в основном авторском свидетельстве N° 48920 описан аппарат для точечной электрической сварки с двумя электродами, из которых подвижный электрод связан с поршнем, приводимым в движение от другого поршня путем гидравлического воздействия на первый поршень через третий промежуточный поршень и жидкость.
Предлагаемое изобретение заключается в том, что упомянутое выше гидравлическое устройство применено в машине для шовной сварки для сближения роликов - электродов и передачи давления.
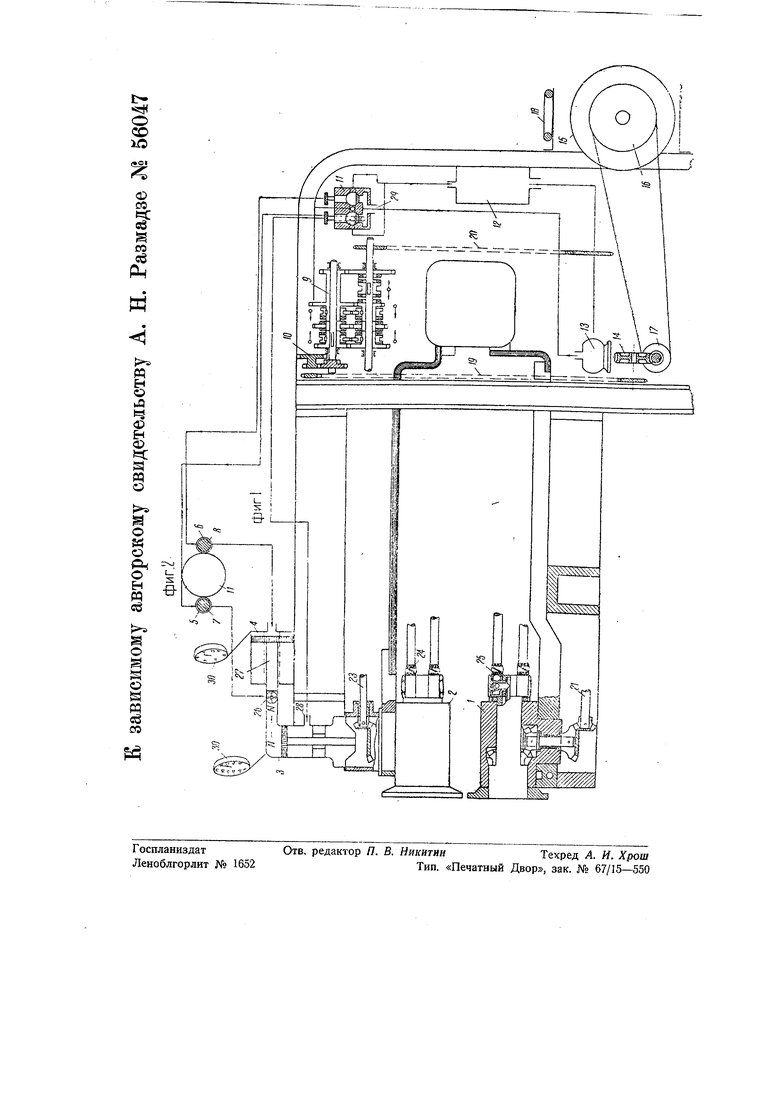
На чертеже фиг. 1 изображает схему предлагаемого устройства, фиг. 2- вид по стрелке N - JV на фиг. 1.
Конструктивно устройство выполнено следуюшим образом. Со шкивом 16 приводного электродвигателя 5 связан шкив }7 червячной передачи 14, червяк которой скреплен с валом масляного насоса 13; вал че|рвячной шестерни через цепную передачу 19 и внешний перебор УО связан с верхним валом коробки скоростей 9. Нижний вал коробки скоростей 9
скреплен одним концом с валом 25, который В|ращает верхний ролик 2, а другим концом через цепную передачу 20 связан с валом 21, который вращает нижний ролик 1. Коробка скоростей сконструирована по типу коробки скоростей Рупперта и позво ляет посредством четцрех пар шестерен получить восемь различных скоростей.
