Изобретение относится к пайке. Известны припои для бесфпюсовой пайки, содержащие медь, висмут, свинец, индий, кадмий, галлий. Ледостатком, известных припоев являет- ся то, что они не обеспечивают достаточную коррозионную стойкость паяного соединения. Цель изобретения - повышение коррози онной стойкости паяного соединения. Это достигается тем, что припой дополнительно содержит олово при следующем с отношении компонентов, вес,%: медь 45-65; висмут 14,1-22,2; свинец 7,0-11,0; олово 3,9-6,1; индий 7,0-11,0; кадмий ,2; галлий 1,0-1,5. Для того Iчтобы припой обладал требуемыми качествами, необходима определенная последовательность в его приготовлении. Сначала готовят сплав из висмута, , олова, кадмия, ивдия, галлия, имеющий температуру плавления 39,7-40,4 С, который В расплавпенном состоянии смешиве ют с порошком меди в вибросмесителе в течение 8-12 сек в следующем соотноша- НИИ, вес.%: медь 45-65, сплав - осталь- ное. После смешивания сгшава и порошка меди получают готовый припой пастообраэ ной консистенции, которая сохраняется в течение 1,5-2 час. Для испытания механических СВОЙСТВ припоя были изготовлены образцы диаметром 3 мм и длиной 25 мм. После затвердения образцов на разрывной машине испытывают их прочность на срез (л W) Данные механической прочности для пр поев различного состава приведены в таблице. Как ВИДНО из таблицы, лучшими механическими свойствами обладают припои, содержащие 55-6О% меди, причем затвердевание припоев происходит при температуре ниже 100 С. Для испытания коррозионной стойкости помещали в кипящую, воду образцы, соед1ьненные известными галлиевыыи припоями с большим содержанием галлия, и образцм, соединенный npeonaraehUjiM припоем. Разрушение первых происходит через 15-4О мин., вторых - через 8-10 час.
