки проката сортового прокатного стана | 1982 |
|
SU1018732A1 |
| СПОСОБ ПРОИЗВОДСТВА ДВУТАВРОВОЙ БАЛКИ И ЛИТЕЙНО-ПРОКАТНЫЙ КОМПЛЕКС ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2016 |
|
RU2620212C1 |
| Обжимной прокатный стан | 1984 |
|
SU1187900A1 |