(54)УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ ЛЕНТЫ СТЕКЛА Изобретение относится к промышленности строительных материалов, в част ности к оборудованию для стекольных заводов по производству строительных отделочных листовых материалов и может найти применение для производства прозрачных опалесцирукшщх, глуше ных, окрашенных стекловидных и стекло кристаллических листовых материалов. включая материалы с мраморовидным рисунком, получаемых на основе стекол с высокой (более ) температурой кристаллизации расплава и низкими вязкостями при этих температурах (100-500 П) и может быть использовано как со стеклоформующей прокатной машиной, так и без нее. Известно устройство для формования ленты стекла из обычной стекломассы, включающее канал с боковыми стенками и установленный между ними обогреваемый наклонный выступ для слива стекломассы lУ Однако, с помощью устройства нельзя осуществлять стабильное формование ленты окрашенного стекла с несимметричнь1м неповторяющимся рисунком, так как слив маловязкой жидкотекучей стекломассы с добавкой красителя через наклонный выступ практически не регулируется. В связи с этим на валках прокатной машины иеиэбежио образуется луковица, в которой движущиеся стационарные потоки неравномерно окрашенной стеклсмассы формируют симметрично расположенный в поперечном направлении повторяющийся рисунок. Кроме того, при такой конструкции вводимый в расплав краситель распределяется по всему объему ,ленты стекла, что влечет повышенный его расход. Наиболее близким техническим решением к предлагаемому является устройство для формования ленты стекла, состоящее из сосуда-накопителя со сливной щелью, в котором за счет уров3ня стекломассы поддерживается избыто ное гидростатическое давление ее перед валками прокатной машины 2. Однако такое устройство не может быть использовано для выработки силь но кристаллизующейся стекломассы, так как в месте сопряжения необогреваемой сливной щели сосуда с валками прокатной машины происходит кристаллизация стекломассы. Для нормальной работы устройства необходим разрыв между сосудом и прокатной мащиной. Цель изобретения - обеспечение стабильного получения листового стек ла с неповторяющимся мраморовидным рисунком из быстрокристаллизующейся стекломассы с высокой температурой кристаллизации и малой вязкостью. Поставленная цель достигается тем что в устройстве для формования ленты стекла, включающем обогреваемый сосуд экструдёр из жаропрочного мате риала с верхней накопительной и нижней формующей частями со сливной щелью, по крайней мере, один прокатный валок и Трубопровод подачи краси теля, высота формующей части сосудаэкструдера составляет 0,1-0,3 от высоты накопительной части, а ширина сливной щели - 0,1-0,2 от высоты фор мующей части. RpOMe того, для создания на поверх ности формуемой ленты стекла неповто ряющегося мраморовидного рисунка и снижения расхода красителя, устройст во снабжено