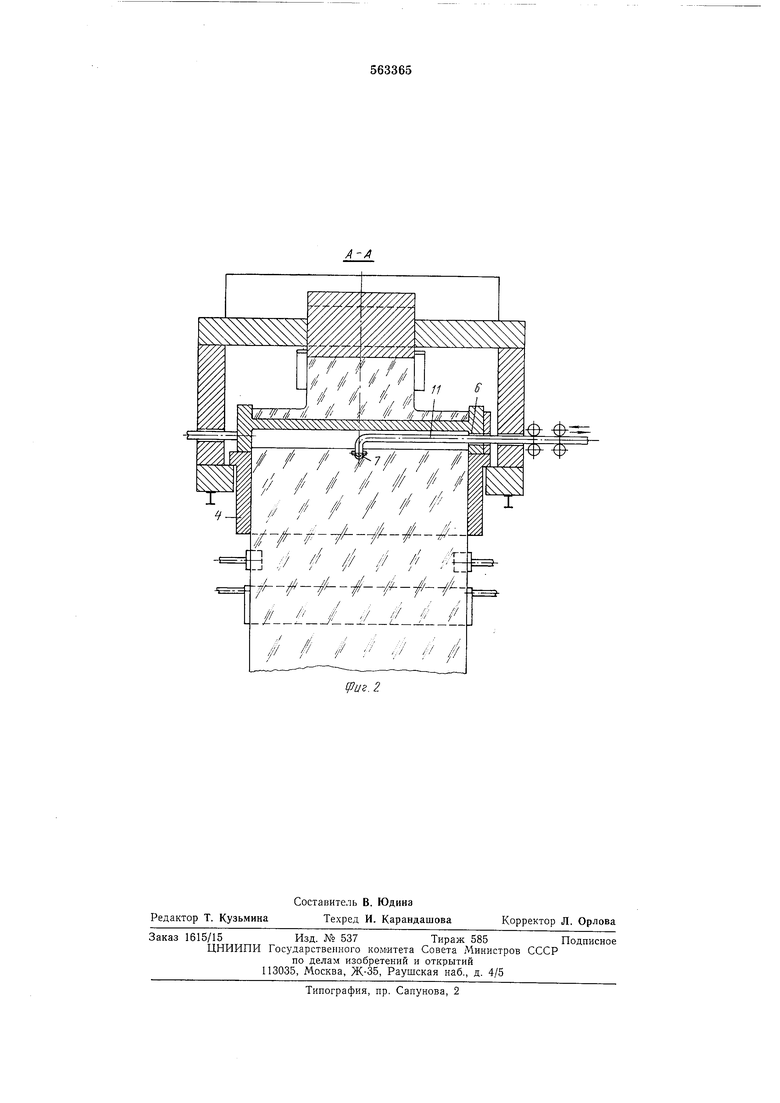
Верхняя часть огнеупорного тела двумя торцовыми стенками (фиг. 2) установлена на борт нижней части формующего тела. В замкнутой камере, образованной верхней 1 и нижней 4 частями огнеупорного формующего тела, расположен распылитель 7 (металлизационный пистолет) для нанесения покрытий. Лента транспортируется валками 8.
Работает устройство следующим образом.
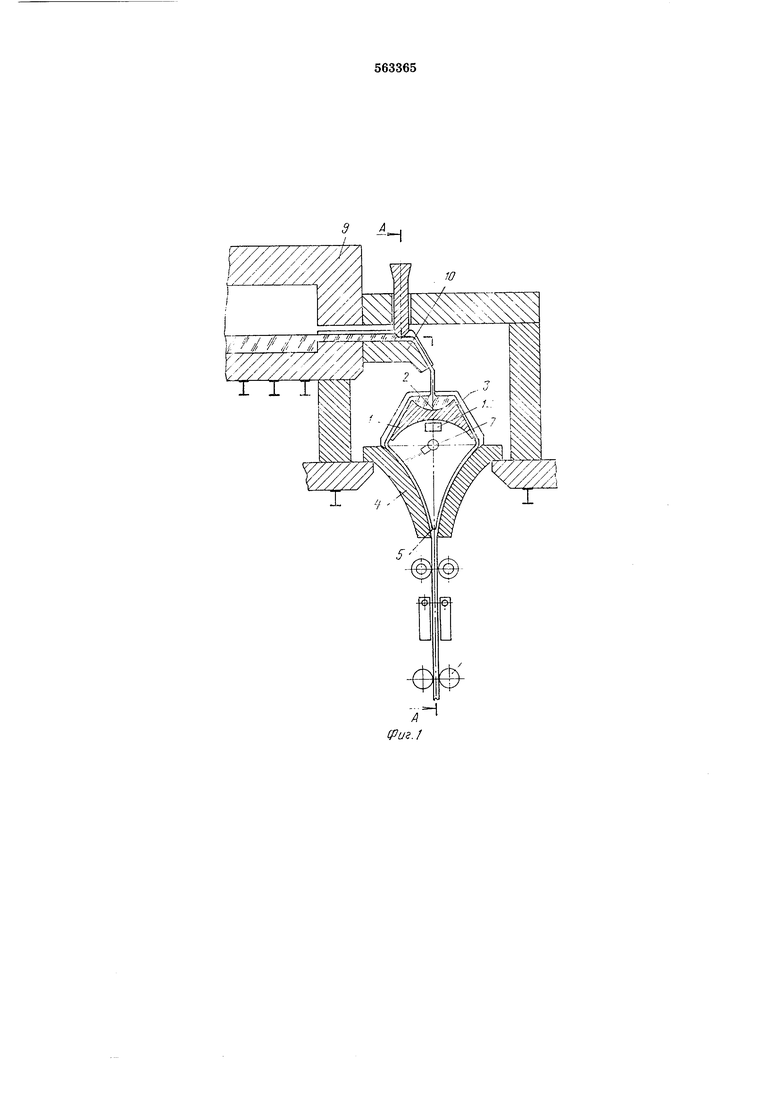
Из стекловаренной печи 9 стекломасса сливается по лотку 10 равномерным слоем в корытообразную емкость. В верхней части 1 формующего тела и по его боковым наклонным рабочим поверхностям 3 с двух сторон стекломасса стекает, увеличивая свою вязкость, и попадает на наклонные поверхности нижней части 4 формующего тела. При дальнейшем стекании стекломассы ее вязкость несколько возрастает и потоки соединяются в формующей щели 5 в единую ленту стекла, которая транспортируется валками 8.
Наносится покрытие на стекаемую по наклонным поверхностям нижней части формующего тела стекломассу при возвратно-поступательном перемещении штанги трубопровода И, введенного в камеру через окна 6 (фиг. 2), с закрепленным на конце распылителем 7 в поперечном направлении к направлению вытягивания ленты стекла.
Трубопровод 12 вытяжной вентиляции и система отсоса камеры служат для удаления
продуктов реакции в виде газов и паров.
Внедрение разработанного устройства позволит получать тонкое листовое стекло (непрерывным способом) с покрытием, которое защищено с двух сторон стеклом, и исключать воздействие паров солей в виде аэрозолей на обслуживающий персонал и оборудование.
