Изобретение относится к порошковой металлургии, в частности, к устройствам для прессования изделий из порошков, и может быть использовано для изготовления таблеток из керметов, смесей керамических, металлических топливных композиций для ядерных реакторов и твердосплавных изделий, а также для получения (компактирования) магнитов из быстрозакаленных порошков на основе, например, редкоземельных металлов.
Известно устройство для электроимпульсного прессования порошков (а.с. СССР N 739187, кл. В 22 F 3/02, 1938), включающее конденсаторную батарею, электрический разрядник, толкатель, пуансоны и обойму из изолирующего материала. С целью повышения плотности изделий оно снабжено гидроцилиндром и установленными в нем электродами, причем электроды, толкатель и пуансоны электрически соединены с разрядником. При таком электроимпульсном прессовании с помощью данного устройства представляется возможность достичь плотность изделия, например, из порошка вольфрама 93,5% от теоретической и не исключает необходимости проведения операции их дополнительного спекания при высоких температурах с целью дальнейшего повышения их плотности. Кроме этого данное устройство не позволяет обеспечить прессование и одновременный разогрев используемых в качестве заготовок порошков, например, из керметов, смесей керамического горючего (Займовский А.С. и др. Тепловыделяющие элементы атомных реакторов. - М.: Госатомиздат, 1962, с. 250-262; 282-286; Фрост, Б. Твэлы ядерных реакторов. М.: Энергоатомиздат, 1986, с. 175-231) вследствие того, что они соответственно имеют высокое электросопротивление и не электропроводны. Недостатками указанного устройства является то, что матрица (обойма), изготовленная из диэлектрического материала, не обладает достаточной износостойкостью, следовательно, снижается ресурс установки, имеют место высокое напряжение и недостаточная степень автоматизации.
Известно устройство - роторный пресс Кошкина для прессования керамических и других материалов, состоящий из верхнего и нижнего пуансонов, скользящих по соответствующим копрам, матрицы и двух гидравлических цилиндров [1], позволяющий получить плотность изделий до 83-90% от теоретической. Однако после этого требуется дополнительное спекание изделия при высокой температуре для достижения плотности до 97% от теоретической, которое приводит к изменению геометрических размеров и требует механической обработки, например шлифования и т.п. Это является затруднительным в силу радиотоксичности (при прессовании таблеток ядерного горючего), ухудшения радиационной безопасности, следовательно, и экологии производства.
Известен способ прессования металлокерамических деталей путем использования ударных нагрузок (а.с. СССР N 160519, кл. В 22 F 3/02, 1964), при котором для получения деталей высокой плотности на статическое давление пресса накладывают ударные импульсы нагрузки, возникающие в результате высоковольтного разряда в жидкостной камере вибратора, закрепленного на ползуне пресса. Этот способ по степени технической реализации затруднен, и технология не позволяет получить высокую производительность.
Известна установка для прессования пористых заготовок в вакууме [2], состоящая из матрицы, верхнего пуансона, шибера, нижней подвижной плиты, обоймы и печи предварительного нагрева. Установка помещена в герметичный кожух. Она работает следующим образом. Через загрузочный люк в обойму устанавливают заранее изготовленные заготовки, затем производится закрытие кожуха и создание в нем вакуума. Процесс прессования начинается с подачи заготовки из обоймы в печь предварительного нагрева, а из нее заготовка подается на шибер. Затем шибер убирается и заготовка подается в матрицу. По верхнему пуансону наносится удар с помощью парового или пневматического молота. Далее нижняя подвижная плита сдвигается, освобождая выход таблетки из матрицы, и наносится удар по верхнему пуансону, который бойком молота выбивает таблетку из матрицы. Нижняя подвижная плита занимает исходное положение и сталкивает готовое изделие в накопитель. По окончании изготовления изделий в обойме производится герметизация кожуха и загрузка в обойму новых заготовок и выгрузка готовых изделий.
