(54) УСТРОЙСТВО ДЛЯ АДАПТИВНОЙ НАСТРОЙКИ РЕГУЛЯТОРА ТОЛЩИНЫ ПРОКАТА НА ТРЕБУЕМЫЙ
ПАРАМЕТР
Однако известное устройство обладает недостатками, связанными с тем, что настройка прокатного стана на заданную толщину ведется при активной гидросистеме локального предварительного напряжения рабочих валков посредством инерционного силового привода нажимного механизма либо изменением объема рабочего тела в замкнутой упомянутой гидросистеме оператором вручную по показаниям выходного микрометра, в связи с чем получается немерный металл при прокатке.
Цель изобретения - увеличение быстродействия адаптивной настройки стана на требуемый параметр и прецизионной точности в толщине на 100% по длине рулона.
Поставленная цель достигается тем, что в устройство, содержащее гидроцилиндры локального предварительного напряжения рабочих валков, образующие в процессе замкнутую гидросистему, цилиндры гидрораспора опорных валков, следящий золотник и датчик положения рабочих валков, введены дискретная схема коррекции объема жидкости, вход которой подключен через логическую схему аналого-импульсного преобразователя к микрометру, а выход - к гидроцилиндрам локального предварительного напряжения рабочих валков и анализатор ошибки, вход которого подключен к микрометру, один из выходов -подключен к схеме измерения транспортного запаздывания, а второй выход - ко входу аналогоимпульсного преобразователя.
Введение дискретной схемы коррекции Объема жидкости обеспечивает максимальное быстродействие и точность изменения объема жидкости в замкнутой гидросистеме локального предварительного напряжения рабочих валков и настройки регулятора толщины за счет того, что цилиндры порциональной «отбавки, «добавки жидкости выполнены, дифференциальными и реализуется астатическая настройка последнего при фактически разомкнутой главной обратной связи микрометр-регулятор толщины, введение в схему дискретной коррекции объема жидкости управляемых запорных клапанов, разделяющих упомянутую схему и замкнутую гидросистему предварительного напряжения рабочих валков, исключает утечки из последней и повыщает ее эксплуатационную надежность, а анализатор ощибки - возможность получить высокое быстродействие за счет того, что следит за ощибкой и при ее отсутствии осуществляет непрерывный перезапуск схемы транспортного запаздывания, а при наличии - работу устройства по,полной схеме, и увеличить это быстродействие введением логического устройства последнего импульса аналого-импульсного преобразователя с подключением его выхода на вход устройства.
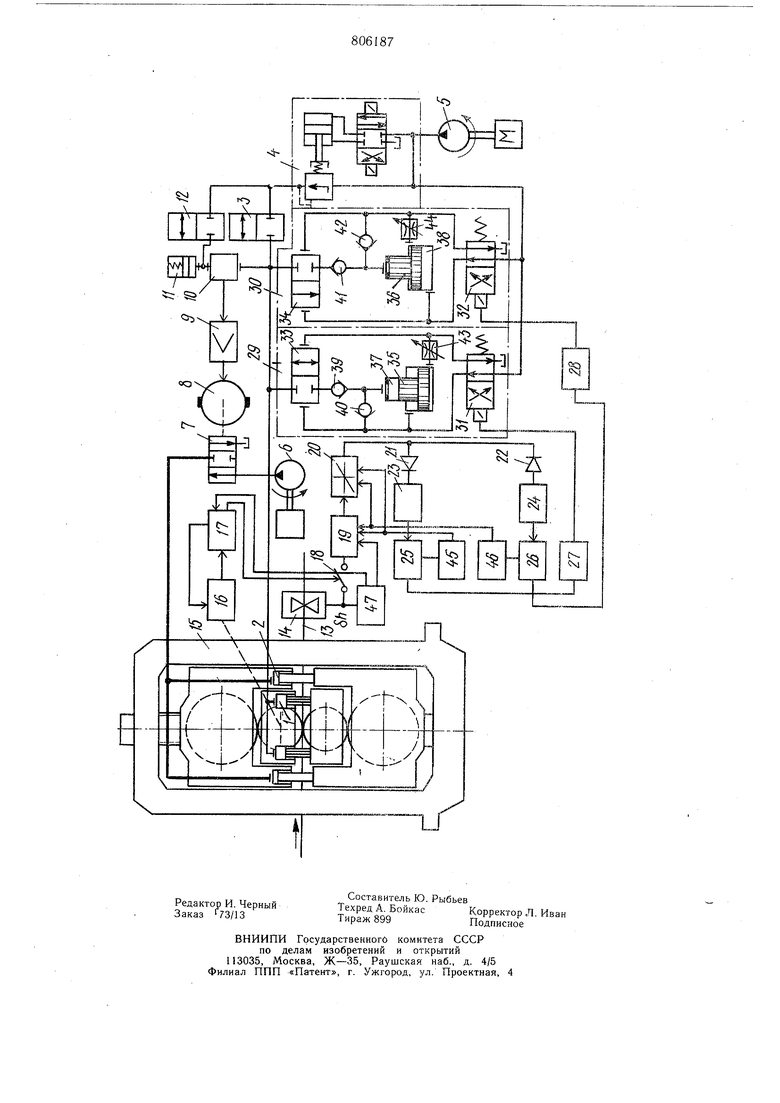
На чертеже представлена блок-схема устройства.