Формула изобретения
Устройство для вытягивания ленты стекла сверху вниз, включающее формующее тело, выполненное из верхней и нижней частей с наклонными боковыми рабочими поверхностями,
направленными у нижней части формующего тела навстречу друг другу, распылитель и транспортер, отличающееся тем, что, с целью возможности получения тонколистового стекла с внутренним покрытием, оно снабжено вытяжным трубопроводом, торцовые стороны верхней части формующего тела выполнены с окнами, а ее наклонные рабочие поверхности - расходящимися, причем распылитель размещен между верхней и нижней частями
формующего тела.
Источники информации, принятые во внимание при экспертизе
1. Патент Великобритании № 1359195, кл. С 1 М. 1974.
2. Авторское свидетельство СССР № 95547, кл. С ОЗВ 17/02, 1952.
yL /L J / j--//-/7 -y/ y/- TJ
/ / / / .t: .-/- -/--/-/- 1-...
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО для УПРОЧНЕНИЯ СТЕКЛА | 1973 |
|
SU374806A1 |
| Устройство для вертикального вытягивания ленты стекла | 1983 |
|
SU1288167A1 |
| СПОСОБ ПРОИЗВОДСТВА ФЛОАТ-СТЕКЛА | 1998 |
|
RU2149838C1 |
| Установка для производства листового стекла | 1975 |
|
SU601231A1 |
| ВАННА К УСТАНОВКЕ ДЛЯ ИЗГОТОВЛЕНИЯ ЛИСТОВОГО СТЕКЛА | 1970 |
|
SU285650A1 |
| ЙОТЕНД I | 1970 |
|
SU269825A1 |
| Способ непрерывного производства листового стекла | 1975 |
|
SU617390A1 |
| ПЛУНЖЕРНОЕ УСТРОЙСТВО ДЛЯ ВЫТЯГИВАНИЯ СТЕКЛЯННЫХ ТРУБОК, ПАЛОЧЕК И ТОМУ ПОДОБНЫХ ИЗДЕЛИЙ | 1933 |
|
SU38756A1 |
| Устройство для формования ленты стекла | 1979 |
|
SU857019A1 |
| Устройство для вертикального вытягивания ленты стекла | 1980 |
|
SU939410A1 |