Известные машины для нанесения шлифовального узора на стеклянные изделия, включаюшие в себя монтированные на станине масляную ванну с масляными насосами, стол, приводимый в движение от гидравлического привода, и вакуум-насос, не обеспечивают получения узоров переменной глубнны и различной конфигурации.
В описываемой машине этот недостаток устранен.
Для этого машина снабжена вертикальным гидравлическим цилиндром, на штоке которого закреплен отжимающий ролик, взаимодействующий со сменной направляющей, монтированной на шпинделе, а валики шлифовальных головок взаимодействуют со штоками горизонтального гидравлического цилиндра посредством закрепленных на них шестерен, сцепленных с общей рейкой.
С целью периодического поворота изделий для повторения узора, в машине применен самостоятельный гидравлический цилиндр, шток которого кинематически связан с поворотным
валом шпинделей посредством реечного механизма.
Плавное управление движением Н1пинделе1 1 с изделиями к шлифовальным головкам машины осуществлено при помощи кулисно-копирова.гшного механизма, управляющею пocpeдcтвo пневматического реле и гидравлического золотникового устройства гидравлическими цилиндрами исполнительных механизмов.
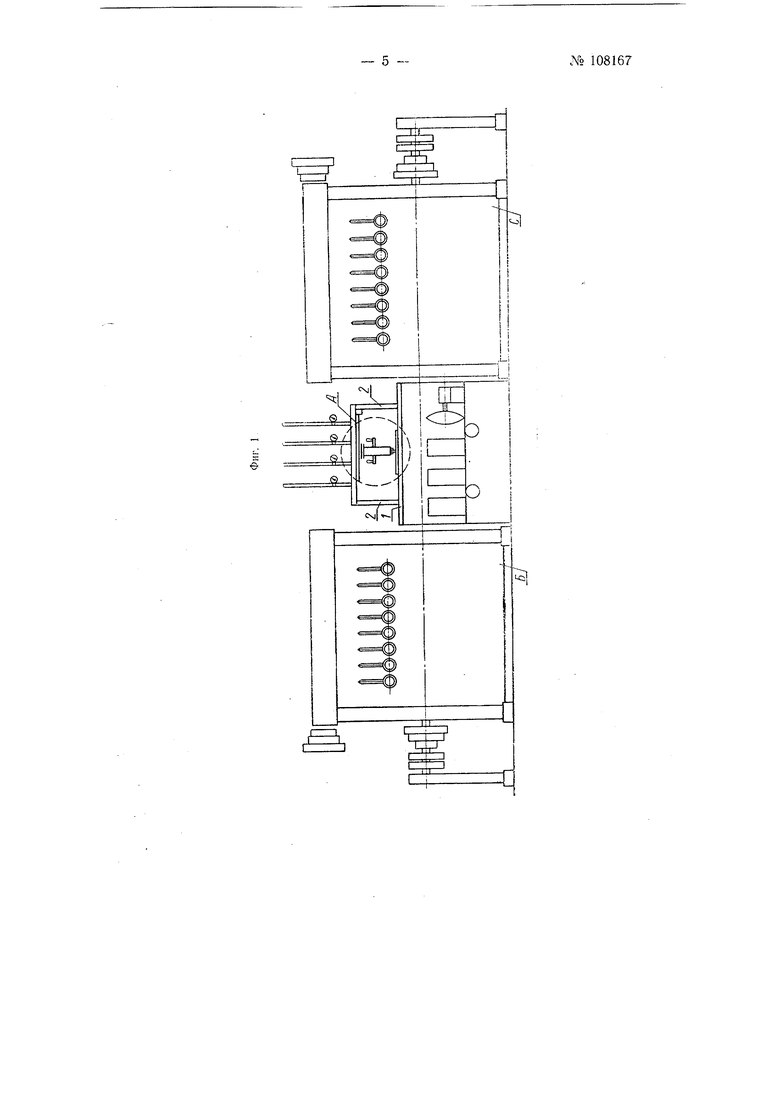
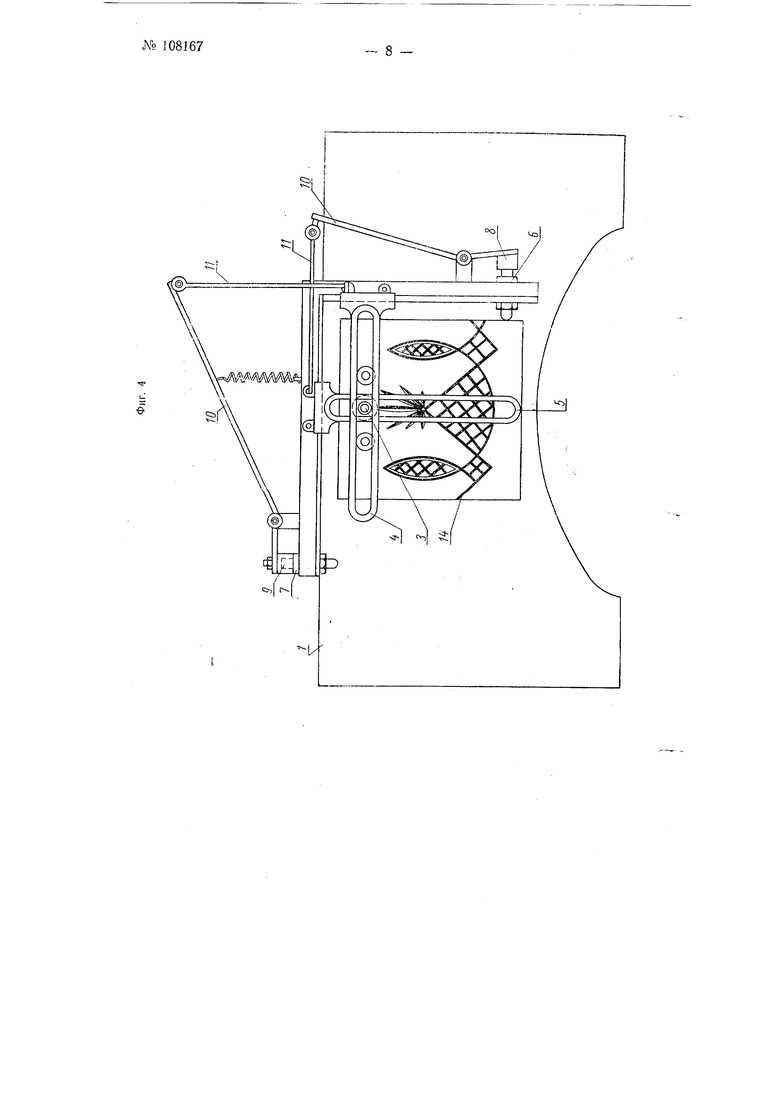
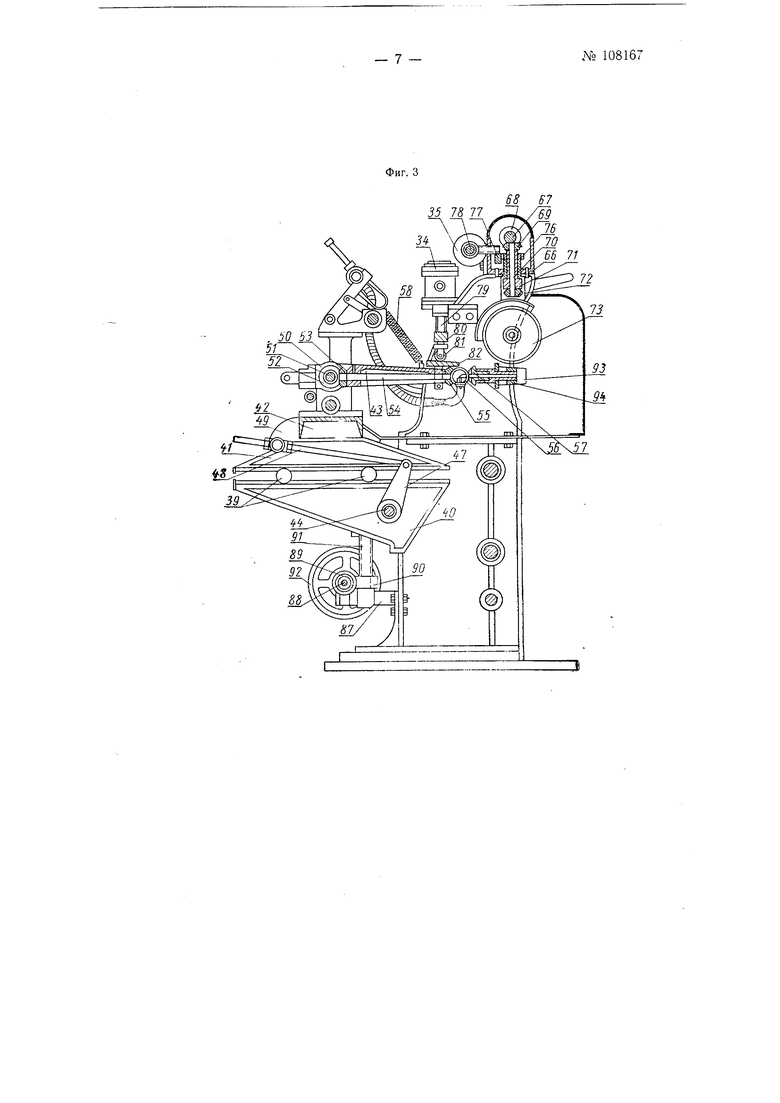
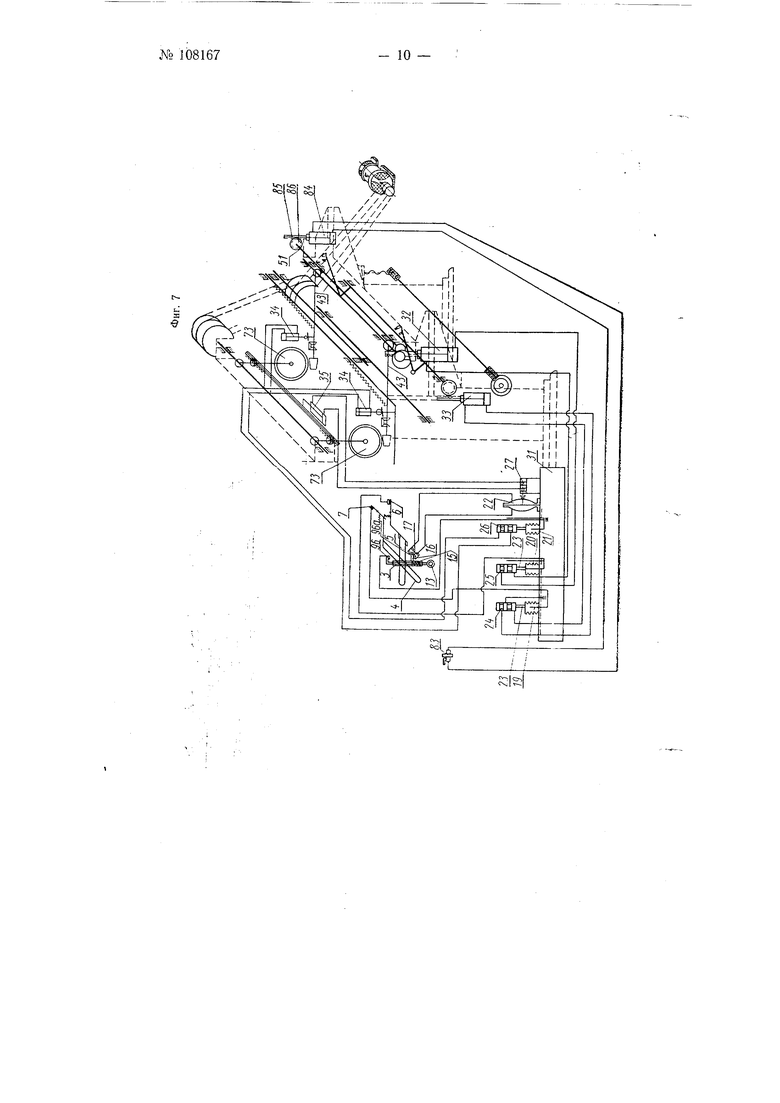
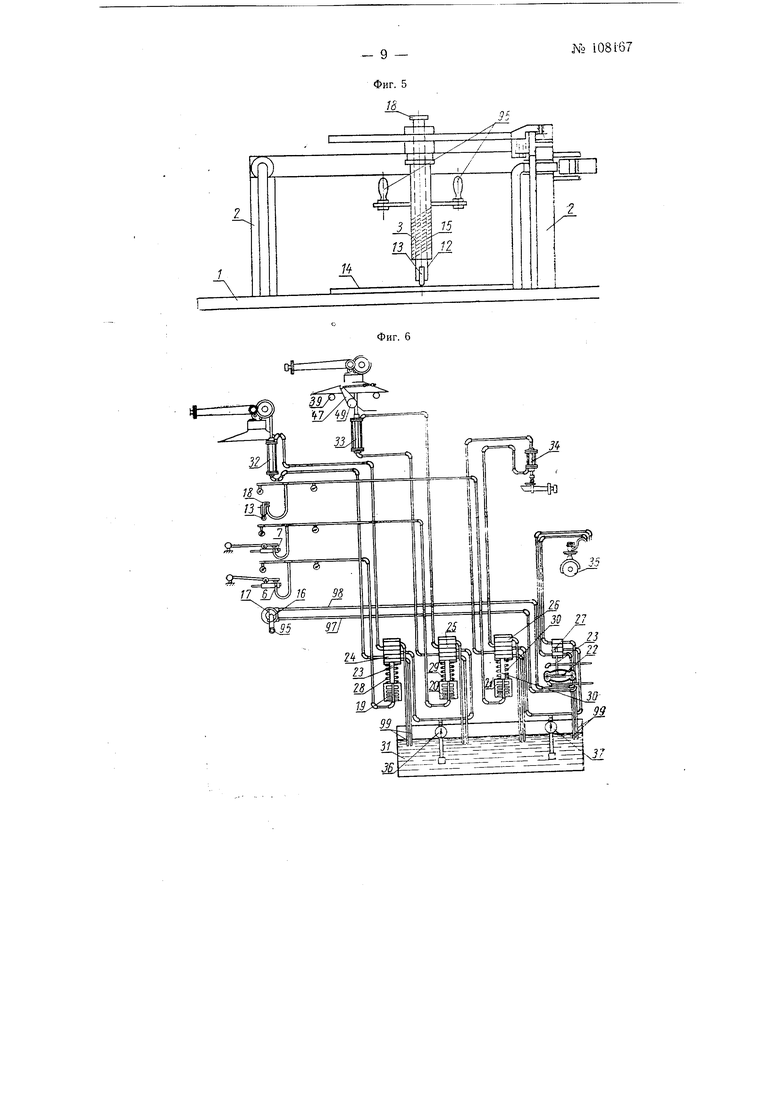
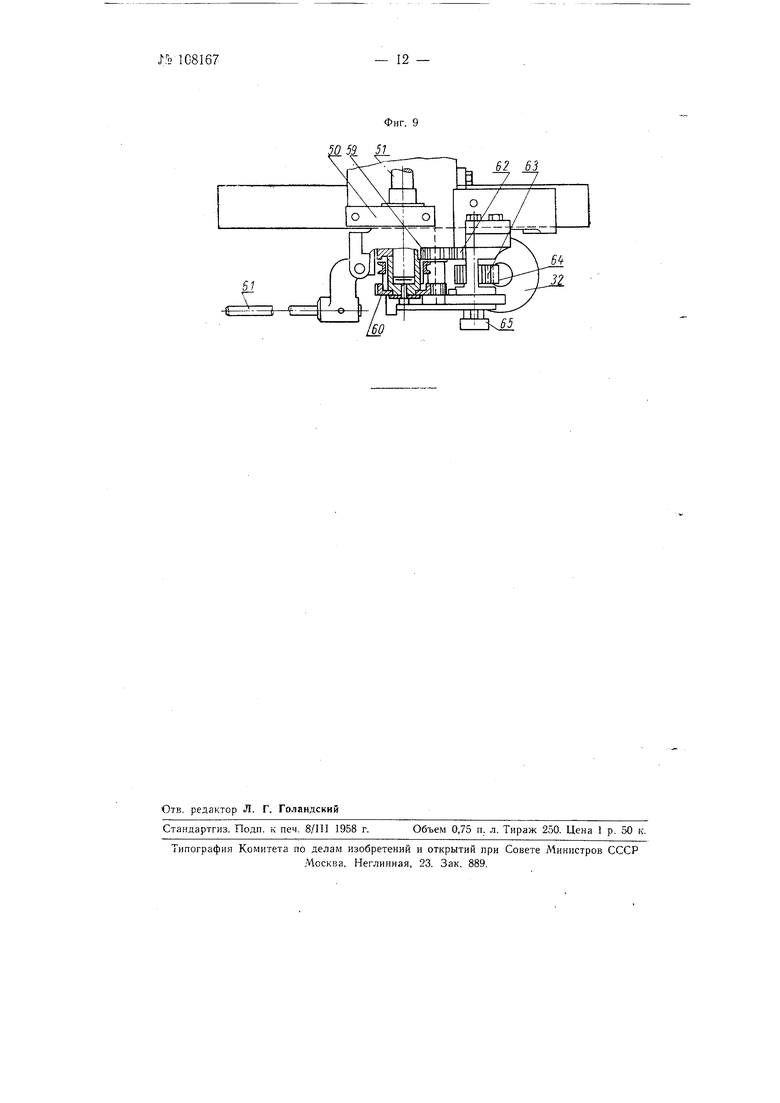
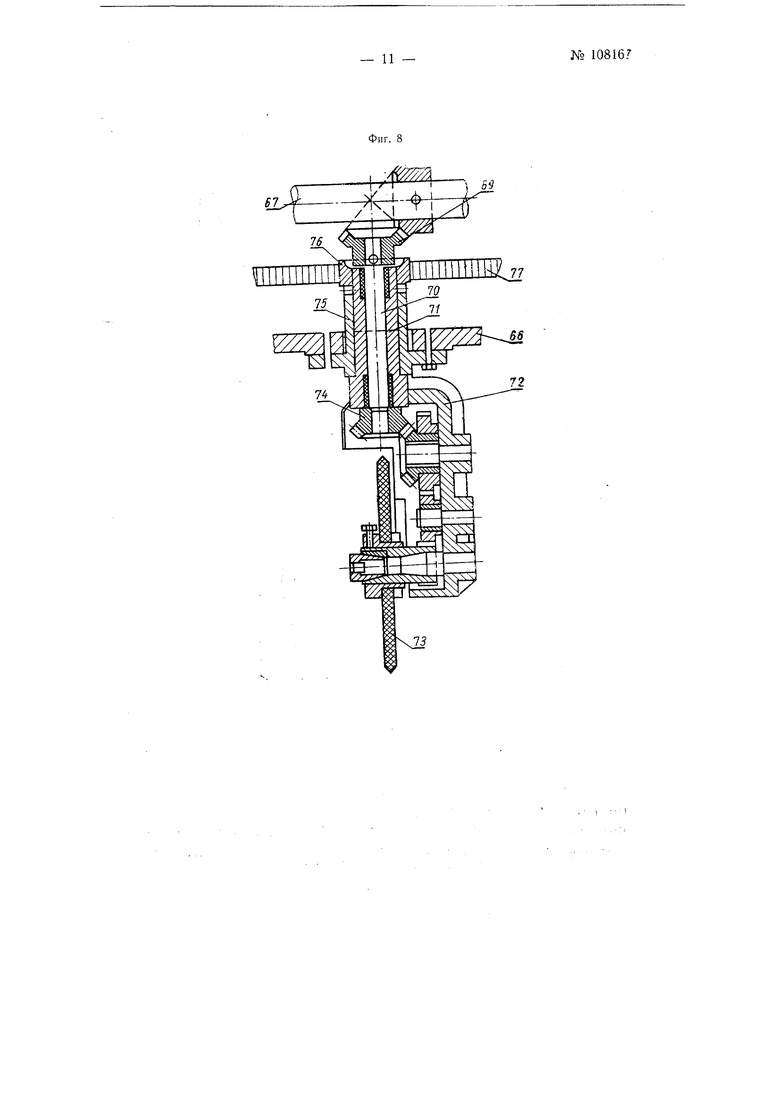
На фиг. 1 изображен общий вид машины; на фиг. 2 - вид сбоку; на фиг. 3 - вид машины с другой стороны с частичным разрезом но шпинделям; на фиг. 4 - схема кулиснокопировального механизма; на фиг. 5 - вид спереди кулисно-копировального механизма; на фиг. 6-пневмогидравлическая схема машины; на фиг. 7 - кинематическая схема машины; на фиг. 8 - шлифовальная головка в разрезе; на фиг. 9 - схема механизма поворота изделий.
