(54) СПОСОБ ИЗГОТОВЛЕНИЯ ГИДРАВЛИЧЕСКОГО ФИЛЬТРА
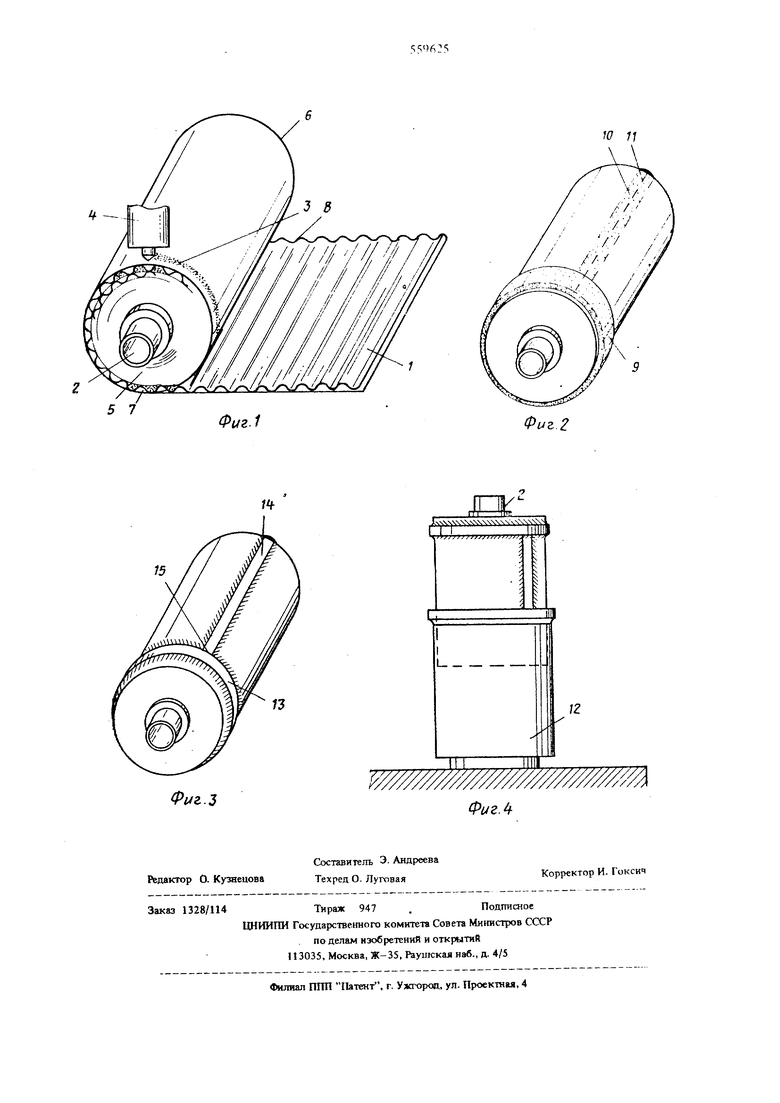
гаемый вдоль наружного конца 11 фильтровальной ленты 1. Наносят клеевые валики 9 и 10 непрерывно.
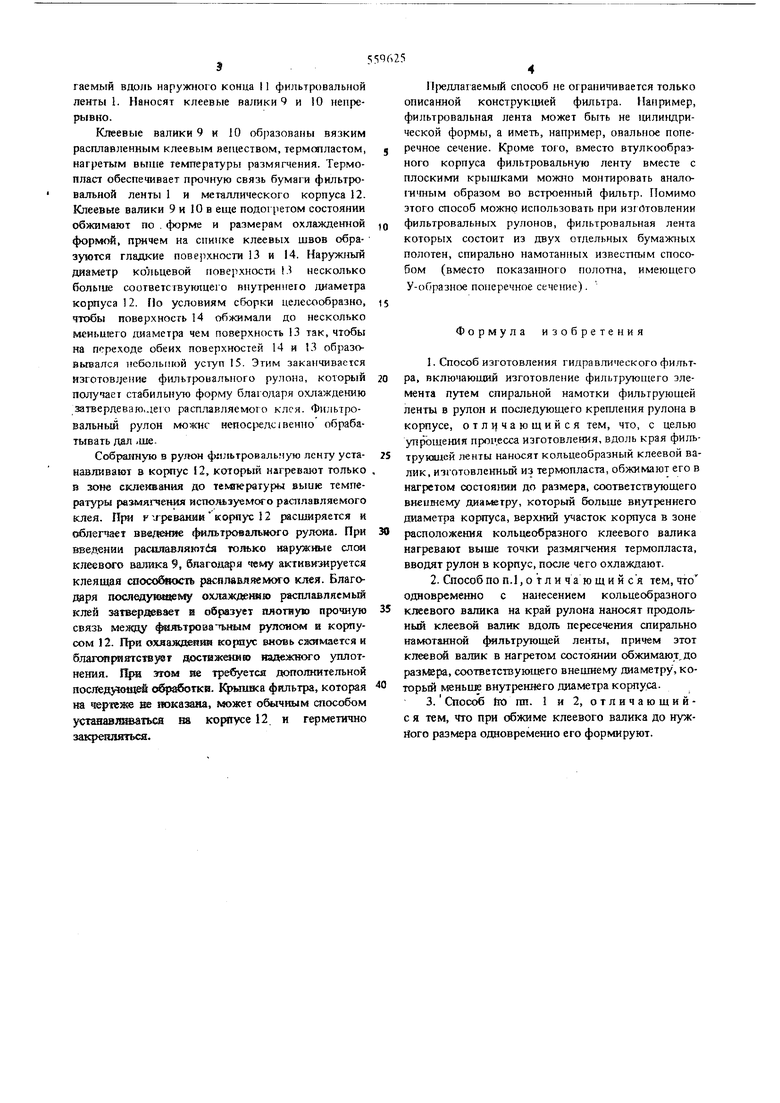
Клеевые валики 9 и 10 образованы вязким расплавленным клеевым веществом, термопластом, HarperbfM выше температуры размягчения. Термопласт обеспечивает прочную связь бумаги фильтровальной ленты 1 и металлического корпуса 12. Клеевые валики 9 и 10 в еще подогретом состоянии обжимают по . форме и размерам охлажденной формой, пржяем на спинке клеевых швов образуются гладкие пове 1хности 13 и 14. Наружный диаметр ко )ьцевой поверхности 13 несколько больше соответствующего внутреннего диаметра корпуса 12. По условиям сборки целесообразно, чтобы поверхность 14 обжимали до несколько меньшего диаметра чем поверхность 13 так, чтобы на переходе обеих поверхностей 14 и 13 образовывался небольшой уступ 15. Этим заканчивается изготов;;ение фильтровального рулона, KOTOfJbifi получает стабильпуто форму благодаря охлаждению затвердеваго.лего расплавляемою клея. Фильтровальный рулон можнс непос} ед ; i венно обрабатывать дал ,ше.
Собранную в рулон фильтровальную ленту устанавливают в корпус 12, который нагревают только в зоне склеивания до телтературы вьшге температуры размягчения используемого расплавляемого клея. При F -треванин корпус 12 {мсширяется и облегчает фильтровального рулона. При введении расолавляютбя только наружшяе следа клеевого валика 9, благодаря чему активизируется клеящая способйость расппавляемого клея. Благодаря последующее охлаждению расплавляемый клей затвердевает и образует плотиую прочную связь между фй.