Вся система передачи от электродвигателя через червяк и червячное колесо, дальше через коробку скоростей и конических шестерен подбирается так, чтобы скорость вращения роликов могла быть регулируема в пределах от 0,25 м/мин до 18 м/мин (с учетом двух положений внешнего перебора 10 при сцеплении его с верхним валом коробки скоростей 9).
Так как коробка скоростей дает ступенчатое изменение скорости, то, чтобы получить плавный переход от скорости одной к скорости другой (т. е. любую промежуточную скорость между ними), что очень важно при шовной сварке без прерывателя, служит передача 16, 17, у которой диаметр шкива 17 остается постоянным, а диаметр шкива 16 меняется лосредством перемещения одного из дисков. Для натяжения ремня служит вертикальный винт 18, который перемещает электродвигатель 15 вверх или вниз.
Давление на роликах-электродах / ;и 2 осуществляется посредством цилиндров 3 л 4, куда масло нагнетается масляным насосом 13 через рас-пределитель //. Устройство цилиндров 3 vi 4, распределителя 11 их и регулировка давления на электродах до требуемой величины подробно описаны в авторском свидетельстве № 48920. Для получения постоянства давления на электродах на -продолжительный период ввод масла в верхний цилиндр 3 осуществляется через ряд мелких концентрически расположенных отверстий 26, которые перекрываются после заполнения цилиндра 3 маслом посредством штока 27.,
Подвод тока к электродам-роликам } w. 2 осуществляется токоподводящими муфтами 24 и 25, которые, будучи выполнены новоротными, позволяют производить как продольную, так и поперечную сварку. Для этой же цели ролики могут посредством вертикального валика и конической щестерен-чатой передачи вращаться вокруг вертикальной общей оси. Штуцеры для подвода к роликам воды для охлаждения тоже являются поворотными. Давления в цилиндрах 3 и 4 показывают манометры 30, из коих один со шкалой до 50 атм., л второй до 6-12 атм.
Во время работы сварочной машины масло, поступающее самотеком из -бака 12 в масляный насос 13, нагнетается через распределитель 11, буферный цилиндр 5 и отверстия 26 сначала в нижний цилиндр 3 гидравлического уст|ройства, описанного в авторском свидетельстве Л 48920.
Под давлением масла поршень ци.линдра 3 опускается и увлекает за собой связанный с ним ролик 2, вследствие чего ролики / и 2 сходятся. Вслед . за этим левый золотник распределителя перекроет отверстие, пропускающее масло в цилиндр 5, л масло через правый золотник распределителя и буферный цилиндр 6 начнет поступать в цилиндр 4. Поршень цилиндра 4, перемещаясь при этом, штоком 27 перекроет отверстия 26 и будет давить на масло, находящееся Е цилиндре 3, что, в результате, передается на ролики. Затем включается ток и производится сварка.
После сварки возвращением золотников распределителя //в свое первоначальное положение масло из цилиндров по тем же магистралям через распределитель // возвращается обратно в бак; так как масляный насос работает непрерывно, то масло от насоса через распределитель 1J и левый золотник, имеющий для этой цели особое устройство, начнет поступать через отверстие 28 под поршень цилиндра 3. Поршень под давлением жидкости будет подниматься кверху и ролики / и 2 разойдутся. При обратном действии золотников распределителя Л масло, находящееся под поршнем цилиндра 3, через отверстие 2S по той же магистрали через распределитель П будет возвращаться обратно в бак. В дальнейшем цикл повторяется.
Предлагаемая машина может быть использована также как пневмогидравлическая.
В этом случае цилиндры 5-6 заранее заполняются маслом или иной жидкостью, причем буферные цилиндры, т. е. цилиндры S и 6, служат в этом случае резервуарами, из которых происходит пополнение цилиндров 3 и 4 при увеличении их объемов и, наоборот, в которые масло направляется при уменьшении объемов цилиндров 3 и 4.