Недостатками этого устройства является то, что оно работает только с использованием заранее предварительно спрессованных и подаваемых в нее заготовок не непрерывно, а по соответствующему графику (циклу), оно не дает возможности получить плотность топливных таблеток более 93% от теоретической, так как отношение высоты таблеток к ее диаметру больше единицы (Дорофеев Ю. Ч. Динамическое горячее прессование порошковых заготовок. М.: Металлургия, 1977, с. 216), а также исключает возможность автоматизации, упрощение конструкции всего производства, снижение радиотоксичности и стоимости изготовления топливных таблеток из-за необходимости их спекания для повышения плотности.
Целью изобретения является совершенствование известного устройства в плане возможности автоматизации процесса и исключение радиотоксичности производства топливных таблеток, например из керметов, с повышением их плотности, устранение указанных недостатков, улучшение радиационной безопасности, экологии производства для реакторов таблеток ядерного горючего и улучшение их качества за счет повышения их плотности до 96-98% от теоретической, снижение стоимости изготовления таких таблеток с заданными формой, размерами из керметов типа PuO2+U или UO2+U, а также достижение высоких производительности и автоматизации установки.
Цель достигается тем, что в установке ударного прессования изделий из порошков, например, таблеток ядерного горючего, содержащей ударный механизм, узлы загрузки и индукционного нагрева, матрицу, верхний и нижний пуансоны, в качестве ударного механизма используется электромолот со скоростью удара 7-25 м/с, верхний пуансон смонтирован в подвижном элементе, перемещаемом возвратно-поступательно посредством электромагнитного привода, движение верхнего пуансона синхронизировано с движением нижнего пуансона и узла загрузки-выгрузки таблеток, выполненного в виде многоместного магазина с отверстиями, ориентируемыми по оси пуансона. Изобретательский уровень решения можно обосновать следующим образом. Применена специальная конструкция установки ударного прессования таблеток ядерного горючего, металлических изделий как их электропроводных, так и неэлектропроводных порошков, а именно керметов, смесей керамического, металлического топлива, твердосплавных металлов с одновременным их спеканием в процессе одного удара электромолота и получение повышения их плотности до 96-98% от теоретической, заданных геометрических форм и размеров, которое исключает необходимость проведения операций дополнительного процесса спекания и механической обработки изделий. Следовательно, отпадает необходимость в проведении радиотоксичных, трудоемких и дорогостоящих операций, дополнительного спекания при высоких температурах и последующей их механической обработки, что обеспечивает экологичность производства. В такой установке прессование и спекание изделий из указанных порошков происходит за счет применения электрического молота со скоростью удара (падений бойка) от 7 до 25 м/с, матрицы, многоместного роторного круговой формы магазина загрузки порошка с его предварительным индукционным нагревом за счет энергии удара до определенных температур в зависимости от используемого материала. При этом для увеличения производительности установки в ее составе использован многоместный роторный магазин загрузки исходного порошка. Надежность работы верхнего пуансона, следовательно, и установки в целом повышается благодаря тому, что удар бойка молота производится в тот момент, когда сработает узел электромагнитной подпрессовки заготовки, т.е. когда сработает электромагнитный привод и верхний пуансон войдет в матрицу. Предлагаемая установка отличается от прототипа тем, что в ней используется для ударного прессования электрический молот со скоростью удара 7-25 м/с, верхний пуансон смонтирован в подвижном элементе, который перемещается возвратно-поступательно посредством электромагнитного привода, движение верхнего пуансона синхронизировано с движением нижнего пуансона и узла загрузки-выгрузки таблеток, выполненного в виде многоместного магазина, который обеспечивает загрузку исходного порошкового материала (сырья) в матрицу и выгрузку готовых изделий. В пресс-штампе матрица расположена в основании, а нижний пуансон, размещенный под матрицей соосно с верхним пуансоном, имеет возможность совершать возвратно-поступательное движение. Таким образом эти отличия позволяют сделать вывод, что заявляемая установка соответствует критерию "Новизна". Изобретательский уровень предлагаемой установки ударного прессования подтверждается и тем, что совокупность существенных отличительных признаков позволяет получить новые свойства, а именно, изготовлять топливные таблетки из электропроводных или неэлектропроводных материалов, например керметов типа PuO2+U или UO2+U с повышенной плотностью 96-98% от теоретической и высокой теплопроводностью, что значительно улучшает теплофизические и технико-экономические показатели реактора и АЭС в целом.