Кулисно-копировальный механизм А расположен центрально относительно исполнительных механизмов Б и С, одинаковых по своей конструкции.
ca 37 поступает в низ гидравлического цилиндра 34 и его поршень подгпмает планку с роликами 81.
Пружины 58 прижимают с бо.тьшой силой шпиидель 43 с изделиел к шлифовальному кругу 75, который прорезает в изделии линию заданиой глубины.
При непрерывном перемешении ролика 13 по трафарету 14 рисунка секторная заслонка 16, поворачиваясь вслед за этим роликом, прикрывает сопло 17 и открывает сопло 96а, что повышает давление в воздушной магистрали 97 и понижает его в воздушной магистрали 98. Подвижная мембрана 22 прогибается вверх, в результате чего шток 23 перемещает вверх скалку золотника 27.
Масло из насоса 37 через золотник поступает вниз гидравлического цилиндра 35, который через рейку 77 поворачивает шестерню 76 и шлифовальный круг 73 на требуемый угол.
Из гидравлических цилиндров масло возврашается через золотники и сливные трубы 99 в масляную ванну 31.
Таким образом, рисунок трафарета 14 выполняется на стеклянном изделии с переменной глубиной и различной коифигурацией.
Предмет изобретения
1. Машина для нанесения шлифовального узора на стеклянные изделия, включающая в себя монтированные на стаиине масляную ванну с масляными насосами, стол, приводимый в движение от гидравлического цилиндра, и вакуум-насос, отлич а ю щ а я с я тем, что, с целью нанесения узора переменной глубины и различной конфигурации, она снабжена вертикальным гидравлическим цилиндром, на штоке которого закреплен отжимающий ролик, взаимодействуюи1ий со сменной направляющей, монтированной на шпинделе, а для изменения направления угла шлифовки валики шлифовальных головок посредством закреплениых на них шестерен, сцепленныхс общей рейкой, взаимодействуют со штоком горизонтального гидравлического цилиидра.
2.Форма выполнения машины по п. 1, отличающаяся тем, что, с целью перибдического поворота изделий для повторения узора, в ней применен самостоятельный гидроцилиндр, шток которого посредством реечного механизма кинематически связан с поворотным валом шпинделей.
3.Форма выполнения машины по п. 1, отличающаяся тем, что, с целью плавного управления движениями шпинделей с изделиями к шлифовальным головкам, в пей применен кулисно-копировальный механизм, управляющий посредством пневматического реле и гидравлического золотникового устройства гидравлическими цилиндрами исполнительных механизмов.
На валики 70 надеты толстостенные трубы 7/, на нижних концах которых установлены кронштейны 72, шлифовальных кругов 73. Передача вращения на эти круги от валиков 70 осундествлена через шестерню 74 и нромежуточиые шестерни.
Толстостенные трубы 7/ подвижно зажимаются во втулке 75, имеющей прокладку в месте их крепления в коробке 66.
На верхних концах труб 7У неподвижно насажены шестерни 76 механизма поворота шлифовальных головок.
Шестерня 76 сцеплена с длинной зубчатой рейкой 77, связанной со штоком 78 гидравлического цилиндра 35.
Изменение глубины шлифовки производится от двух одинаковых гидравлических цилиндров 34, укрепленных на стойках 38. На концах штоков 79 этих цилиндров прикреплена планка 80, на которой имеются ролики 81 (по количеству шпинделей) .
Каждый из роликов 81 в зависимости от глубины шлифовки взаимодействует со сменной направляю цей 82, монтированной на шпинделе 43.
Механизм периодического поворота изделий выполнен следующим образом.
