Изо ётение относится к металлургическому машиностроеккю а более когафетно - к оборудованию сортовых станов, наиболее еффективно.может быть исполь зовако на сортовых прокатных станаХ| 5 которые по условиям технологии требуют нарезки на коротаие торговые длины (от . 2,7 до Юм) непосредственно за чистовой клетью стана летучими нонсницамя с последующим замедленным охлакшеняем 10 порегйзннрго проката в т€)мрстатах или на свециальных холодильмиках.
Наиболее близким к изофетению по техВйческой суишости является участок нареаки и уборки проката сортового про- J5 катного стана, срдерткапшй последователь но установленные за чистовой клетью по оси , проКатлси двое летучих ножниц, первые из ко- . торых предназначены для обрезки заднего конца и аварийной резки проката, а вто- 20 рые снабженные подаюше-следящими роликами, - для офезки переднего конца и разрезания проката .на товарные длины, и рольганги за чистовой клетью и ножницам: t l-25
Основньми преимуществами известной схемы является меньший вес оборудования и отсутствие ножниц холодной резки, которые при резке соротового щзоката из высоколегарованных и высокопрочных марок сталей и сплавов имеют весьма .незначительную стойкость рабочих органов- . ножей, В связи с этим известная схема нашла применение на нескольких сташсах прокатывающих сложные щзофяпя иа специальных и высокопрочных сталей и 35 сплавов,
В качестве первых ножниц используются барабанные летучие ножницы без MI&ханйэма пропуска реза.
Кроме зачистки концов первые лету- 0 чие ножницы используются также и как аварийные в случае застревания полосы в подающе-следяпих ; роликах или оковки режущего механизма вторы.-. универсальных нойошц. При аварийном резе первые- 45 летучие ножницы разрезают полосу в рен(и ме непрерывного вращения на длины, равные длине окружности вращения ножей или несколько меньшие (на величину коэффициента обгона),50
Однако в случае нео одимости аваийной резки, на1фимер цри выходе из троя вторых летучих ножниц по причина ковки механизма резания .илибурения полосы в подающе-следящих роликах, их отключение осуществляется оператором частка резки. Такое отключение производится как правило, со значительным зaпaздьдаaш rav во времени, так как аваР1й1ные ситуации возникают неожиданно для оператора. В результате этого зяачительная часть полосы, не разрезанная на первых ножницах и непрерьюно выходя:Щая из чистовой клети стана, изгибается в большие петли (бурежка) и после устранения аварии разрезается с псшощью газовой резки, и идет в брак. Кроме , сама операция по устранению такой ситуации связана с значительными затра. тами вретлени и простоями станка, так как осущесталять в это время прокатку не аозмржно.
Недостатком является также то, что в известном участке отсутствуют устройства и оборудование для транспортирования и пакетирования порезанного на первых летучих Ножницах в режиме аварийной резхи проката. Поэтому после аварийной резки раскаты по рольгангу транспортируются к подающе-следящим роликам, у которых ойй изгибаются после удара и перепутываются.
Кроме того, в режиме нещэерывного равном ного вращения барабанов при аварийной редке первь ми летучими ножнщхами получаются длины проката, не соответствующие товарным длинам, т, е. отсутствует возможность использования раосата, аварийно разрезанного на ножницах, в виде годной продукции и такой прокат идет полностью в фак.
Таким образом, известное техническое решение имеет недостаточную пропускную способность и недостаточную эксплуатационную надежности, тек как двое летучих Бсожшш, подающе-следящие ролики располо;жены последовательно и аварийный OT-Iк&з любого их этих устройств вызывает «этказ всего участка, что приводит к прос роям и выпуску брака. Целью изобретения является повышение про1:зводкгельности и увеличение выхода гопного. повышение экономичности и эксплуатационной надежности системы машин уходящих в состав участка резки;.