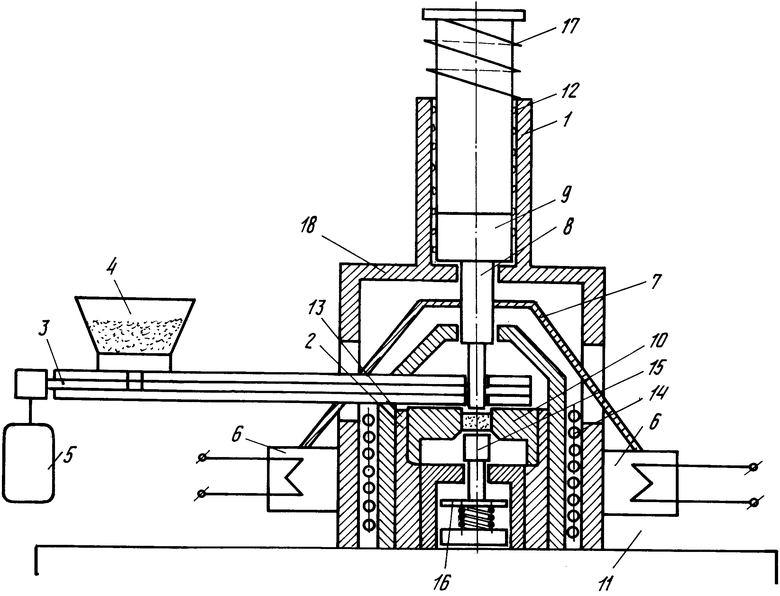
На чертеже представлена схема предлагаемой установки ударного прессования.
Установка включает электрический молот 1, пресс-штамп 2, многоместный роторный магазин 3, заполняемый исходным порошком из загрузочного бункера 4, электропривод 5, приводимый в движение магазин 3 круговой формы, который подает порошок в пресс-штамп 2, электромагниты 6 подпрессовки. Электромагниты 6 подпрессовки через коромысло 7 связаны с верхним пуансоном 8. Перед ударом бойка 9 электромолота 1 опускается верхний пуансон 8 в матрицу 10, проталкивая в нее из многоместного магазина 3 порошковый материал. Установка смонтирована на плите 11, которая гасит всю энергию удара, молот установлен на подставке 18. Перемещение бойка 9 происходит по направляющим электромолота 1 за счет бегущего магнитного тока, возбуждаемого трехфазной обмоткой 12, намотанной в двух его статорах. Перемещение бойка 9 вверх со скоростью 3 м/с осуществляется включением обмоток 12 статоров в цепь трансформатора, вырабатывающего питание их напряжением постоянного тока 100 В частотой 50 Гц, а опускание со скоростью от 7 до 25 м/с - включением обмоток 12 статоров в цепь генератора на питание их напряжением 100 В частотой 100 Гц. Кинематика электромолота 1, пресс-штампа 2 и многоместного магазина 3 объединены в общую электрическую схему, на клеммы которой подается исходное напряжение переменного тока 380 В частотой 50 Гц. Пресс-штамп состоит из гильзы 13, обоймы матрицы 10 индуктора 14, нагревающего ее, порошковый материал, двух пуансонов - верхнего 8, нижнего 15 и узла с электромагнитами 6 предварительной подпрессовки заготовки, механизма 16 выпрессовки, перемещающего нижний пуансон вверх. Вся работа пресс-штампа 2 и ударной части молота связана общей электрической схемой автоматического управления. Прессование таблеток ядерного горючего из порошка с одновременным их спеканием происходит при одном ударе бойка электромолота. Регулирование времени цикла изготовления изделия методом ударного прессования достигается с помощью реле времени, включенного в цепи катушки электромагнита 17, удерживающего боек в верхнем положении.