установленной с зазором накопительной части экструдера перегородкой, с образованием камеры пода чи основного потока стекломассы и ка меры подачи окращенной стекломассы, при этом величина зазора составляет 0,3-0,5 от ширины сливной щели, а объем камеры для окрашенной стекломассы 0,1-0,3 от объема камеры для основного Потока стекломассы. Соотношения между конструктивными размерами сосуда экструдера: fj 0,1-0,3 Н : а (0,1-0,2).h, где Н - высота накопительной части сосуда; Vl - высота формующей части сосу а -ширина формующей части сосуд Выбор этих соотношений определяет ся гидродинамическими условиями протекания вязкого высокотемпературного расплава через сосуд и возможностью стабильного формования ленты стекла. 94 Высота накопительной части сосуда н определяет величину гидростатического давления расплава, которое тем больше, чем больще величина Н,Высота формующей части сосуда li определяет величину гидродинамического сопротивления сосуда, которое тем больше, чем больще величина |. Ширина формующей части сосуда а также определяет величину гидродинамического сопротивления сосуда, которое тем больше, чем меньше величина а. При постоянном значении а при больщой величине Ь (относительно Н) сосуд окажет столь большое гидродинамическое сопротивление, что через сосуд пройдет лишь маленький поток расплава. При малой величине h (относительно Н) сосуд оказывает малое гидродинамическое сопротивление и расплав протекает через сосуд практически без формования. При постоянном соотношении h С Н/ при малой величине а(относительно h) сосуд оказывает большое гидродинамическое сопротивление и через него протекает слабый поток расплава. При большой величине 01 (относительно h сосуд оказывает малое гидродинамическое сопротивление, и расплав протекает через сосуд практически без формования . Для такой сложной формы сосуда нет методов теоретического расчета потоков жидкости. Кроме того, .расчеты затруднены отсутствием многих параметров материала сосуда и расплава в высокотемпературной области. Для получения необходимых данных было проведено экспериментальное физическое моделирование процессов формования вязкой жидкости(с вязкостями близкими к вязкостям расплавов при температурах формования Были изготовлены из оргстекла модели сосудов с различными соотношениями h, Н и а , h , Эти эксперименты позволили подобрать необходимые соотношения между конструктивными размерами сосуда. После проведения моделирования из платинового сплава Пл ПР 10 бьш изготовлен в натуральную величину сосуд и проведены его испытания (в комплекте с прокатной, машиной) на ванной стекловаренной печи Тульского опытного завода ГИС с формованием. малощелочного стекла СЪ-ТГ
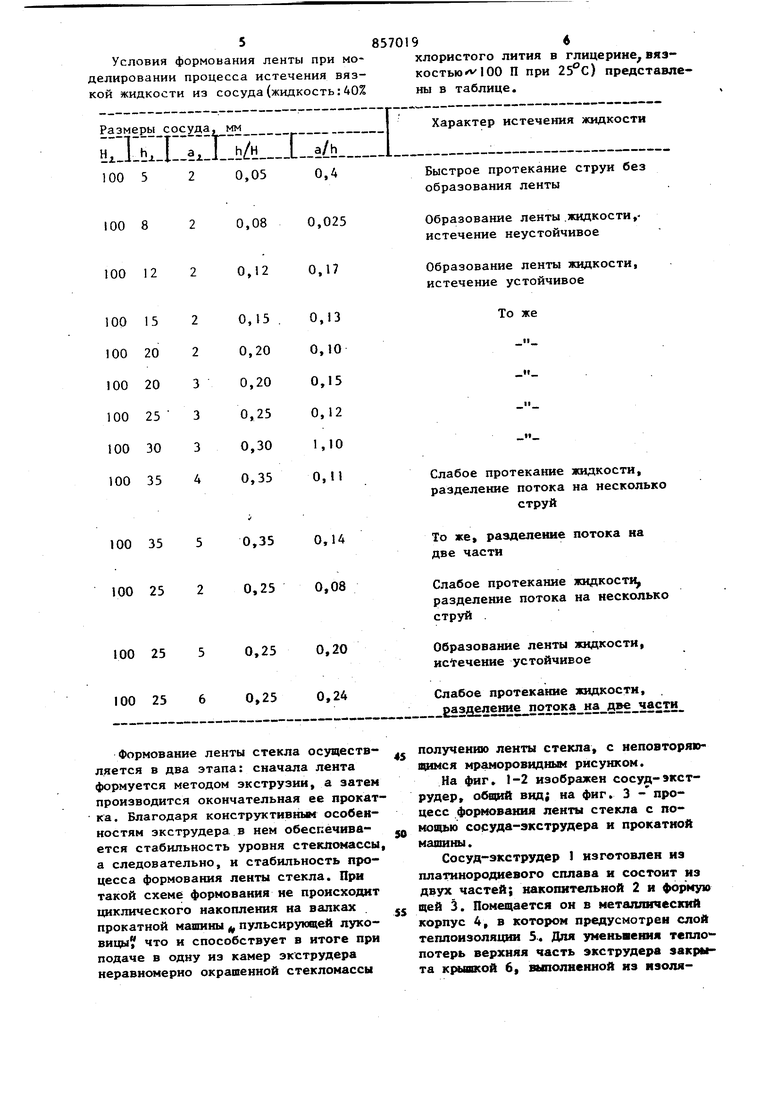
Условия формования ленты при моделировании процесса истечения вязкой жидкости из сосуда(жидкость:40%
8570194
хлористого лития в глицерине,вязкостью л/ 100 П при ) представле ны в таблице.

