Изобретение относится к обработке металлов давлением и может быть использова- но при прокатке сортовых профилей и катанки преимущественно из труднодефрр- мируемых марок сталей.
Цель изобретения - повышение выхода годного путем равномерного распределения дефектного слоя по периметру сечения проката.
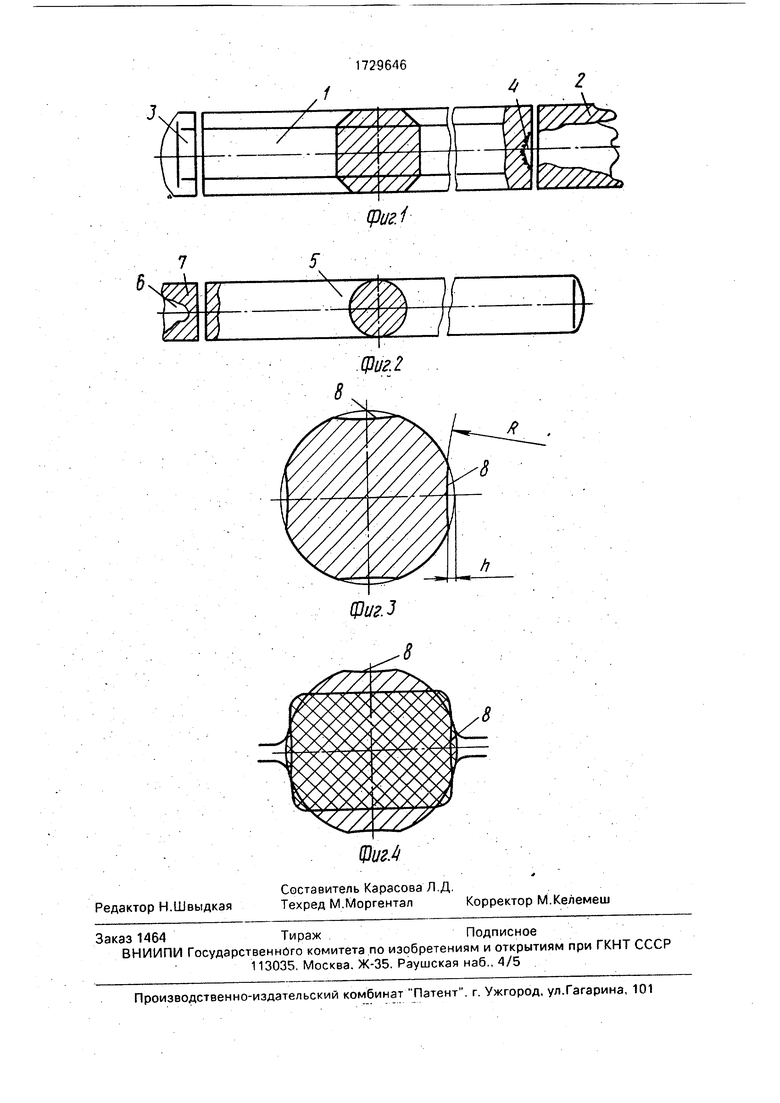
На фиг.1 показана промежуточная заготовка, прокатанная из слитка на обжимном стане; на фиг.2 - заготовка после деформации на стане радиально-сдвиговой прокатки; на фиг.З - заготовка после зачистки поверхностных дефектов, сечение; на фиг.4 - схема прокатки зачищенной заготовки в первом калибре стана продольной прокатки.-
Для получения сортового металла и катанки слиток из Труднодеформируемой стали нагревают до температуры деформации и прокатывают на обжимном стане в промежуточную восьмигранную заготовку 1, при этом слиток задают в валки прибыльной частью, чередуя деформирующие проходы с холостыми. После прокатки от заготовки 1 отрезают прибыльную 2 и донную 3 части слитка, причем прибыльную часть 2 отрезают не полностью, а оставляют часть дефектного металла с усадочной раковиной 4. Затем промежуточную заготовку 1 после повторного нагрева задают в валки стана радиально-сдвиговой прокатки донной частью, т.е. после разворота на 180°, прокатывают ее и получают круглый раскат 5. При радиально-сдвиговой прокатке на задней
XI
ю ю о
4 О
части раската образуется утяжина 6, совмещенная с остатком усадочной раковины 4 слитка. Утяжину 6 удаляют в технологические отходы вместе с задним концом 7 круглого раската.
