Предлагается автоматическая закалочная машина для закалки сверл, метчиков, плашек, фрез, напильников и других .изделий как из инструментальной - углеродистой вольфрамистой и других сортов специальной стали, так и цементованных изделий. Двтоматическая. машина, осуществляющая операции закалки стальных изделий по.принципу термической обработки изделий с перемещением по окружностибеспрерывным потоком, состоит из карусели с периодическим вращательным движением и шпинделей для захвата предметов, подлежащих закалке, в каковой машине посредством механизма гидравлического действия шпиндели получают вертикальное и горизонтальное перемещение вместе с каруселью. В видоизмененной конструкции механизм гидравлического действия заменен механическим дей-, ствием, при котором шпиндели полу-, чают вертикальное движение посредcfTBOM рычагов, горизонтальное же их движение производится вместе с движением карусели.
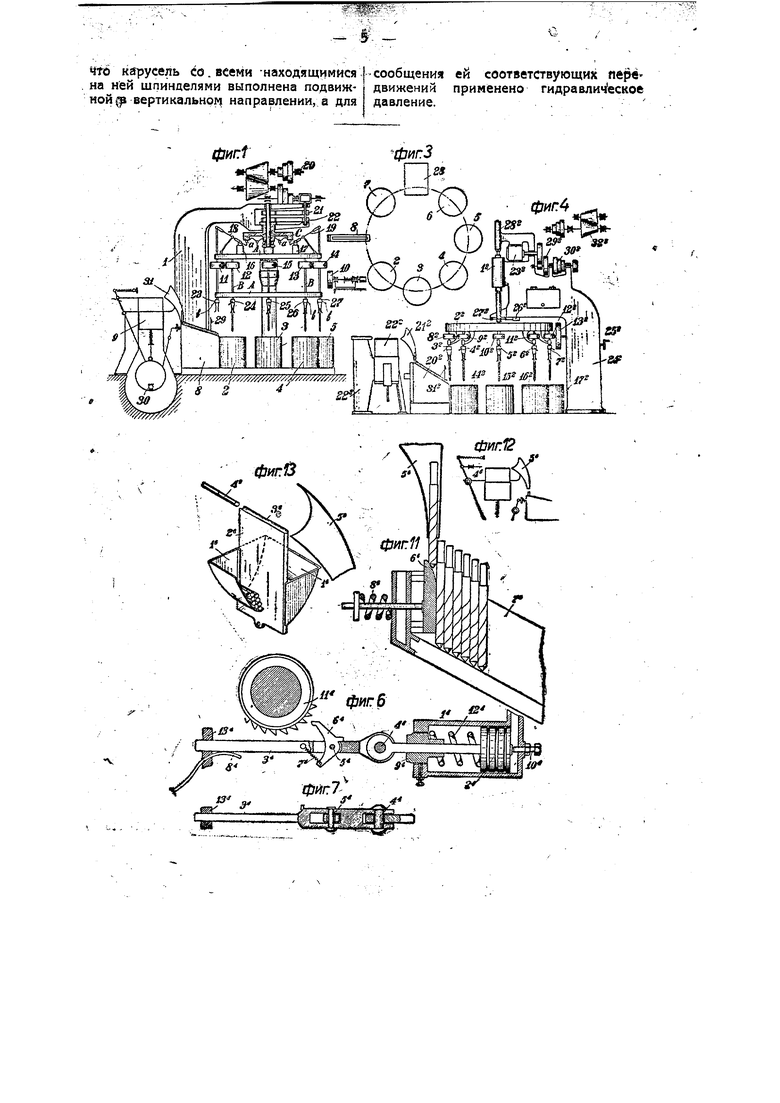
Фиг. 1 схематического чертежа изображает вид сбоку автоматической машины для термической обработки инструмента и других изделий; фиг. 2 - кинематическую связь в той же мащине,
(104)...:-.-.. . . .