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления декоративной ленты стекла | 1980 |
|
SU876558A1 |
| Способ изготовления декоративной ленты стекла | 1981 |
|
SU1011568A1 |
| МАШИНА ДЛЯ ПРОКАТКИ НЕПРЕРЫВНОЙ ЛЕНТЫ ИЗ СТЕКЛОМАССЫ С ВЫСОКОТЕМПЕРАТУРНОЙ КРИСТАЛЛИЗАЦИОННОЙ СПОСОБНОСТЬЮ | 1999 |
|
RU2162063C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕКОРАТИВНОЙ ЛЕНТЫ СТЕКЛА | 2003 |
|
RU2286961C2 |
| ДЕКОРАТИВНО-ОБЛИЦОВОЧНЫЙ МАТЕРИАЛ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2000 |
|
RU2174966C1 |
| Способ получения облицовочного материала | 1982 |
|
SU1106791A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕКОРАТИВНОГО ЛИСТОВОГО СТЕКЛА "МЕТЕЛИЦА-СУПЕР" | 1996 |
|
RU2096359C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕКОРАТИВНОГО ЛИСТОВОГО СТЕКЛА | 2001 |
|
RU2238917C2 |
| Калибровочное устройство | 1986 |
|
SU1379250A1 |
| Способ получения декоративного стекла | 1978 |
|
SU779313A1 |
0,08 0,025
100 8
0,12 0,17
100 12
0,35 0,14
100 35
0,25 0,08
100 25
0,20
0,25
100 25
0,24
0,25
100 25
Формование ленты стекла осуществляется в два этапа: сначала лента формуется методом экструзии, а затем производится окончательная ее прокатка. Благодаря конструктивньм особенностям экструдера в нем обеспечивается стабильность уровня стекломассы а следовательно, и стабильность процесса формования ленты стекла. При такой схеме формования ие происходит циклического накопления на валках прокатной машины пульсирующей луковицы что и способствует в итоге при подаче в одну из камер экструдера неравномерно окрашенной стекломассы
Образование ленты .жидкости ,истечение неустойчивое
Образование ленты жидкости, истечение устойчивое
Слабое протекание жидкости, разделение потока иа несколько струй
То же, разделение потока на две части
Слабое протекание жидкост разделение потока на несколько струй .
Образование ленты жидкости, истечение устойчивое
Слабое протекание жидкости, разделение потока
получению ленты стекла, с неповторяю щинся мраморовидным рисунком.