Температура эксплуатации изделий из адюМИнйёШхсплавов опредопяеа-ся -шмиерату):ой йла й№-иия основного материала. Температуру распая затвердевшехо припоя определяли при нагревании спаяных припоем медных Ьбраэцов, При скорости иагреьапил образцов 8 град/сок и растшиваюшем напряжении 0,2 1/мм температура расная равна 740 1 .
Таким образом, испоцьзование предпа гаемого припоя позволяет снизить температуру пайки изделий из алюминия и его сплавов до 421-100 С, значительно увеличиаъ
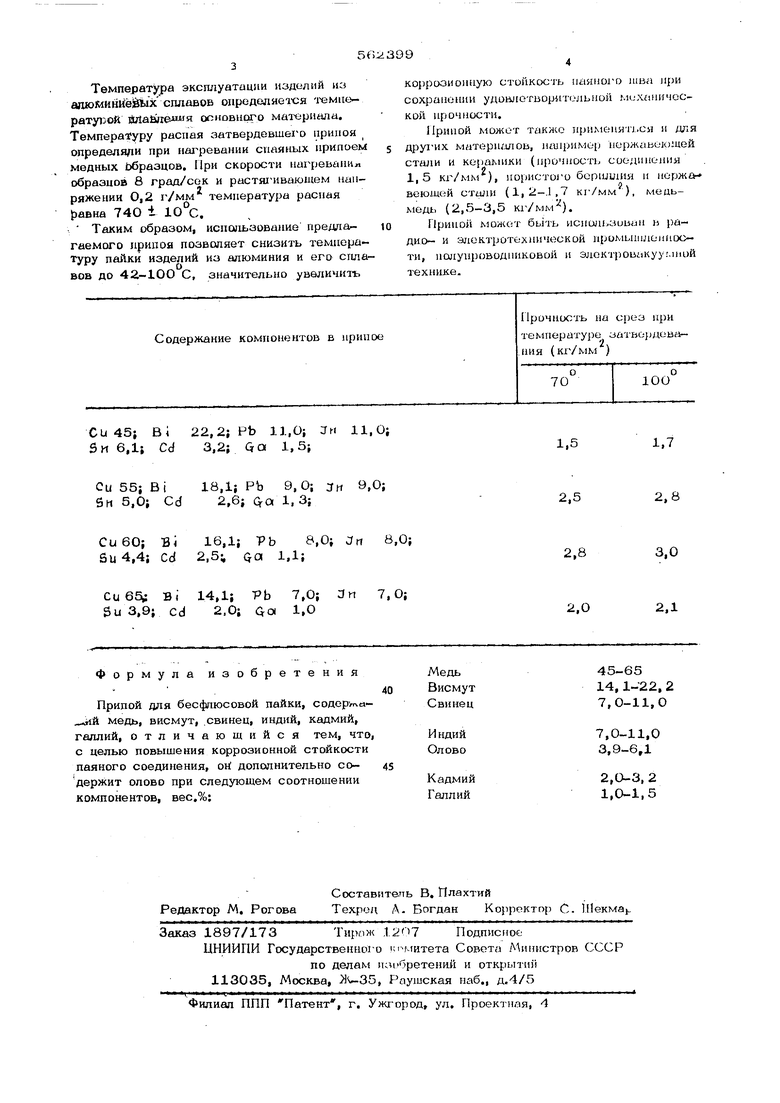
Содержание компонентов в припое
коррозионную стойкость паяного шва лри сохранении удошютьорятольной михааичоской прочности,
Ириной может такяю придмениться и для ДРУ1-ИХ MaTepiuinOB, иш1рцме) нержавеющей стали и керамики (прочность соединения 1,5 кг/мм ), пористого 6epiuuiHH и нержа- веющей стали (1,2-.1,7 кг/мм ), мецьмедь (2,5-3,5 кг/мм).
Приион может быть исиол1 зиван в радио- и электротехнической промышленности, полупроводниковой и элек1ров4)Куу..1иой технике.
Прочность на срез при те мпер атуре затвердевания (кг/мм )
10О
70
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРИПОЙ ДЛЯ БЕСФЛЮСОВОЙ ПАЙКИ | 1992 |
|
RU2012468C1 |
| ПРИПОЙ НА ОСНОВЕ СВИНЦА | 2013 |
|
RU2547979C1 |
| ПРИПОЙ ДЛЯ ПАЙКИ НЕФТЕГАЗОПРОМЫСЛОВОГО ОБОРУДОВАНИЯ | 1994 |
|
RU2070496C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТЕРМОЭЛЕКТРИЧЕСКИХ МОДУЛЕЙ | 2001 |
|
RU2195049C1 |
| БЕССВИНЦОВЫЙ ПРИПОЙ | 2000 |
|
RU2254971C2 |
| ОЛОВЯННЫЙ СПЛАВ ДЛЯ ХУДОЖЕСТВЕННОГО ЛИТЬЯ | 2013 |
|
RU2538065C1 |
| ПРИПОЙ ДЛЯ ПАЙКИ ЦИНКА И ЕГО СПЛАВОВ | 1996 |
|
RU2138378C1 |
| БЕССВИНЦОВЫЙ ПРИПОЙ | 2011 |
|
RU2477207C1 |
| ПРИПОЙ ДЛЯ ПАЙКИ ПРЕИМУЩЕСТВЕННО МЕДИ И СПЛАВОВ НА ОСНОВЕ МЕДИ | 1993 |
|
RU2041783C1 |
| ПРИПОЙ ДЛЯ ПАЙКИ НЕРЖАВЕЮЩИХ СТАЛЕЙ И СПЛАВОВ НА ОСНОВЕ НИКЕЛЯ | 1993 |
|
RU2096150C1 |
Си 45} Bi22,2; Pb 11,0; JH 11,0; SH 6,1; Cd 3,2; С, а 1,5;
Си 55; Bi18,1; Pb 9,0; Гц 9,0;
Srt 5,0; Cd2,6; (Vo 1, 3;
Си 60; Bi 16,1; Pb в,0; Jn 8,0;
Su4,4; Cd2,5; Qa 1,1;
Cu Bi 14,1; Pb 7,0; 3n 7,0; Su 3,9; Cd 2.0; C,a 1,O
1,5
2,8
2,5
3,0
2,8
2,1
2,0