Это устройство содержит силовые цилиндры 1, расположенные между опорами рабочих валков, и цилиндры 2 - между опорами опорных валков. Цилиндры 1 через запорный клапан 3 и управляемый редукционный Клапан 4 гидравлически под,ключены к насосному агрегату 5. Цилиндры 2 подключены к последнему через управляемый запорный клапан (на чертеже не показано), а к насосному агрегату 6 высокого
давления через золотник 7 поворотного типа, управляемому малоинерционным моментным двигателем 8 от щиротно-импульсного преобразователя 9, управляющим сигналом для которого является выходное напряжение дифференциального индуктивного датчика 10,
регулируемых в функции пространственного положения рабочих валков колебания порщня цилиндра-индикатора (на чертеже не показано). Для поддержания порщня цилиндра-индикатора в центральной области
его внутренней полости используется уравновешивающий цилиндр 11, подключенный к редукционному клапану 4 через управляемый запорный клапан 12. Толщина прокатываемой полосы 13 измеряется микрометром 14. Расстояние от зоны деформации в
5 клети 15 до микрометра 14 определяется схемой транспортного запаздывания, включающей счетчик 16 импульсов, установленный на валу приводного двигателя клети (обводном ролике в случае реверсивного стана, на чертеже не показано), и блок 17. Сигнал отклонения толщины 6h; от заданной величины через управляемый транзисторный ключ 18 поступает в схему 19 памяти. Вход схемы 19 памяти через интегрирующий усилитель 20 и диоды 21 или 22
5 в зависимости от полярности сигнала связан с преобразователем 23 и 24 аналогкод соответственно. В преобразователях 23 и 24 аналоговый сигнал ощибки Siii. преобразуется в импульсы, количество которых строго чпропорционально абсолютной велио чине ощибок. Перечисленные функциональные элементы в совокупности составляют аналого-импульсный преобразователь. Формирование импульсов по длительности осуществляется в устройствах 25 и 26, а по мощности - усилителями 27 и 28. К. внутренней полости силовых цилиндров 1 подключена дискретная схема коррекции объема жидкости, состоящая из каналов 29 и 30 «добавка и канала «отбавка, управляемых выходными сигналами усилителей 27 и 28. Каналы «добавка и «отбавка включают в себя золотниковые распределители 31 и 32, управляющие работой клапанов 33 и 34 и положением порщней 35 и 36 дифференциальных импульсов 37 и 38. Обратные клапаны 39 - 42 и дроссели 43 и 44 с регулируемым проходным сечением служат для настройки каналов с требуемыми характеристиками. Логическими устройствами 45 и 46 последнего импульса аналого-импульсного преобразователя производится сброс памяти в схеме 19, разряд емкости интегрирующего усилителя 20 и перезапуск схемы. Анализатор 47 ошибки своим входом связан с микрометром, одним выходом со схемой транспортного запаздывания, а вторым - со входом аналого-импульсного преобразователя. Устройство работает следующим образом.