Установка работает следующим образом.
Предварительно нагревают пресс-штамп 2 и в нем матрицу 10 с помощью индуктора 14 до температуры t=350-400оС. В бункер 4 загружают заранее подготовленный порошок из кермета, например, в виде смеси керамического (PuO2 или UO2) и металлического горючего - естественного или обедненного (отвального) урана (U), т.е. PuO2+U или UO2+U. С помощью электропривода 5 многоместный роторный магазин вращается до совмещения его загрузочного отверстия с бункером 4, в результате отверстие магазина 3 заполняется исходным порошком для последующего прессования изделия. Для увеличения производительности установки в автоматическом режиме приняты роторный многоместный круговой формы магазин 3 загрузки порошка и предварительный его индукционный нагрев. Далее исходный порошковый материал из отверстия этого магазина 3 переводится в пресс-штамп 2. Электромагниты 6 подпрессовки через коромысла 7 опускают верхний пуансон 8 в пресс-штамп 2, в матрицу 10, проталкивая в нее порошок. После этого включается в цепь и подается от трансформатора питание U= 100 В частотой f=50 Гц на обмотки 12 статора электромолота 1, боек 9 поднимается и удерживается в крайнем верхнем положении электромагнитом 17. В последующем переключается питание обмоток 12 от генератора на U= 120 В, f= 100 Гц, отключается питание катушки электромагнита 17, и боек 9 перемещается по направляющим вниз со скоростью 7-25 м/с, производя удар на верхний пуансон 8 пресс-штампа 2. В момент удара бойка 9 в верхний пуансон 8 идет одновременное спекание таблеток ядерного горючего. Для надежной работы верхнего пуансона удар бойка 9 производится в тот момент, когда сработал узел электромагнитной подпрессовки заготовки и верхний пуансон войдет в матрицу. После этого включается механизм 16 выпрессовки, обеспечивающий перемещение нижнего пуансона 15 вверх. Затем таблетка занимает место в загрузочном отверстии магазина 3 и происходит перевод его на следующую позицию, и происходит этап, аналогичный предыдущему. После достижения изделием загрузочного отверстия в магазине 3 нижний пуансон 15 опускается. Таблетка, находящаяся в отверстии многоместного магазина 3, достигнув разгрузочного отверстия, падает в накопительный стакан. Далее указанный цикл прессования изделия (таблетки) повторяется. При ударном прессовании таблеток ядерного горючего из керамических смесей может понадобиться подогревать смесь в матрице до 500оС. Штатный режим прессования таблеток из керметов типа PuO2+U был отлажен при подогреве смеси порошков в матрице до 320оС. При этом нагрев заготовки от энергии удара зависит от скорости падения бойка электромолота вниз и при скорости 7-25 м/с составляет от 25 до 200оС. Следовательно, спекание таблеток происходит при t=345-520оС. Если же подогревать смесь порошков в пресс-штампе электрическим током в индукторе на 500оС, то спекание таблеток одновременно с ударом будет происходить при необходимой температуре t=1000оС.
Разработана конструкторско-технологическая документация и изготовлена партия установок ударного прессования. Проведены сборка, лабораторные и опытно-промышленные испытания такой установки для изготовления таблеток из керметов типа PuO2+U, UO2+U заданных форм и геометрических размеров.
