(54) СПОСОБ ПРОКАТКИ СТАЛЬНЫХ СЛИТКОВ
564 он
слитка и обрезку, его дефектных частей, после чего он передается на склад Hntf на заготовочные, листовые станы для последующей прокатки.
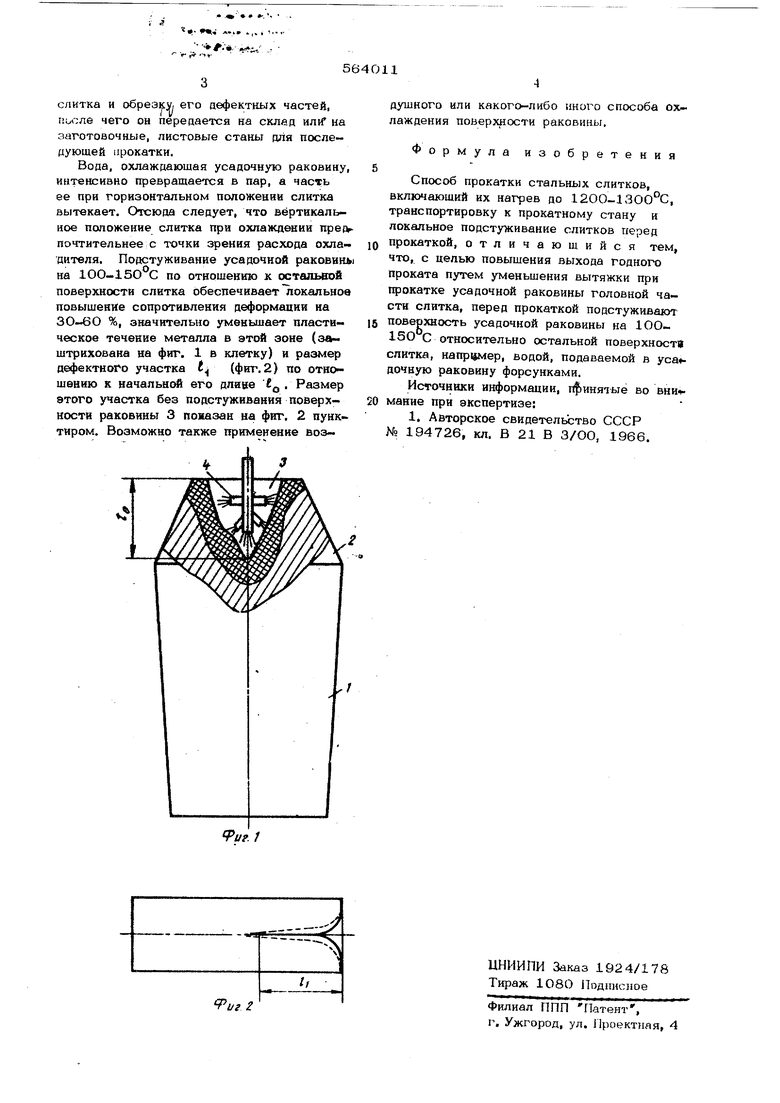
Вода, охлаждающая усадочную раковину, интенсивно превращается в пар, а часть ее при горизонтальном положении слитка вытекает. Отсюда следует, что вертикальное положение слитка при охлаждении npejvпочтительнее с точки зрения расхода охладителя. Подстуживание усадочной раковинь на 1ОО-15О С по отношению к остальвой поверхности слитка обеспечивает локальное повышение сопротивления деформации на ЗО-6О %, значительно уменьшает пластическое течение металла в этой зоне (заштрихована на фиг. 1 в клетку) и размер дефектного участка t (фиг. 2) по отношению к начапьн его дливе t .Размер этого участка без подстуживания поверхности раковины 3 показан на фиг. 2 пунктиром. Возможно также применение воз-L душного или какого-либо иного способа охлаждения поверхности ракови 1ы.
Ф
ормула изобретения
Способ прокатки стальных слитков, включающий их нагрев до 1200-1 хЗОО°С, транспортировку к прокатному стану и локальное подстуживание слитков перед
прокаткой, отличающийся тем, что, с целью повышения выхода годного проката путем уменьшения вытяжки при прокатке усадочной раковины головной части слитка, перед прокаткой подстуживают
поверхность усадочной раковины на 1ОО- ISO С относительно остальной поверхности слитка, например, водой, подаваемой в уса дочную раковину форсунками.