фиг. 2 --сцепление колес и секторов для передачи движения кулачковому диску; фиг. 3-условную схему расположениянагревательных тиглей, охлаждающих ванн, наклонной плоскости и печи; фиг. 4-вид сбоку гидравлической закалочной машины; фиг. 5 - схему распределения масла в гидравлической закалочной машине; фиг. 6-механизм поворота карусели в гидравлической маЩине, в продольном частичном разрезе; фиг. 7 - вид в плане сочленения шпинтона со штоком поршня; фиг. 8 -видоизменение распределителя для масла в автоматической машине гидравлического действия для закалки изделий в вертикальном разрезе; фиг. 9 - разрез его по линии БГ на фиг. 8; фиг. 10 - разрез его по линии АБ на фиг. 8; фиг. 11- схему подачи изделий в печь закалочной машины; фиг. 12 - кинематическую связь подачи изделий в печь; фиг. 13 - подачу изделий - посредством языка подъемника из коробки в воронку.
Механическая для термической обработки инструмента машина состоит и станины 7, тиглей 2, 3, 4, 5, 6, 7, печи для предварительного подогрева, питающегб устройства 9 и фрикционного колеса 10, приводящего во вращение фрикционные шкивы 11, 72, 13, 14, 15,
подходящие по мере вращения карусели Д к колесу Ю. На шпиндели В посредством двуплечих рычагов 18 и 19 действует кулачковый диск С, который, скользя своими восемью выступами при вращении по роликам а, установленным на одном плече рычагов 18 vi 19, передает движение шпинделям ДРегулиро; рание подъема восьми шпинделей В совершается путем радиального перемещения бабок /5 и /7 и изменением плеч рычагов 18 и 19. На фиг. 1 для большей наглядности рычаги и бабки показаны только у двух из восьми,шпинделей В, в то время, как все шпиндели снабжены как бабками, так и рычагами. Ci opocTb процесса изменяется путем изменения скорости враш,ения оси 20 с насаженными на ней секторами 2/ и 22, а также сменой колес и секторов (фиг. 1). Захват из печи производится автоматически действием патронов-зажимов 25, 24, 25, 26, 27. Сброс на наклонную плоскость 2i; производится также автоматически. При опускании шпинделей с патронами, курки в, имеюшйеся на патронах, касаются пружинного упора 2Я и патрон приходит в положение готовности захватить изделие (сверло). При подъеме курок в отжимается в обратную сторону и патрон зажимает сверло, которое отпустит только при опускании над наклонной плоскостью 28, после отжима курка таким же пружинным упором, что и упор 29 (фиг. 1).
За время одного периода (подъем, поворачивание карусели, опускание, стоянка) вал 30 совершает один оборот и соответственно с этим подает из приемника в печь предварительного нагрев-а односверло через воронку 31 (фиг. 1). Печь 8 на фиг. 1 для наглядности условно вынесена в плоскость чертежа.
Кинематическая связь в механической закалочной машине осуществлена следующим образом. Машина имеет вращающуюся карусель / с расположенными восемью шпинделями, из которых на схеме показано только 2 5S .5-, б; на шпиндели посредством двуплечих рычагов действует кулачковый диск 10 с восемью выступами. Карусель / и кулачковый диск 10 связаны посредством зубчатых колес 7 и 5 и секторов // и /2 которые имеют строго
определенное взаимное расположенйгё (фиг. 2). Вал 13 связан посредством зубчатых колес 4 н 9 i валом 14 и валом последний имеет кулачковые эксцентрики /6 17 и /5 для приведения в движе1 1ие механизма подачи, состояшего из подъемника /9 толкателя 20 и замка 21 (фиг. 2 и 12). При вращении от постороннего источника энергии вала 14 вращением сектора 11 приводится сначала в движение кулачковый диск 10, выступы которого, скользя по роликам рычагов, передают движение шпинделям 2f, 5, 5, 6 (фиг. 2). При действий на ролики кулачковрго диска 10 производится подъем шпинделей при повороте диска 10 на угол 22, 5° Подъем заканчивается и в этот момент вступает в зацепление сектор /2 который поворачивает карусель / Так как диск и кэрусель вращаются одновременно посредством з/бчатых колес 7 и 5 и секторов 7/ и /2 попарно одинаковых по своим размерам,, то относительного перемещения диска и карусели происходить не будет, шпиндели же будут находиться относительно карусели в покое (в верхнем положении) и будут вместе с карусепью перемещаться горизонтально по окружности нЬ угол 45. После этого сектор выходит из зацепления с зубчатым колесом 7S а сектор 11 еще находится в зацеплении и поворачивает диск 10 еще на угол 22,5°, после чего также выходит иЗ ззцепЛения; при этом повороте произвбдится опускание шпинделей вниз. При таком устройстве достигается быстрый подъем и опускание шпинделей и затем длительный покой последних в нижнем положении. От того же вала J4 производится вращение и вала /5S эксцентриковые кулачки которого последовательно производят подъем из приемника сверл, толканием в соогветствуюшую воронку, и пропуск в печь предварительного нагрева 22 (фиг. 2). Кулачки установлены взаимно таким образом, что вся операция производится в строгой последовательности.