В момент перестройки стана гидросистемы рабочих и опорных валиков находятся в режиме уравновешивания и являются идеально «мягкими, когда в силовые цилиндры 1 и 2 и цилиндр 11 уравновешивания подаются определенные величины давления, исходя из требуемого профилеобразования бочек валков через управляемый редукционный клапан 4 от насосного агрегата 5 (цепь заполнения гидросистемы опорных валков на чертеже не показана). Раствор прокатных валков перестраивается с помощью нажимного механизма от системы дистанционной перестройки стана (на чертеже не показано) или оператором вручную. Поршень цилиндра-индикатора (на чертеже не показано) дифференциального индуктивного датчика 10 по каналу внутренней обратной связи устанавливается в среднее положение. В момент начала прокатки управляемые запорные клапаны 3 и 12 закрываются. В момент этого переключения величины давления жидкости в силовых цилиндрах 1 и в уравновешивающем цилиндре 11 равны. Замкнутая гидросистема предварительного напряжения рабочих валков посредством клапана 3 приобретает определенную жесткость, определяемую параметрами элементов гидросистемы и рабочих валкбв. При изменении температуры прокатываемого металла (толщины подкатя, биением опорных валков, т. е. при наличии внутренних и внешних возмущений, на процесс стабилизации толщины проката) создается тенденция к изменению текущего значения раствора рабочих валков. Это приводит к тому, что по закону сообгЦающихся сосудов поршень цилиндра-индикатора смещается от нейтрального положения в ту или другую сторону вплоть до упора о крышку цилиндра. Отклонение поршня от нейтрального положения посредством дифференциального индуктивного датчика 10 обуславливает появление на входе широтно-импульсного преобразователя 9 сигнала определенной величины и полярности. Например, при уменьшении раствора рабочих валков прокатной клети полярность сигнала на входе преобразователя 9 такова, что плунжер золотника 7 поворотного типа переключается моментным малоинерционным двигателем 8 так, что давление поступает от насосного агрегата 6 высокого давления в силовые цилиндры 2, распирающие опорные валки. Деформация клети увеличивается, а раствор рабочих валков стабилизируется, за счет чего отклонение в
толщине полосы компенсируется, пори;ень цилиндра-индикатора восстанавливается в нейтральное положение, а привод поворотного золотника 7 по каналу обратной связи по положению (на чертеже не показано) возвращает его в нейтральное (исходное) положение. При увеличении раствора рабочих валков привод поворачивает золотник 7 таким образом, что гидравлическая система распора опорных валков соединяется со
сливом. Давление в силовых цилиндрах 2 падает, деформация клети уменьшается (клеть как бы оседает), а раствор рабочих валков восстанавливается. Описанный алгоритм работы регулятора толщины обеспечивает высокоточную стабилизацию раствора
рабочих валков и, следовательно, толщины проката, но не выполняет с одной стороны, задачу автоматической настройки стана на требуемую абсолютную толщину прокатываемого материала по показаниям абсолютного
измерителя толщины (микрометра 14) на выходе стана в момент начала прокатки либо в процессе прокатки кода возмущения в виде температурного расширения, выработки рабочих валков и в наличии неконтролируемых утечек из замкнутой гидросистемы
(последнее характеризует ненормальную работу замкнутой гидросистемы локального предварительного напряжения упомянутых валков, неправильно учитываемые дифференциальным индуктивным датчиком 10, отрабатываются регулятором, поэтому естественно, ухудщаются качественные характеристики прокатф
Указанные недостатки устраняют двумя вариантами. Один - изменением давления
в цилиндре 11 уравновешивания в функции показаний выходного микрометра 14, другой - путем порционального изменения объема в замкнутой гидросистеме предварительного напряжения рабочих валков. Однако настройка по первому варианту - изменением давления в цилиндре 11 уравновещивания - не целесообразна, так как вызывает в результате отработки регулятором этой коррекции аналогичные изменения давления в замкнутой гидросистеме предварительного напряжения рабочих валков, приводящие к изменению профиля бочек последних и, следовательно, к поперечной разнотолщинности проката. Поэтому целесообразен второй вариант - порциональное изменение объема в замкнутой гидросистеме предварительного напряжения рабочих валков, не вызывающий изменения давления в названной гидросистеме и, следовательно, сохраняющий заданный профиль бочек рабочих валков.