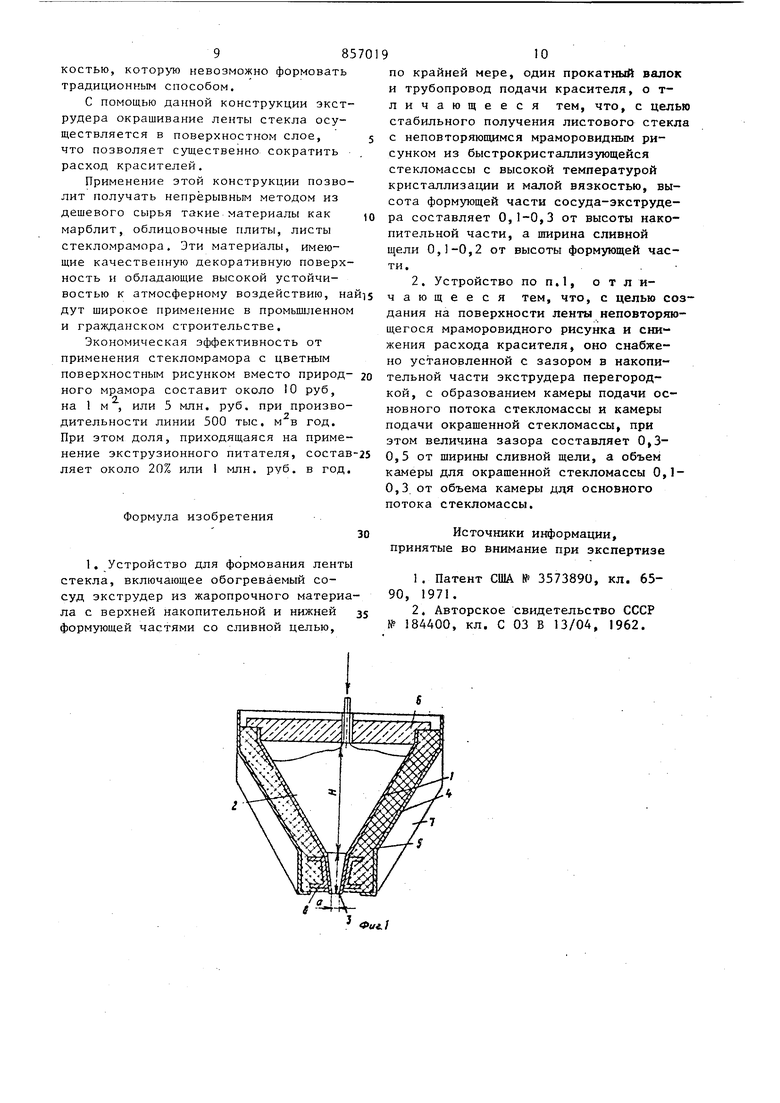
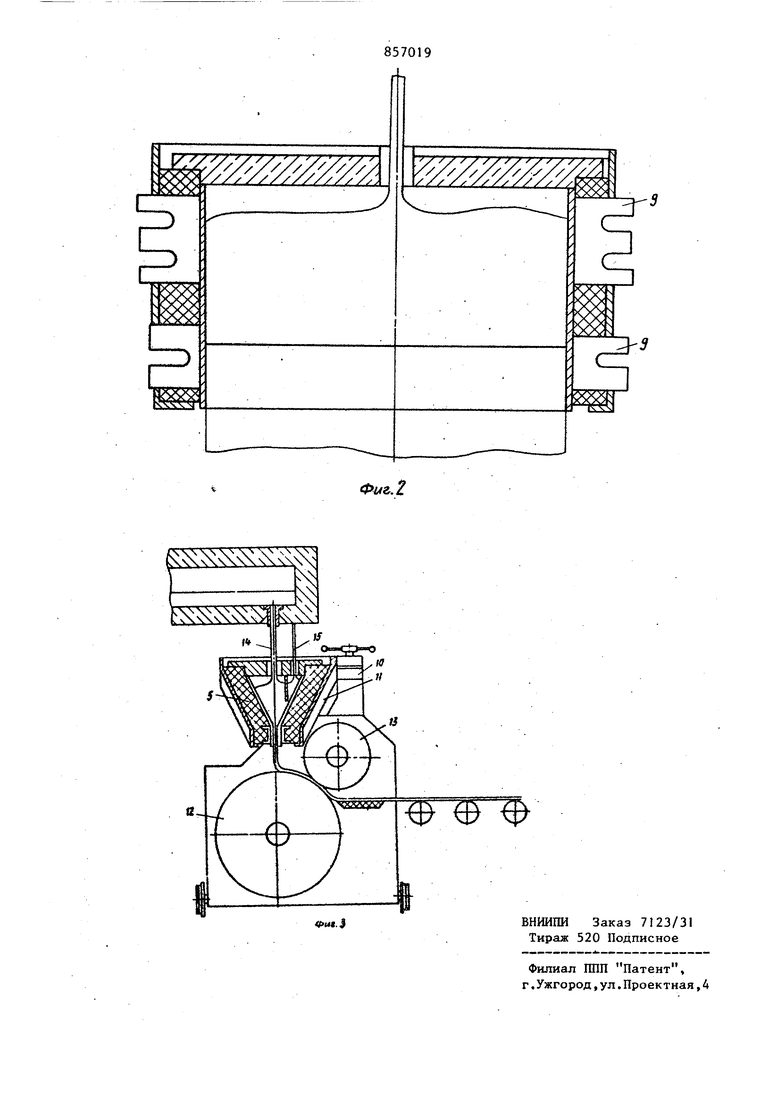
На фиг. 1-2 изображен сосуд-экстРУДер, общий вид; на фиг. 3 -процесс формования ленты стекла с помощью сосуда-экструдера и прокатной машины.