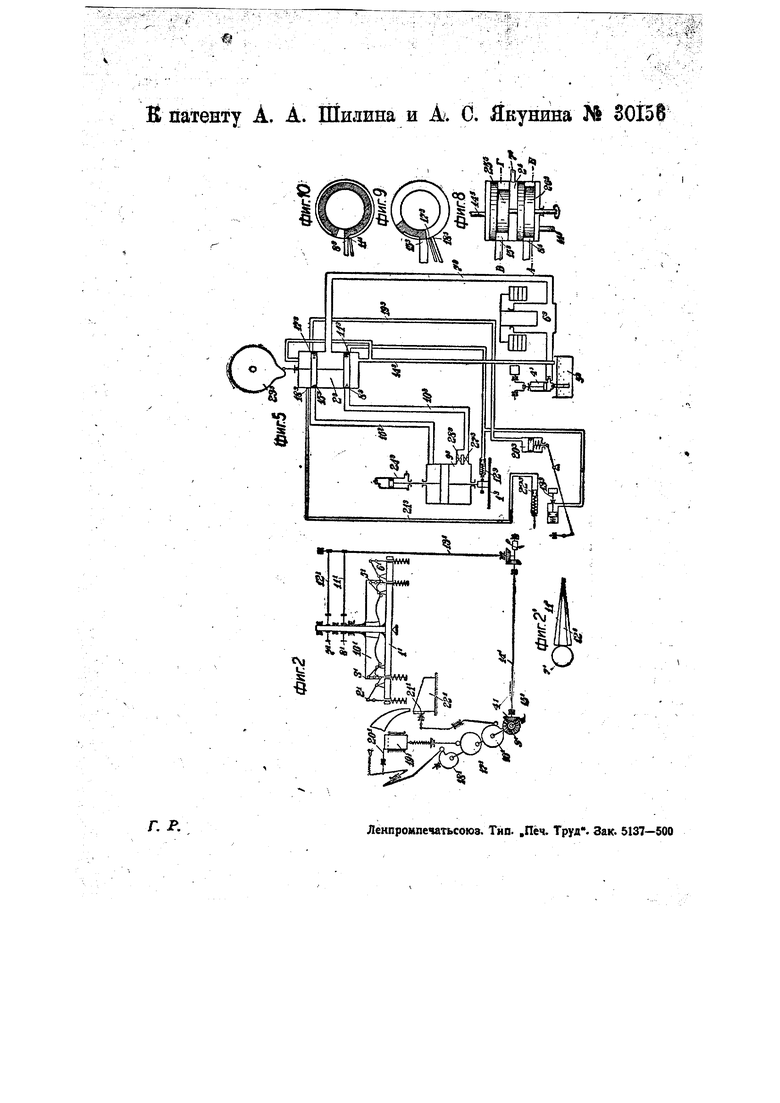
На фиг. 4 представлена гидравлическая закалочная машина, в которой /- поршень, управляющий движением вверх и вниз карусели 2 с прикрепленными
Шпинделями t natpbHaMH держателя- ми 3 4, 5 6 7. На шпинделях,сидят фрикционные шкивы 8, 9, Ю, // и /2 При подходе к фрикционному диску 13 каждый шпиндель получает в своем нижнем положении вращательное движение. Цифрами 14 75 16, 17, 18 показаны нагревательные тигли и охлаждающие ванны; 20 -печь для предварительного нагрева; 2/- наклонная плоскость для скатывания обработЕячных изделий (сверл); 22 - механизм подачи; 25 -распределительный масляный золотник (по второму варианту, фиг. 10). Внутри станины-2 находятся резервуар дпя масла, аккумулятор и насос. Ручка 25 служит для регулировки подъема фрикционного колеса 13 для изменения скорости вращения изделия в момент охлаждения. Поршень 25 и рычаг 27 служат для поворачиван «я в определенный момент каруелИ 2. Цифрами 23 показан воздушный катаракт; 2Р -зубчатая п.ередача для вращения распределителя и насоса; 30 - ступенчатый шкив для изменения скорости вращения распределителя и 52 - пара фрикционных кО::, нических барабанов для той же цели. Патроны держатели 5 4 5 6 7 снабжены курками; при опускании карусели, а следовательно и патронов над печью предварительного нагрева 20, пружинным упором 5/ курок патрона отжимается и патрон приводится в положение готовности к захвату изделий; при подъеме карусели, а следовательно и патронов, курок отжимается в обратную сторону и держатель захЬатывает изделие. Далее следует поворот карусели на угол 45° и следующее опускание в тигель /# высокой температуры. Далее циклы повторяются и при подходе предмета к наклонной плоскости 2/ путем имеющегося отжима, подобно отжиму 5/, патрон освобождает изделие и последнее по наклонной плоскости 2/ покидает машину. На фиг 4 печь предварительного нагрева 2 вынесена условно в плоскость чертежа.