Для этой цели шестеренчатый масляный насос отключается от распределителя // и отверстие 29 распределителя и соединяется с сетью сжатого воздуха. Чтобы отделить масляную магистраль от магистрали сжатого воздуха, в каждый из цилиндров 5 и 6 вкладываются поплавки-шайбы 7 и S. В остальном работа машины не отличается от работы машины с -чисто гидравлическим приводом и с шестеренчатым насосом 13, описанной выше.
Возможно также использование
машины как гидравлической с питанием от водопровода, который присоединяется к отверстию 29 распределителя //. Управление золотниками распределителя 11, производимое в данном случае в той же последовательности, как и в предыдущих двух вариантах, позволяет осуществить аналогичную работу устройства.
Однако, при эксплоатации машины на воде следует считаться с тем обстоятельством, что давление в водопроводной сети колеблется в значительных пределах и вообще количество воды в заводских условиях ие всегда может оказаться достаточным. Чтобы устранить это, можпо в водопроводной сети установить гидроаккумулятор. В случае использования машины как гидропневматической, также имеется ряд неудобств, из коих самым главным является неустойчивость давления в сети и его ограииченность (не более 5 атм.). Помимо этого, недостаток сжатого воздуха час-то ведет на заводах к ограничению его потребления, а в случае аварии компрессорной установки весь сварочный цех окажется в длительном простое.
Возможен еще один вариант эксплоатацин машины, как пневмогид|равлической, путем соединения цилиндров 5 и 6 между собой последовательно и затем через отверстия 26 с цилиндром 3. Все три цилиндра заполняются жидкостью, а в цилиндр 4 и под поршень цилиндра 3 через распределитель 11 подается сжатый воздух.
Автор указывает, что наиболее целесообразным является эксплоатация машины, как чисто гид|равлической на масле с шестеренчатым насосом. В этом случае машина будет представлять собой самостоятельный и независимый агрегат. Преимуществом этого варианта является также и то, что вследствие замкнутой циркуляции масла от бака к цилиндрам и от цилиндров к баку практически расход масла места не имеет.
Предмет изобретения.
1.Машина для шовной сварки, отличающаяся тем, что для сближения роликов и передачи давления применено гид равлическое устройство аппарата по авторскому свидетельству №48920.
2.В машине по п. 1 применение коробки скоростей и диференциала для подбора давления и скорости вращения роликов, с целью производства сварки без специального прерывателя тока путем использования для этого перехода тока через нуль.
3.В машине по п. 1 применение для подачи жидкости либо отдельного шестеренчатого насоса, либо сжатого воздуха, либо водопроводной сети.

| название | год | авторы | номер документа |
|---|---|---|---|
| Аппарат для точечной электросварки | 1935 |
|
SU48920A1 |
| КОРОБКА ПЕРЕДАЧ С ВОЛНОВЫМ ВНЕШНИМ ЗУБЧАТЫМ ЗАЦЕПЛЕНИЕМ С УПРАВЛЕНИЕМ ОТ ГИДРОПРИВОДА | 2004 |
|
RU2271283C1 |
| Гидравлический привод для зажатия изделий, сваливаемых на контактной машине | 1937 |
|
SU53149A1 |
| Устройство для автоматического удаления воды из цилиндров паровой машины | 1958 |
|
SU118512A1 |
| АВТОМАТИЧЕСКАЯ КОРОБКА ПЕРЕДАЧ ФМВ | 1993 |
|
RU2061600C1 |
| МАШИНА | 2009 |
|
RU2401762C1 |
| Автоматическая машина для термической обработки инструмента и других изделий | 1930 |
|
SU30156A1 |
| КОЛЕСНО-ГУСЕНИЧНОЕ ТРАНСПОРТНОЕ СРЕДСТВО | 2009 |
|
RU2407668C2 |
| Машина для нанесения шлифовального узора на стеклянные изделия | 1956 |
|
SU108167A1 |
| Коробка скоростей | 2016 |
|
RU2610235C1 |