(54) МАТРИЦА ДЛЯ ГОРЯЧЕЙ ВЫСАДКИ ДЕТАЛЕЙ
обоймы. Между термоэлектрическим генератором и обоймой вЬшолнен гарантированный зазор для предохранения разрушения батарей при расширении вставки от нагрева при штамповке.
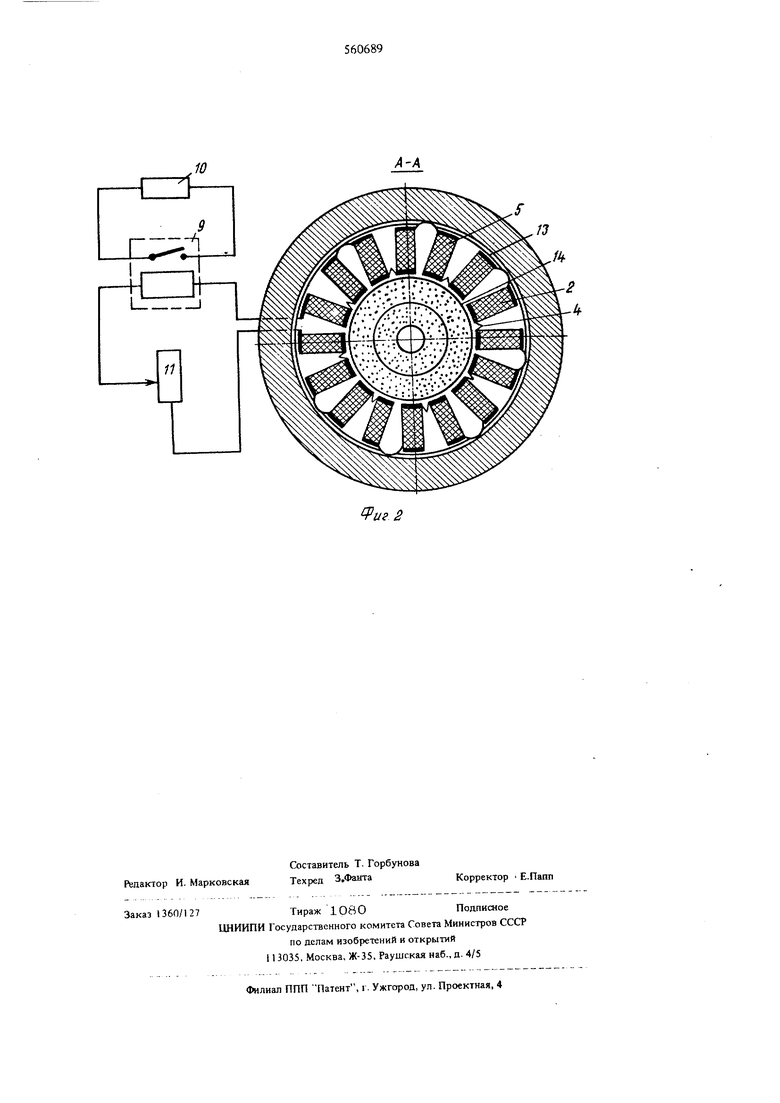
Нижнее кольцо матрицы 6 имеет электроизолированные каналы для вывода компенсационных проводов 8. В злектрическую цепь включен электронный потенциометр 9 для контроля температуры матрицы с реле отключения системы управления прессом 10 и регулируемый магазин coпpotивлeНИИ 11, ограничивающий силу тока в цепи. Твердосплавная вставка бандажируется обоймой и кольцом. Термозл1ектрический генератор злектроизолирован от металлических поверхностей слоями 12, 13,14.
Во время работы штампа в течение многократной скоростной горячей высадки деталей с увеличением перепада температур между горячими и холодными спаями термобатарей генератора возрастает его КПД; и сила тока в цепи, тем самым увеличивается эффективность теплопередачи и теплообмена между разогретой вставкой и охлаждаемой обоймой. Цепь замкнута на магазин сопротивлений, который регулирует силу тока в цепи и подает ток на электронный потенциометр, контролируюидай температуру вставки. В случае перегрева вставки элекгронньш. потенциометр через реле управления разомкнет цепь управления прессом и штамповка прекратится. При установке новой гвердосплавной матрицы производится замена только внутреннего, наиболее изнашивающегося кольца.