Сосуд-экструдер 1 изготовлен из платинородиевого сплава и состоит из двух частей; накопительной 2 и форму щей 3. Помещается он в металлический корпус 4, в котором предусмотрен слой теплоизоляции 5.. Для уменьшения теплопотерь верхняя часть экструдера закрыта К1ШШКОЙ б, вьтолненной из язоля785ционного материала, с целью обеспечения жесткости всей конструкции металлический корпус А снабжен специальными ребрами 7. Прочность нижней части экструдера обеспечивается швелерообразным профилем 8, Подвод электроэнергии для обогрева экструдера 1 осу ществляется с помощью специальных ток подводов 9, расположенных на его торцевых стенках. Зазор между нижним обрезом экструдера и поверхностью вала прокатной машины регулируется механизмом Ш, При формовании окрашенной ленты стекла накопительная часть экструдера может быть разделена на две камеры перегородкой 11, сообщающиеся в районе перехода накопительной части в формующую по всей щирине сосуда. Пример 1. Требуется получить ленту глушеного стекла шириной 0,5 м толщиной 5 мм, при производительности по стекломассе 300 кг/ч и скорости проката 42 пог. м/ч. Для получения ленты используется малощелочное ликви дирующее стекло СВ-92, имеющее химический состав ,%:Si0267; СаО 26; Mg;0 3;f ACuO, ; 3. Температура верхнего предела кристаллизации ISSO Вязкость расплава в экструдере подде живается постоянной, равной 100 П. Струя стекломассы подается в экст р1НДер 1 , установленный перепрокатной машиной. Для стабильной работы устро ства в заданном режиме ширина сосу да составляет 0,45 м, высота накопительной части равна 300 мм,формующей 60 мм, ширина сливной щели 7 мм. Под действием гидростатического напора расплава при 1370 С из экстру дера формуется первичная лента стекл шириной 0,45 м и толщиной 7 мм. Пере гибаясь в горизонтальном положении, лента стекла подается на поверхность нижнего прокатного вала 12, где она слегка охлаждается, а затем окончательно прокатывается в зазоре между валками 12 и 13 до пшриш 0,50 мм и толщины 5 мм. Примерз. Требуется получить ленту стекломрамора шириной 0,8 м и толщиной 8 мм из ликвидирующего стекла СВ-92, Поверхностное окрашивание производится этим же составом стекла, с добавками 1% СаО.(синий цвет);1% Сг, (зеленый Ц8ет);2% , (серый цвет). 8 Струя 14 основной стекломассы и струя 15 неравномерно закрашенная одним (или несколькими) из упомянутых красителей, подаются в соответствующие камеры экструдера 1. Для получения ленты стекла заданных размеров с поверхностным мраморовидным рисунком, экструдер имеет следующие геометрические размеры: ширина сосуда 0,75 м, высота накопительной части 400 мм, высота формующей части 100 мм, ширина щели 10 мм,; объем камеры для окрашенной стекломассы составляет 0,25 от объема камеры для основной стекломассы, а величина зазора 4 мм. Процесс формования ленты стекла с неповторяющимся мроморовидным рисунком протекает по аналогии с примером 1. Окраска ленты в этом случае происходит лишь в поверхностном слое на глубину не более 1/3 толщины ленты. П р н м е р 3. Конструкция устройства для формования ленты стекла может быть использована в комбинации с одновалковой прокатной машиной, В этом сЗпучае толщина ленты регулирует-: ся с помощью механизма -10 и скорости прокатной машины. При таком варианте