Поставленная цель достигается тем, что участок и уборки проката сортового стана, содержащий последовательно установленные за чнстовой клетью по оси
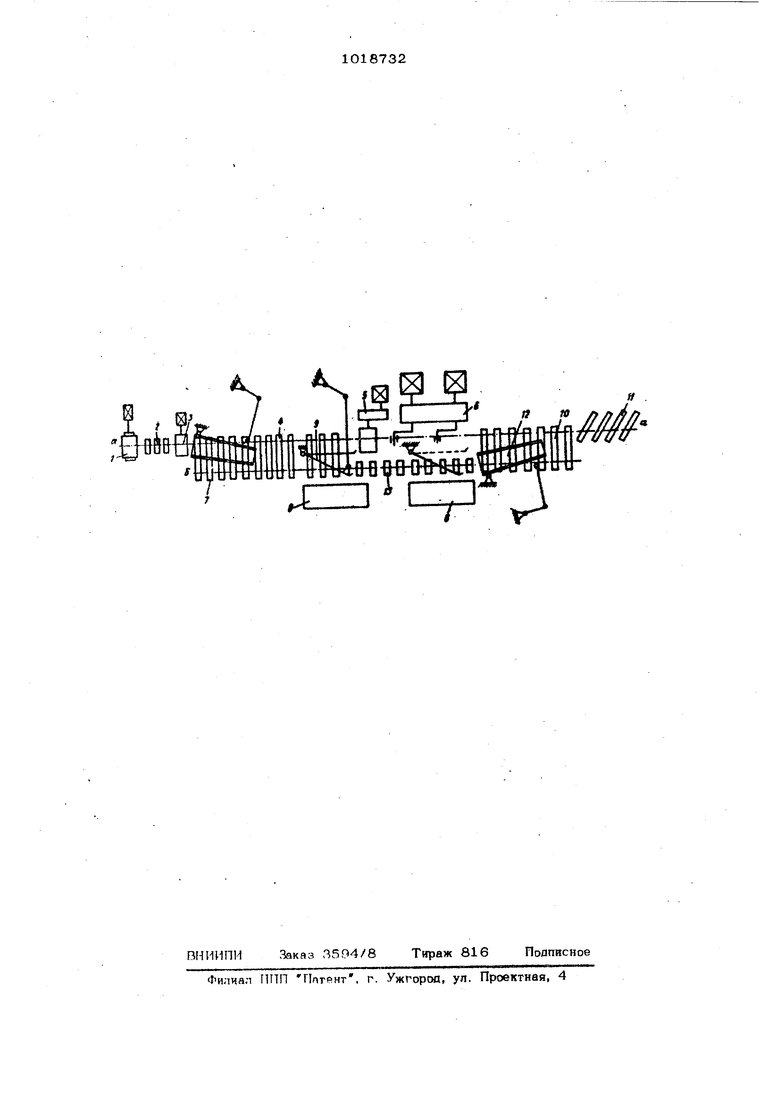
прокатки двое летучих ножниц, первые из которых предназначены для отрезки заднего конца-и авчэийной резки проката, а вторые, снабженные подаюше-следящими роликами, - для ра езания проката на товарные длины, и рольганги за чистовой клетью и ножницами, снабжены устрновленной после первых ножниц стрелкой, выполненной в виде направляющих лине- . «к с приводом, и дополнительным ропь , раамвщевквш парвлпельно осн прока, по меньшей мере одной линейкой {(ЛЯ сброса и xapiviaHOM для приема в эон .допрЛ11И1еш 110го рольганга порезанных пер |Выми ножницами раскатов, а также стрелкой для вывода тех же раскатов ка оси 1фокался в зону рольганга за вторыми нож нниами. На чертеже представлена схема участКа, вид в плане. Участок нарезки и уборки проката сорт J9orp 1фокатного стана, установленный за . чистовой клетью I, содержат рольгаш 2, мритцрованный перед 1ервь1ми летучими ножнипамя 3, рольганг 4 с роляками, длика бочки которых обес1ючивает транспс тврованке прсжата обороны от подаююеследяших роликов 5 в дрны вращения мехавйэма резавля Biropidx (унив салькых) летучих ножниц 6, стреяку 7 для изменения оси даижеесия прижата, выполненную в В1ше на1фавпяюш91х Ш1веек с приводом . от кривошипного мёэЕаниэма, карман S для приёма раската, порезанного на первых ножшцах, линейку 9, ;предназначенную для сфоса п(фезанного раската в карман 8, транспортирукхдий 1О и пакетирующий It рольгашги, приводную стрелку 12, ана .логичную стрелке 7, и дополнительный рольганг t3. Устройство работает слек1укя1шм образ1С. Прокат, выходящий из чяотовой клети 1, подается по рольгангу 2 к первым летучим Ножницшъ 3, при этом у него отре зается задний конец SftreaA при нормаль ттй работе, оборудования прокат транспортируется вдоль оси.щзокаткк а - О по рольгавгу 4 к подаюше-следящим роликам 5 и далее к у1шв€рсальным летучим ножницам 6,. на которых он разрезается на .раскаты, которые затем по рольгангу Ю транспортирукугся к пакетирующему рольгангу 11 с косорасположенными роликами В случае аварийного бьосода из строя универсальных летучих, ножниц 6, нап.ример при оковке вращахштахся частей механизма резания прокатом или бурежки 1.01 2 в ет датчик. подшоше-следящих роликах,, срабатыва фиксирующ оковку механизма резанияункв0рсалы« гх летучих кожнюс и отключающий подающе-следяиие ролики к универсалысых летучих ножниц, и ощю земенко включающей привод стрелки 7 для ) оси авяжват проката, которая поворачивается и переводит на ось d - J , проходящую с внешней стороны от зоны вращения меха еиэма уннв эрсальяых летучих ноукшщ 6, т. е. параллельно оси прокатки О - 3 t при этом ош1оврвх1енио включаются в рйСоту первые ножниць 3 я поворачюшотся линейки Q для порезанного летучими нрхшицами 3 раската в соответствующий карман 8. Л«гучяе ножницы 3 работают в режиме за. пусков ка рез, Щ)и гом временя между резами устанавливается из условия полу чекия длины отрезанного раската равной или кратной длине пореза на унив юалЬо ных летучих ножницах 6, исходя из условия нагрева двигателя летучих ножниц 3. Работой линеек 9 чередуется заполнение карманов 8. Опыт работы аналогичных ссасывающих устройств показал, их надежную работу Щ сксфостях движения проката до 6 м/с, что вполне удовлетворяет требованиям технологии на .