Управление движением карусели 7 в гидравлической закалочной машине совершается путем распределения масла под давлением масляным распределителем 2 (фиг. 5). Qr источника энергии
вращается ось, приводящая в движений масляный насос 4. Насос забир аст масло из резервуара 5 и подает в аккумулятор 6, откуда по трубке-7 масло под давлением попадает в распределитель 2 (в первом варианте он выпол нен в виде круглого поступательно движущегося золотника), движение которому передается от привода через эксцентрик 25. При движении золотника вниз открывается сначала окно 5 и в нижнюю полость цилиндра 9 подается масло под давлением по трубке JO (фиг. 5). По мере дальнейшего опускания золотника открывается окно // и масло под давлением проходит в цилиндрик /2 для перемещения карусели и вместе с ней и штока поршня на определенный угол 45°. Одновременно масло попадает и в поршенек /5, управляющий замком печи предварительного нагрева. После этого золотник 2 начинает подниматься и сообщает окна // и 8 с. спускной трубкой /, идущей обратно в резервуар J, а окно /5 отч крывается для пропуска масла под давлением в трубку /5 и верхнюю полость цилиндра 5. При этом производится опускание карусели /®. По мере подъема золотника открываются окна /7 и затем /5, и по трубкам J9 масло идет в цилиндр 20, управляющий подачей в печь предварительного нагрева. По трубке 2/ масло проходит в толкатель 22®.
Управляющий движением золотника эксцентрик 2J выполнен с тем расчетом, чтобы подъем, поворачивание и опускание совершались достаточно быcтpo а остановка золотника в верхнем положении, что соответствует остановке карусели в нижнем положении, совершалась достаточно длительное время. Деталь 24 представляет собой воздушный катаракт для плавности подхода поршня к крайним положениям. Регулировка по времени отдельных деталей процесса может быть выполнена путем изменения скорости врашенкя эксцентрика 23 или замены его эксцентриком с измененным профилем. Высота подъема регулируется изменением мертвого пространства в цилиндре 9. Закрыванием крана 27 и открыванием крана 28 достигается меньший ход поршня, что
lootBetCTflyeT меньшему хбду иапинделя. Обратным движением поршеньков /2, 13, 20 тл 22 управляют спиральные пружины (фиг. 5).
Механизм поворота карусели в гидравлической машине состоит из цилиндра /, поршня 2 и шпинтона 5, соединенного со штоком поршня посредством шарнира 4 (фиг. б и 7). На шпинтоне 5 укреплена на валике 5 собачка 6 при помощи отжимной пружины 7. Пружина 8 служит для отжима шпинтона. При пускании масла в правую сторону цилиндра поршень 2 передвинется на расстояние, какое позволит установительный упор 9 и установительный винт W. Собачка 5, зацепляя за зуб зубчатого цилиндра //, повернет карусель на строго определенный угол. Для горизонтального перемещения шпинтона 5 служат направляющие /J. Обратный ход, совершающийся под влиянием пружины /2 отожмет собачку влево,- при чем зацепления и поворота зубчатки // не произойдет.