иьтроватьным рулоном в корпусом 12. При охяаждеяю корпус вновь сжимается н благоприятствует достижению надежного утшотнения. При этом ие требуется дополнительной последуниц «йработки. KJJHUBCE фильтра, которая на чертеже №s шэказана, может обычным способом устанавл иться ва корпусе 12 и герметично закрешшться.
11()едлагаемый способ не ограничивается только описанной конструкцией фильтра. Например, фильтровальная лента может бьгть не вдлиндрической формы, а иметь, например, овальное попеJ речное сечение. Кроме того, вместо втулкообразного корпуса фильтровальную ленту вместе с плоскими крышками можно монтировать анало тшым образом во встроенный фильтр. Помимо этого способ можно использовать при изготовлении
Q фильтровальных рулонов, фильтровальная лента которых состоит из двух отдельных бумажных полотен, спирально намотанных извест1п 1м способом (вместо показа1шого полотна, имеющего У-образное поперечное ).
Формула изобретения
1.Способ изготовления гидравлического фильт0 ра, включающий изготовление фильтрующего элемента путем спиральной намотки фильтрующей ленты в рулон и последующего крепления рулона в корпусе, отл1}чающийся тем, что, с целью упрощения npoi.ecca изготовления, вдоль края филь5 трундцей ленты наносят кольцеобразный клеевой валик, изготовленный из термопласта, обжимают его в нагретом состоя1ши до размера, соответствующего внешнему диаблетру, который больше внутреннего диаметра корпуса, верхний участок корпуса в зоне
0 расположения кольцеобразного клеевого валика нагревают выше точки размягчения термопласта, вводят рулон в корпус, посгю чего охлаждают.