Рукоятка 61 в процессе работы выводит из зацепления шестерню 60 с шестерней 62 и вводит в зацепление шестерню 55 с шестерней 62.
Перекрытием трехходового крана 83 масло направляют в гидравлический цилиндр 84, который через рейку 85 новорачивает вал 51 посредством шестерни 86.
Для перехода со шлифовки изделий одного диаметра на изделия меньшего или большего диаметра в машине имеется механизм следующего устройства.
На кронштейнах 87 в подшипниках монтирован горизонтальный вал 88, на котором закреплены два червяка 89, соединенные с двумя червячными колесами 90, имеющими винт 91, опирающийся на кронштейн 40.
На конце вала 88 насажен маховик
92, при повороте которого оба червяка 89 приводят во вращение колеса 90, а винты 91 поднимают или опускают кронштейны 40 стола 42.
После установки изделия 93 на резиновые центрирующие шайбы 94 включают в работу шлифовальные головки.
Посредством рукояток 95 ролик кулисно-копировального механизма передвигают по трафарету рисунка 14, при этом шпиндель 3 в зависимости от „тиний рисунка перемещает кулисы 4 и 5.
При передвижении кулисы 4 вперед, а кулисы 5 направо, кулиса 4 через тягу 11 поворачивает коромысло 10, причем открывается калиброванное отверстие втулки 7. При движении же кулисы 5 вправо отверстие втулки 6 закрывается.
В результате такого перекрытия отверстий втулок б и 7 давление сильфона 20 уменьшается, его стенка, опускаясь, передвигает скалку золотника 25, и масло через золотник 25 поступает в нижнюю часть гидравлического цилиндра 33. Порщень цилиндра ноднимается и рейка 46 поворачивает шестерню 63, которая через щестерню 45 поворачивает вал 44 с сидящими на нем вилками 47. Вилки 47 через тяги 48 передвигают стол 42 со шпинделями и изделиями вперед под шлифовальный круг.
При большем закрытии отверстия втулки 6 давление в сильфоне 19 увеличивается, верхняя его крышка поднимается и передвигает скалку золотника 24 вверх. Масло через золотник 24 поступает в верхнюю часть гидравлического, цилиндра 35, ири этом рейка 64 поворачивает шестерню 63. Шестерня 60 поворачивает вал 51, который через коническую шестеренчатую передачу поворачивает изделие на определенный угол.
При увеличении глубины трафарета рисунка шток 12 при помощи укреиленной на верхнем его конце крышки 96 прикрывает калиброванное отверстие сопла, 4Tj повышает давление в воздушной магистрали, давление в сильфоне 21 повышается и его верхняя крышка поднимает скалку золотника 26. Масло от насо

| название | год | авторы | номер документа |
|---|---|---|---|
| Автооператор для установки в патрон круглошлифовального станка внутренних колец конических роликоподшипников | 1951 |
|
SU96001A1 |
| Установка для зачистки проката | 1985 |
|
SU1424989A1 |
| Гидравлическое следящее устройство к токарно-копировальным станкам для обработки некруглых поверхностей по объемным копирам | 1953 |
|
SU99594A1 |
| Форма для изготовления прессованием стеклоизделий с узорчатым краем | 1956 |
|
SU107109A1 |
| Станок для заточки фасонных фрез | 1977 |
|
SU712015A3 |
| Устройство для нанесения узора на деталь низа обуви | 1977 |
|
SU725649A1 |
| Привод подачи сверлильного станка | 1979 |
|
SU917958A1 |
| ГИДРОГАЗОДИНАМИЧЕСКИЙ ДВИГАТЕЛЬ | 1999 |
|
RU2167308C1 |
| Станок для обработки концов труб | 1986 |
|
SU1404202A1 |
| Машина для установки механических защит на песках | 1952 |
|
SU100228A1 |
1 А.
gd
. CM|
-W
68 S7
73
Фиг. 5 18
I/
r
-2
15 12
Отв. редактор Л. Г. Голандский
Стандартгиз. Подп. к печ. 8/1II 1958 г. Типография Комитета по делам изобретений и открытий при Москва, Неглинная, 23. Зак. 889.
Ж1Г
Объем 0,75 п. л. Тираж 250. Цена 1 р. 50 к. Совете Министров СССР