Формула изобретения
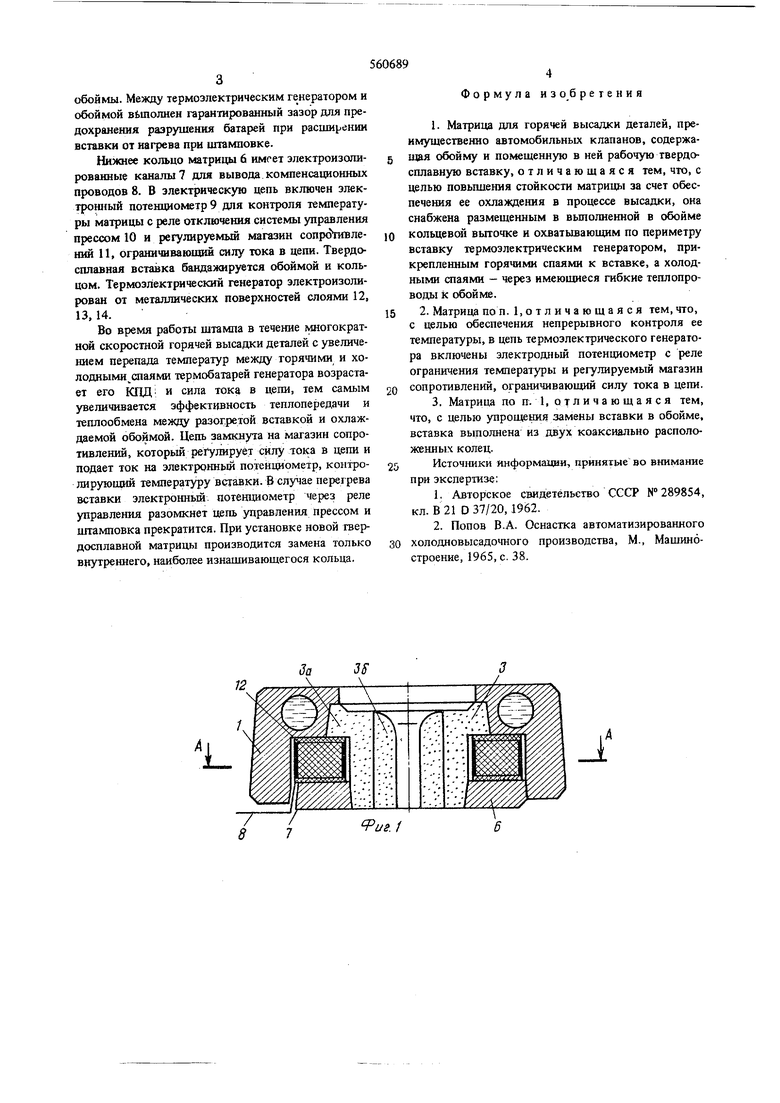
1. Матрица для горячей высадки деталей, преимушественно автомобильных клапанов, содержащая обойму и помешенную в ней рабочую твердосплавную вставку, отличающаяся тем, что, с целью повьпдения стойкости матрицы за счет обеспечения ее охлаждения в процессе высадки, она снабжена размешенным в вьшолненной в обойме кольцевой выточке и охватывающим по периметру вставку термоэлектрическим генератором, прикрепленным горячими спаями к вставке, а холодными спаями - через имеющиеся гибкие теплопроводы к обойме.
2. Матрица по п. 1, отличающаяся тем, что, с целью обеспечения непрерывного контроля ее температуры, в цепь термозлектрического генератора включены электродный потенциометр с реле ограничения температуры и регулируемый магазин сопротивлений, ограничивающий силу тока в цепи.
3. Матрица по п. 1, отличающаяся тем, что, с целью упрощения замены вставки в обойме, вставка вьщолнена из двух коаксиальио расположенных колец.
Источники информации, принятые во внимание при экспертизе:
1.Авторское свидетельство СССР №289854, кл. В 21 D 37/20,1962.
2.Попов В-А. Оснастка автоматизированного холодновысадочного производства, М., Мащиностроение, 1965, с. 38.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ прессования термоэлектрических материалов и устройство для реализации способа | 2020 |
|
RU2772225C1 |
| Инструмент для горячей штамповки | 1979 |
|
SU825261A1 |
| ДВУХСТУПЕНЧАТЫЙ ЛЕНТОЧНО-КОЛОДОЧНЫЙ ТОРМОЗ С ТЕРМОЭЛЕКТРИЧЕСКИМ ОХЛАЖДЕНИЕМ | 2006 |
|
RU2352832C2 |
| Твердосплавная матрица для высадки граненых изделий | 1974 |
|
SU489576A1 |
| УСТАНОВКА ДЛЯ УДАРНОГО ПРЕССОВАНИЯ ИЗДЕЛИЙ ИЗ ПОРОШКОВ | 1992 |
|
RU2029661C1 |
| Термоэлектрический льдогенератор | 1980 |
|
SU890038A1 |
| Термоэлектрический генератор | 1949 |
|
SU126157A1 |
| УСТРОЙСТВО ДЛЯ ПРЕВРАЩЕНИЯ СОЛНЕЧНОЙ ЭНЕРГИИ В ЭЛЕКТРИЧЕСКУЮ | 2009 |
|
RU2402719C1 |
| Подшипниковый узел | 1989 |
|
SU1765567A1 |
| УСТРОЙСТВО ДЛЯ ОХЛАЖДЕНИЯ И СПОСОБ ВЫРАВНИВАНИЯ ТЕПЛОНАГРУЖЕННОСТИ БАРАБАННО-КОЛОДОЧНОГО ТОРМОЗА | 1999 |
|
RU2174199C2 |
Vu 2