2.Способ по п.1,отличающийся тем, что одновременно с нанесением кольцеобразного KJKeBoro валика на край рулона наносят продольный клеевой валик вдоль пересечения спирально намотанной льтругощей ленты, причем этот клеевой валик в нагретом состоянии обжимают, до размера, соответствующего внешнему диаметру, который меньше внутреннего диаметра корпуса.
3. Способ 1юпп. 1 и 2, отличающийс я тем, что при обжиме клеевого валика до нужного размера одновременно его формируют.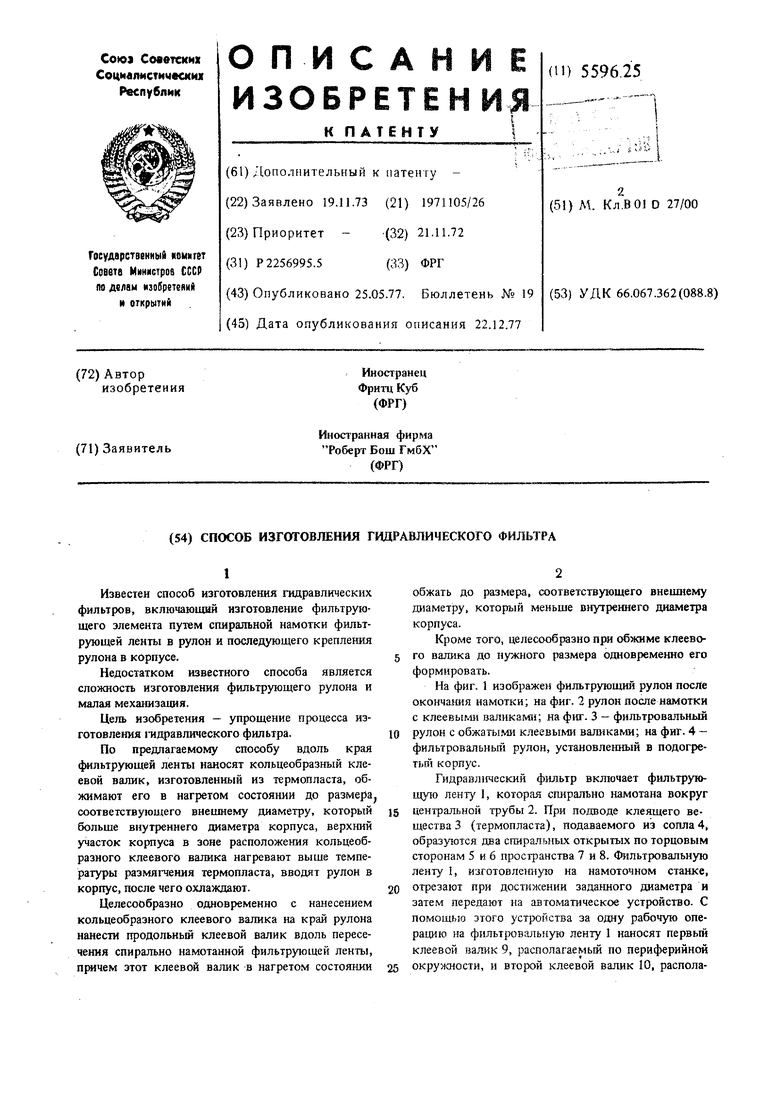
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления семенных лент и устройство для его реализации | 2019 |
|
RU2736985C1 |
| КУРИТЕЛЬНОЕ ИЗДЕЛИЕ И ЕГО ИЗГОТОВЛЕНИЕ | 2012 |
|
RU2571047C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБЫ | 2004 |
|
RU2272953C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ АКТИВАЦИИ КЛЕЯ | 2018 |
|
RU2763435C2 |
| ФИЛЬТРУЮЩЕЕ УСТРОЙСТВО ДЛЯ СИГАРЕТЫ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2002 |
|
RU2264766C2 |
| СПОСОБ АНТИКОРРОЗИОННОЙ ЗАЩИТЫ ТРУБОПРОВОДА | 2007 |
|
RU2340830C1 |
| УЛЬТРАТОНКОЕ ВПИТЫВАЮЩЕЕ ИЗДЕЛИЕ | 2011 |
|
RU2645985C2 |
| УЛЬТРАТОНКОЕ ВПИТЫВАЮЩЕЕ ИЗДЕЛИЕ | 2011 |
|
RU2709316C2 |
| ПОЛЫЙ РУЛОН АБСОРБИРУЮЩЕГО ЛИСТА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2016 |
|
RU2722016C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ МЕТАЛЛОПЛАСТИКОВОЙ ЛЕНТЫ | 2005 |
|
RU2290314C1 |