Источники информации, п|)иня1ые во вни мание при экспертизе:
1, Авторское свидетельство СССР 194726, кл. В 21 В З/ОО, 1966.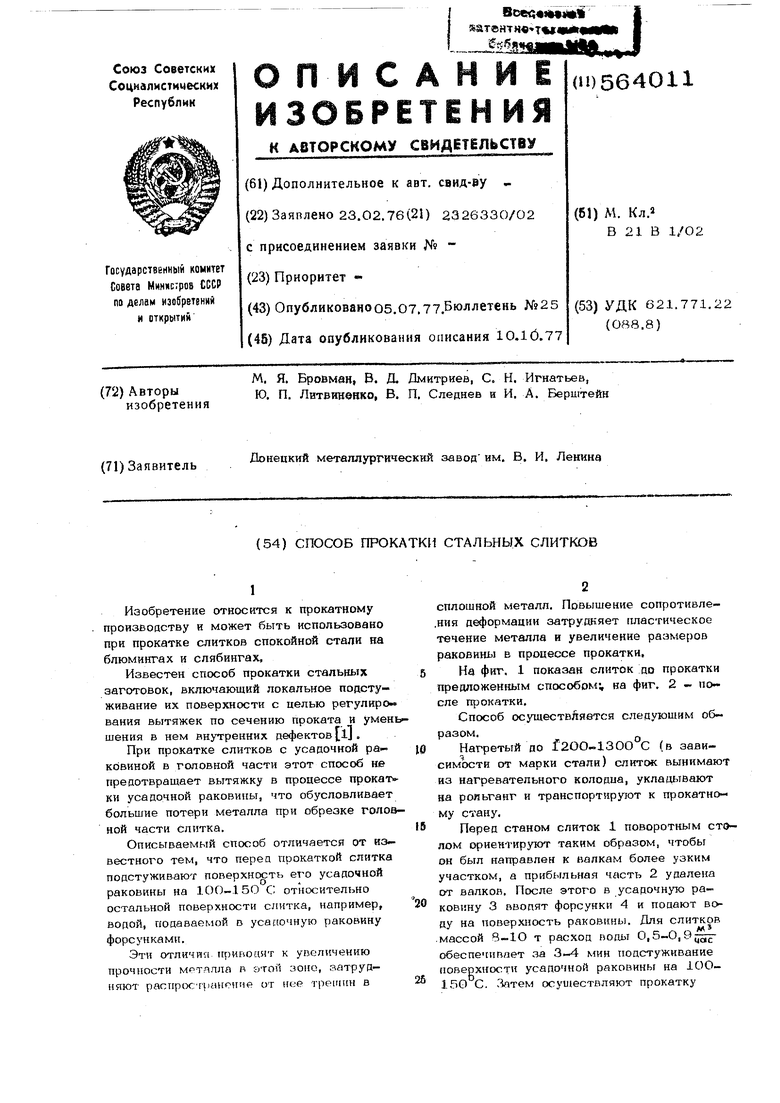
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ прокатки сортового металла и катанки | 1989 |
|
SU1729646A1 |
| СПОСОБ ПРОШИВКИ СЛИТКОВ И ЗАГОТОВОК ИЗ СПЛАВОВ НА ОСНОВЕ ТИТАНА В ГИЛЬЗЫ В СТАНАХ КОСОЙ ПРОКАТКИ | 2005 |
|
RU2296019C1 |
| Способ прокатки толстых листов из слитков | 1988 |
|
SU1519802A1 |
| СПОСОБ ПОПЕРЕЧНО-ВИНТОВОЙ ПРОШИВКИ | 2004 |
|
RU2288056C2 |
| СПОСОБ ПРОШИВКИ СЛИТКОВ И ЗАГОТОВОК ИЗ СПЛАВОВ НА ОСНОВЕ ТИТАНА | 2005 |
|
RU2288057C1 |
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ГОРЯЧЕДЕФОРМИРОВАННЫХ ТРУБ БОЛЬШОГО И СРЕДНЕГО ДИАМЕТРОВ НА ТРУБОПРОКАТНЫХ УСТАНОВКАХ С ПИЛИГРИМОВЫМИ СТАНАМИ ИЗ НЕПРЕРЫВНОЛИТЫХ ЗАГОТОВОК | 2013 |
|
RU2545962C2 |
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ХЛАДОСТОЙКИХ И КОРРОЗИОННО-СТОЙКИХ ТРУБ РАЗМЕРОМ 377×9-16 И 426×9-18 мм НА ТПУ 8-16 C ПИЛИГРИМОВЫМИ СТАНАМИ С ПОВЫШЕННЫМИ ТРЕБОВАНИЯМИ ПО КРИВИЗНЕ | 2013 |
|
RU2542150C2 |
| СПОСОБ ПРОИЗВОДСТВА ПЕРЕДЕЛЬНЫХ ТРУБ БОЛЬШОГО И СРЕДНЕГО ДИАМЕТРОВ ИЗ СПЛАВОВ НА ОСНОВЕ ТИТАНА | 2012 |
|
RU2511190C1 |
| СПОСОБ ПРОИЗВОДСТВА ПЕРЕДЕЛЬНЫХ ТРУБ РАЗМЕРОМ 426×34×10500±250 мм НА ТПУ 8-16" С ПИЛИГРИМОВЫМИ СТАНАМИ ИЗ ЗАГОТОВОК ТИТАНОВОГО СПЛАВА GR 29 | 2012 |
|
RU2523404C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТАЛЬНЫХ ЛЕНТ, В ЧАСТНОСТИ ИЗГОТОВЛЕНИЯ РЕЖУЩИХ ИНСТРУМЕНТОВ ИЛИ ИНСТРУМЕНТОВ ДЛЯ ОБРАБОТКИ РЕЗАНИЕМ С УЛУЧШЕННОЙ СТОЙКОСТЬЮ | 2014 |
|
RU2664495C2 |