На фиг. 8, 9, 10показан видоизмененный распределитель масла к машине ги;1равлического действия, имеющий не поступательное, а вращательное движение. Масло по трубе 7® попадает в междудисковое пространство распределителя по мере поворачивания Д1 сков 25 и 26 открываются окна 5° и // затем они закрываются и сообщаются со сточной трубкой М, и открываются окна /5 /7 и /5- идущие к тем же цилиндрам, что и на фиг. $ (схема распределения масла в гидравлической закалочной машине).
Подача в печь изделий производится следующим образом. Рабочий, обслуживающий машину, заполняет коробку/ запасом деталей (сверл). В коробке / может поступательно двигаться поршенекязык 2 При опускании вниз на вогнутую часть языка 5 попадает одно сверло, которое поднимается на язычке-подъемнике; при подъеме последнего привод к языку-подъемнику может быть гидравлическим или от кулачного эксцентрика (фиг. 13). В момент верхнего положения языка-подъемника последний останавливается на некоторый промежуток вре мени.
. От эксцентрика или йоршейьйа Ы лучает движение толкатель 4, который сталкивает изделие в отверстие воронки 5. Проходя по воронке, изделие(сверло) принимает вертикальное положение, опираясь одним концом в проточку замка 6 (фиг, П, 12, 13). В известный момент замок 5 под влиянием или давления масла или кулачка эксцентрика, отжимается влево, и сверло проскальзывает в печь предварительHOtO нагрева 7 При прекращении действия масла или кулачка, под влиянием пружины 8, сверло плотно прижимается к ряду других сверл. В момент забирания из печи 7 в нижнем ее. конце натроном-держателем одного сверла все сверла, под действием тяжести, а также давления пружины 8, передвинутся вниз (фиг. 11).
Последовательность движения сверл в механизме подачи и печи предварительного нагрева такова: патрон-держатель захватывает и уносит одно сверло, все сверла передвигаются вправо и занимают ,положение, которое дано на фиг. 11. В этот момент язык 2 достигает верхнего положения, толкатель 4 сбрасывает сверло в воронку, замок 5 отжимается влево и пропускает сверло в печь 7 Дальше операции повторяются в той же. последовательности.
Предмет патента.
1.Автоматическая машина для термической обработки инструмента и других изделий, отличающаяся применением карусели А с периодическим вращательным движением, снабженной рядом шпинделей В, несущих державки для инструмента, для опускания и поднимания каковых шпинделей предназначен кулачковый диск С, также периодически поворачиваемый (фиг. 1).
2.Форма выполнения машины, указэнной, в п. 1, отличающаяся тем, что с целью регулирования подъема шпинделей бабки /5 и /7 с точками опоры
для подъемных рычагов J8 и 7Р сделаны подвижными в радиальном направлении (фиг. 1).
3.Видоизменение машины, указанной в п.п. 1 и 2, отличающееся тем,
что карусель со. всеми -находящимися на ней шпинделями выполнена подвижной. вертикальном направлении, а для фиг
сообщения ей соответствующих nejieдвижений применено гидpaвличfecкoe
давление., фипЗ

| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическое устройство для закалки сверл и т.п. стальных изделий цилиндрической формы | 1930 |
|
SU33035A1 |
| Устройство для забивания костылей в шпалы | 1934 |
|
SU45309A1 |
| МАШИНА | 2009 |
|
RU2401762C1 |
| Станок для калибровки отверстий в деревянных уточных шпулях | 1958 |
|
SU117803A1 |
| Устройство для регулирования тока в электросварочных и электронагревательных машинах по требуемой программе | 1956 |
|
SU106414A1 |
| Машина для заврки ламп-фар | 1975 |
|
SU589647A1 |
| АВТОМАТИЧЕСКАЯ ДВУХБАШЕННАЯ ВАКУУМЗАКАТОЧНАЯ МАШИНА ДЛЯ ЖЕСТЯНЫХ БАНОК | 1958 |
|
SU119083A1 |
| Машина для сварки изделий из стекла | 1979 |
|
SU876559A1 |
| Полуавтомат для отделки резинометаллических пластинчатых амортизаторов | 1959 |
|
SU126001A1 |
| Станок для изготовления костяных пуговиц | 1929 |
|
SU25722A1 |