Использование предлагаемой установки ударного прессования представляет возможность изготовить для атомного реактора топливные таблетки из порошков керметов в виде PuO2+U, UO2+U, смесей керамического ядерного горючего и металлической матрицы и др. твердосплавных материалов с заданными плотностью, формой и геометрическими размерами с одновременным спеканием заготовки в процессе одного цикла удара электромолота. При этом достигаются значительное повышение плотности таблеток до 96-98% от теоретической, достаточно точные заданные их геометрические размеры. Следовательно отпадает необходимость в проведении радиотоксичных, трудоемких и дорогостоящих операций дополнительного спекания таблеток при высоких температурах и последующей их механической обработки, что обеспечивает экологичность производства. Особенно это важно и для снижения стоимости изготовления твэлов в случае использования для таблеток порошка двуокиси плутония (РuO2) при наличии в нем высокофонового плутония, который в настоящее время значительно дешевле, чем высокообогащенный уран. Целесообразны данная технология, установка ударного прессования и для получения (компактирования) магнитов из быстрозакаленных порошков на основе редкоземельных металлов. Таким образом открывается перспектива обеспечения радиационной безопасности, снижения стоимости, простоты производства таблеток ядерного горючего, т.е. создание экологически чистого производства изготовления сердечников твэлов, обладающего достаточно высокими производительностью и автоматизацией.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления таблетированного ядерного топлива | 2017 |
|
RU2664738C1 |
| КОМПОЗИЦИОННЫЙ ТОПЛИВНЫЙ МОДЕЛЬНЫЙ МАТЕРИАЛ С ИНЕРТНОЙ ПОРИСТОЙ МЕТАЛЛИЧЕСКОЙ МАТРИЦЕЙ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2012 |
|
RU2522744C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТАБЛЕТИРОВАННОГО ТОПЛИВА ДЛЯ ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ ЯДЕРНОГО РЕАКТОРА | 2006 |
|
RU2338274C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТАБЛЕТИРОВАННОГО ТОПЛИВА ДЛЯ ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ ЯДЕРНОГО РЕАКТОРА | 2007 |
|
RU2360308C1 |
| РАДИАТОР АВТОМОБИЛЯ | 1993 |
|
RU2054612C1 |
| Устройство для прессования крупногабаритных заготовок из порошковых материалов | 1985 |
|
SU1284688A1 |
| Гидравлическое устройство для прессования порошкообразных материалов | 1991 |
|
SU1812133A1 |
| Устройство для прессования изделий из порошка | 1990 |
|
SU1776489A1 |
| Устройство для прессования многослойных заготовок из порошка | 1985 |
|
SU1284686A1 |
| Устройство для прессования порошков | 1985 |
|
SU1256856A1 |
Изобретение относится к установкам для ударного прессования изделий из порошковых материалов. Предварительно нагревается пресс-штамп и в нем матрица с помощью индуктора до 350 - 400°С. В бункер загружается порошок кермета. С помощью электропривода многоместный роторный магазин вращается до совмещения его загрузочного отверстия с бункером и заполнения отверстия магазина порошком. Порошок переводится в пресс-штамп, электроды подпрессовки через коромысло опускают верхний пуансон в пресс-штамп, в матрицу, проталкивая в нее порошок. После этого включается в цепь и подается от трансформатора питание U - 100 В, частотой f - 50 Гц на обмотки статора электромолота, боек поднимается и удерживается в крайнем верхнем положении электромагнитом. При последующем переключении питания обмоток боек перемещается по направляющим вниз со скоростью 7 - 25 м/с, производя удар на верхний пуансон пресс-штампа. При ударном воздействии происходят одновременное прессование и спекание таблеток. Установка безопасна в работе, отличается простотой и позволяет создать экологически чистое производство. 1 ил.
УСТАНОВКА ДЛЯ УДАРНОГО ПРЕССОВАНИЯ ИЗДЕЛИЙ ИЗ ПОРОШКОВ, содержащая матрицу, ударный механизм, верхний и нижний пуансоны, узел загрузки и выгрузки и узел индукционного нагрева, отличающаяся тем, что она снабжена подвижным элементом, выполненным в виде коромысла, связанного с электромагнитным приводом и установленного с возможностью возвратно-поступательного перемещения, ударный механизм выполнен в виде электромолота, верхний пуансон смонтирован в подвижном элементе, а узел загрузки и выгрузки выполнен в виде многоместного магазина, установленного с ориентированием осей его отверстия вдоль оси пуансонов.
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Богоявленский К.Н | |||
| и др | |||
| Высокоскоростные способы прессования деталей из порошковых материалов | |||
| М.: Машиностроение, 1984, с.166. | |||