рассмат- . Р1шаемых станах. При нео&содимости транспортировашк -порезанного первыми лету- чими ножницами 3 раскат на пакетирующий рольганг tt линейки 9 устанавливаются параллельно оси J - , не препятствуя двкженшо н не сбрасывая раскат в кармвкы 8, а стрелка 12 поворачивается в положение для перевода раската на ось прокатки с| Q. Раскат Движется далее по рольгангам 13 и 1О и затем собирается в пачки на рольганге И. Реализация изо%)етения на однс заводе позволит увеличить годнсяго гфимерно на -16ОО т в год. С учетном роста тфонзводительнорти сортового прокатного стана О&1ШЙ экономический эффект при внедрвши нзобретется составят в год ориентировочно 125 тыс. руб.
| название | год | авторы | номер документа |
|---|---|---|---|
| Комбинированный сортовой прокатныйСТАН | 1979 |
|
SU839623A1 |
| Непрерывный заготовочный стан | 1975 |
|
SU566638A1 |
| Прокатный стан для производства сортового металла и катанки | 1981 |
|
SU961807A1 |
| ЛИТЕЙНО-ПРОКАТНЫЙ КОМПЛЕКС МЕТАЛЛУРГИЧЕСКОГО МИНИ-ЗАВОДА | 2011 |
|
RU2542049C1 |
| УНИВЕРСАЛЬНЫЙ СТАН ХОЛОДНОЙ ПРОКАТКИ | 1997 |
|
RU2156173C2 |
| УСТРОЙСТВО К НОЖНИЦАМ ПРОКАТНОГО СТАНА ДЛЯ ОПТИМАЛЬНОГО РАСКРОЯ ПРОКАТА | 2004 |
|
RU2278768C2 |
| УНИВЕРСАЛЬНЫЙ ЛИТЕЙНО-ПРОКАТНЫЙ СТАН | 2000 |
|
RU2217247C2 |
| Прокатный стан | 1974 |
|
SU463483A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПАРТИЙ ГОРЯЧЕКАТАНОГО ЛИСТА | 2010 |
|
RU2405639C1 |
| Способ горячей прокатки полос и листов | 1990 |
|
SU1755972A2 |
УЧАСТОК НАРЕЗКИ И УБОРКИ ГЙЮКАТА ССЯТОВОГО ПРОКАТНОГО СТАНА, содержащий последовательно установлекнью за чистовой клетью по оси .прокатки двое летучих ножниц, первые ич которых предназначены для отрезки заднего KoHua и аварийной резки проката, а вторые снабженные подающе-след5шшми роликами,д.1я разрезания проката на торцевые длины, и рольганга за чистовой клетью и ножницами, иотличающийся тем, что, с целью повышения производи.тельноста и увеличения выхода годного, а также повышения эксплуатационной надежности, он снабжен установленной после первых ножниц стрелкой, выполненной в виде направл51к ш1х линеек с приводом, и дополнительным рольгангом, размешен ным параллельно ocijt прокатки, по мень. шей мере одной линейкой для и i карманом для приема в зоне дополнительного рольганга порезанных первыми ножницами раскатов, а также стрелкой для вьгеода тех же раскатов на ось прокатки в зону рольганга за вторыми ножницами.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Jilarac Л | |||
| Я | |||
| Создание, внедреиие и исследование автоматизированных апектроприводов летучих ножниц непрерывных заготовочных и сортовых станов | |||
| Дяс | |||
| на соиск | |||
| учен, степе ш канд | |||
| техн | |||
| наук | |||
| М., Е№{ИИметмаш, 1967, с | |||
| Прибор для промывания газов | 1922 |
|
SU20A1 |
| Печь для сжигания твердых и жидких нечистот | 1920 |
|
SU17A1 |