Таким образом, в момент начала прокатки (вхождения полосы в клеть) подается сигнал (от упраа|ляющего комплекса станом) на разрещен.йе работы устройства. Схема транспортного запаздывания, состоящая из блока 17 и счетчика 16 импульсов, установленного на валу главного привода последней клети стана (обводных роликах в случае реверсивно1о стана) считывает длину прокатываемой полосы 13 с момента начала прокатки до момента, когда она становится равной расстоянию от зоны деформации до микрометра, т. е. до момента, когда деформированная полоса попадает в зону измерения ее микрометром и выдает с блока 17 команду на кратковременное замыкание (порядка 0,01 с) ключа 18 и запрет на повторное считывание упомянутого расстояния. В случае неправильной предварительной настройки стана сигнал, пропорциональный отклонению толщины проката от заданного значения бЬ,;, поступает в схему аналогоимпульсного преобразователя, где аналоговое значение ошибки преобразуется в количество импульсов, строго пропорциональное этой ощибке, т. е. ошибка попадает в схему 19-памяти, далее интегрируется в интегрирующем усилителе 20, имеющем .единичную обратную связь по напряжению затем - через диоды 21 или 22 в зависимости от полярности упо.мянутой ошибки в преобразователи 23 и 24 аналог-код, где аналоговьш сигнал преобразуется в соответствующее количество импульсов. Формирование импульсов по длительности, исходя из реальных возможностей по быстродействию схемы коррекции объема жидкости, осуществляется в устройствах 25 и 26, а по мопдности - в усилителях 27 и 28. Дискретная схема коррекции объема жидкости в замкнутой гидросистеме предварительного напряжения клети, разбитая на каналы 29 и 30 «добавка и «отбавка рабочего тела в упо.мянутой гидросистеме, соответственно управляется рассмотренными сформированными импульсами таким образом, что при ошибке г}; имеющей отрицательное значение, аналого-импульсным преобразователем формируется управляющий сигнал, направленный на увеличение объема в замкнутой гидросистеме череЗканал 29 «добавка. Порциональное приращение объема жидкости в гидросистеме рабочих валков вызывает увеличение давления в последней, в результате чего поршень цилиндра-индикатора отклоняется вверх, и дифференциальный индуктивный датчик 10 выдает сигнал на электрогидравлический привод (широтно-импульсный преобразователь 9, безинерционный мо,,„...-..г т ментный двигатель 8 - золотник 7 поворотного типа) такой полярности, чтобы увеличить давление в гидроцилиндрах 2 опорных валков и соответственно дефор.мацию клети до уровня восстановления давления жидкости в замкнутой гидросистеме, т. е. регулятором отрабатывается погрешность, связанная с возможными вышеперечисленными возмущениям.и без изменения энергетического уровня в гидросистеме предварительного напряжения рабочих валков. После про.хождения последнего импульса с устройства 25 логическое устройство 45 производит сброс памяти в схеме 19, разряд емкости в интегрируюндем усилителе и выдает команду (на чертеже не показано) в блок 17 на включение устройства по новому циклу. Если в результате проведенной настройки регулятора толщины на требуемый параметр ошибка по толщине«Sfiv равна нулю, то. устройством не проигрывается его работа по полному циклу благодаря введению в него анализатора 48 ошибки, логика работы которого заключается в том, что, бставаясь постоянно подключенным к микрометру, он следит за ощибкой - при ее отсутствин производит периодический перезапуск схемы транспортного запаздывания с интервалом, многократно меньщим интервала транспортного запаздывания, а при наличии - выдает команду на продолжение счи„,. тывания импульсов блоком 16 схемы транспортного запаздывания и разрешение па работу схемы аналого-и.мпульсного преобразователя. Выполнение устройства по рассматриваемому алгоритму, позволяющему локальному регулятору толщины проката в прокатной клети осуществлять его поднастройку при изменении параметров собственно объекта (те.мпературы валков, выработки. утечки жидкости и т. д.) в функции показаний измерителя абсолютных параметров (.микрометра 14) при фактически разорванной аналоговой связи между последними. Причем настройка регулятора производится на абсолютный параметр, т. е. реализуется астатическим задатчиком системы автоматического регулирования толщины проката, что в конечном итоге повышает точность и устойчивость устройства в целом без увеличения быстродействия микрометра (требования по быстродействию микрометра снимаются, так как быстродействие регулятора значительно выше последнего и поэтому управляющим (корректирующим) сигналом для него с учетом транспортного запаздывания является апериодический, близкий и интегральный). Быстродействие устройства достигается дополнительно особой реализацией дискретной схемы коррекции объема жидкости, где в каналах 29 и 30 «добавка и «отбавка включены золотниковые распределители 31 и 32, .управляемые импульсами U((1Г1 от усилителей 27 и 28, соответственно управляющие, работой запорных клапанов 33 и 34 и положением исполнительных порщней 35 и 36 дифференциальных цилиндров 37 и 38. Для анализируемого случая, т. е. когда с аналого-импульсного преобразователя поступают и.мпульсы в канал 29 «добавка в исходном состоянии поршень 35 дифференциального цилиндра 37 находится в крайнем нижнем положении. При появлении импульса на электромагнитной катушке (на чертеже не показано) золотникового распределителя 31 последний срабатывает, в результате чего жидкость под давлением управления мгновенно (расход жидкости составляет несколько см) перебрасывает управляемый запорный клапан 33 в крайнее левое положение. По другой цепи через дроссель 43 с калиброванным сечением жидкость поступает во внутреннюю полость дифференциального Цилиндра 37 и перемещает подвижный поршень 35 в крайнее верхнее положение, в результате давление в замкнутом объеме, образованном поршнем 35 и обратным клапаном 39, pesKq возрастает. Обратный клапан 39, настроенный на давление, превышающее давление управления, открывается, и дополнительный объем жидкости из дифференциального цилиндра поступает в замкнутую гидросистему локального предварительного нагружения рабочих валков, т. е. происходит порциональная «добавка жидкости.