использования экструдера можно получить ленту стекла с неповторяющимся мраморовидным рисунком с высококачественной поверхностью. П р и м е р 4, Конструкция устройства для формования ленты стекла может быть использована для получения разнообразных по цвету марблнтов, окрашенных лишь в поверхностном слое. В этом случае в одну из камер 2 подается струя равномерно окрашенной стекломассы. Формование может производиться как на двухвалковой, так и на одновалковой прокатной машине, Приведенная технология формования ленты стекла, технологические и конструктивные параметры (температура, вязкость расплава, ширина щели сосуда, высота его накопительной и формукщей частей, наличие двух камер в накопительной части сосуда)обеспечивают стабильность уровня в экструдере, а следовательно, и стабильность всего процесса формования, в результате чего получается лента стекла с неповторяющ имся мраморовидиым рисунком. Другим существенным достоинством конструкции является возможность формования ленты стекла из сильно К исталлйзующейся стекломассы с малой вяз985костью, которую невозможно формовать традиционным способом. С помощью данной конструкции экструдера окрашивание ленты стекла осуществляется в поверхностном слое, что позволяет существенно сократить расход красителей. Применение этой конструкции позволит получать непрерывным методом из дешевого сырья такие материалы как марблит, облицовочные плиты, листы стекломрамора. Эти материалы, имеющие качественную декоративную поверхность и обладающие высокой устойчивостью к атмосферному воздействию, на дут широкое применение в промышленном и гражданском строительстве. Экономическая эффективность от применения стекломрамора с цветным поверхностным рисунком вместо природного мрамора составит около 10 руб, на 1 м или 5 млн. руб. при производительности линии 500 тыс. м в год. При этом доля, приходящаяся на приме нение экструзионного питателя, соста ляет около 20% или 1 млн. руб. в год Формула изобретения 1. Устройстхзо для формования лент стекла, включающее обогреваемый сосуд экструдер из жаропрочного матери ла с верхней накопительной и нижней формующей частями со сливной целью. по крайней мере, один прокатный валок трубопровод подачи красителя, о тличающееся тем, что, с целью стабильного получения листового стекла с неповторяющимся мраморовидным рисунком из быстрокристаллизующейся стекломассы с высокой температурой кристаллизации и малой вязкостью, высота формующей части сосуда-экструдера составляет 0,1-0,3 от высоты накопительной части, а ширина сливной щели 0,1-0,2 от высоты формующей части. 2. Устройство по П.1, отличающееся тем, что, с целью создания на поверхности ленты неповторяющегося мраморовидного рисунка и снижения расхода красителя, оно снабжено установленной с зазором в накопительной части экструдера перегородкой, с образованием камеры подачи основного потока стекломассы и камеры подачи окрашенной стекломассы, при этом величина зазора составляет 0,30,5 от ширины сливной щели, а объем камеры для окрашенной стекломассы 0,10,3 от объема камеры для основного потока стекломассы. Источники информации, принятые во внимание при экспертизе 1.Патент США № 3573890, кл. 6590, 1971. 2.Авторское свидетельство СССР № J84400, кл. С 03 В 13/04, 1962.
В