При исчезновении импульса с катушки золотника 31 пружина (на чертеже не показано) возвращает золотник в исходное состояние, запорный клапан 33 перебрасывается в крайнее правое положение, подвижной поршень 35 дифференциального цилиндра 37 перемещается в крайнее нижнее положение, а жидкость через обратный клапан 40, настроенный на небольшое давление, заполняет верхнюю полость цилиндра 37. При прохождении следующего импульса с устройства 27 цикл добавки повторяется. Дроссель 43 обеспечивает необходимое превышение во времени срабатывание кл-апана 33 над полным перемещением подвижного поршня 35 дифференциального цилиндра 37. Использование дифференциального исполнения цилиндров 37 и 38 обеспечивает возможность оперировать низким давлением управления при различных вариациях давления в гидросистеме предварительного напряжения рабочих валков, а применение управляемых запорных клапанов 29 и 30 устраняет возможные неконтролируемые утечки жидкости через дискретную схему коррекции объема жидкости, т. е. повышает герметичность упомянутой ранее гидросистемы.
Предлагаемое устройство позволяет осуществить прецизионную прокатку на
длины проката при максимальной длине не.мерной полосы на ее голове, равной TpajHcпортному расстоянию от зоны деформации до зоны измерения при практически безинерционном регулировании. Это обеспечивается благодаря сочетанию электрического управления и гидравлических малоинерционных исполнительных механизмов. Реализация астатического задатчика абсолютной толщины проката в замкнутой системе регулирования толщины проката непрерывно контролируемой, «о при фактически разомкнутой обратной связи регулятор толщины датчик (микрометр), позволяет получить высокодина.мическую, устойчивую, систему с абсолютными качественными характеристиками.
Формула изобретения
Устройство для адаптивной настройки регулятора толщины проката на требуемый параметр, содержащее гидроцилиндры локального предварительного напряжения рабочих валков, образующие в процессе прокатки замкнутую гидросистему, цилиндры гидрораспора опорных валков, следящий золотник и датчик положения рабочих валков, отличающееся тем, что, с целью yвev ичeния быстродействия адаптивной настройки стана на требуемый параметр и прецизионной точности в толщине на всей длине рулона, в него введены дискретная схема коррекции объема жидкости, вход которой подключен через логическую схему аналогоимпульсного преобразователя к микрометру, а выход - к гидроцилиндрам локального предварительного напряжения рабочих валков и анализатор ошибки, вход которого подключен к микрометру, один из выходов подключен к схеме измерения транспортного запаздывания, а второй выход - к входу аналого-импульсного преобразователя.
Источники информации, принятые во внимание при экспертизе
1.Авторское свидетельство СССР № 356004, кл. В 21 В 37/02, 1971.
2.Авторское свидетельство СССР
№ 470322, кл. В 2.1 В 37/08, 1973 (прототип).

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для измерения толщины проката | 1978 |
|
SU751460A1 |
| Устройство для регулирования жесткости прокатной клети | 1977 |
|
SU749479A1 |
| Устройство для автоматического регулирования поперечного профиля прокатываемой полосы | 1972 |
|
SU491421A1 |
| Устройство для регулирования профиля полосы в итерационной электрогидравлической системе автоматической стабилизации толщины проката | 1974 |
|
SU533412A1 |
| Устройство для автоматического регулирования разнотолщинности проката | 1978 |
|
SU766691A1 |
| Устройство для измерения толщины проката | 1979 |
|
SU880535A1 |
| Устройство для измерения толщины проката | 1983 |
|
SU1100021A1 |
| Нажимное устройство | 1980 |
|
SU900906A1 |
| Устройство для автоматического регулирования толщины полосы | 1980 |
|
SU865462A1 |
| Устройство автоматического регулирования толщины полосы на прокатном стане | 1974 |
|
SU529864A1 |