После охлаждения раската 5 по всей его длине в четырех диаметрально противоположных местах удаляют поверхностный дефектный слой металла на глубину h, равную 0,02-0,05 диаметра раската, образуя площадки 8 радиусом R, равным размеру инструмента, например абразивного круга или фрезы. Зачищенную заготовку после нагрева прокатывают на стане продольной прокатки, ориентируя ее посредством площадок 8 в калибрах стана, при этом в первом калибре заготовку ориентируют так, чтобы две противоположные площадки контактировали с дном ручьев этого калибра, а две другие площадки попадали в разъем (фиг. 4), в последующих проходах ориентацию не изменяют.
П р и м е р 1. Для получения катанки диаметром 6 мм на обжимном стане 850 прокатывали слиток размерами 360x380 мм, массой 3,05 т из стали св. 08Х20Н9Г7Т за 9 проходов и получали промежуточную восьмигранную заготовку с диаметром вписанной окружности 180 мм, при этом слиток задавали в валки прибыльной частью, чередуя рабочие проходы с холостыми. После прокатки в промежуточной заготовке удаляли донную часть слитка и 80% прибыльной части. После разрезки и повторного нагрева заготовки прокатывали на стане радиально- сдвиговой прокатки на круглый профиль диаметром 100 мм, причем в валки этого стана заготовки задавали противоположным концом. В прокатанных заготовках удаляли утянутую заднюю часть раската с остатками прибыли слитка длиной 220 мм. затем круглый раскат прокатывали на непрерывном стане продольной прокатки за 25 проходов на катанку диаметром б мм.
Выход годного при прокатке слитка по данному способу составил 80,3%..
Пример 2. По предлагаемой технологии прокатывали пять слитков из стали св.
08Х20Н9Г7Т на катанку диаметром 6 мм, при этом после деформации на стане ради- ально-сдвиговой прокатки круглый оаскат диаметром 100 мм зачищали абразивными кругами диаметром 600 мм и по всей длине раската в
четырех местах сечения снимали слой металла на глубину соответственно 2, 3, 4, 5 и 6 мм, т.е. 0,02-0,06 диаметра. Зачищенные заготовки прокатывали на стане 250 при ориентации площадок по дну и разъему калибров. В полученной катанке оценивали выход годного и сравнивали с известным способом. Выход годного составлял 79,1 %.
Результаты приведены в таблице. Результаты показывают, что данный
способ обеспечивает увеличение выхода годного при прокатке катанки 6 мм из стали 08Х20Н9Г7Т на М-2,0%.. Использование способа обеспечивает экономию металла в среднем 18 кг/т.
Формула изобретения
Способ прокатки сортового металла и . катанки, включающий нагрев и деформацию
слитка на обжимном стане с получением . промежуточной заготовки, удаление прибыльной и донной частей слитка и зачистку поверхностного слоя металла с четырех диаметрально противоположных сторон заготовки по ее длине, повторный нагрев и прокатку зачищенной заготовки на стане продольной прокатки, отличающийся тем, что, с целью повышения выхода годного, перед зачисткой промежуточную заго.товку деформируют на стане радиально-сдвиговой прокатки, при этом заготовку задают в валки стана противоположным концом, а зачистку производят на глубину 0,02-0,05 диаметра заготовки.
:фиг2
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОКАТКИ СЛЯБОВ ИЗ СЛИТКОВ | 2010 |
|
RU2453384C2 |
| Способ прокатки слитков и заготовок | 1987 |
|
SU1480906A1 |
| СПОСОБ ПРОИЗВОДСТВА СОРТОВОГО ПРОКАТА ИЗ НЕПРЕРЫВНОЛИТОЙ ЗАГОТОВКИ | 1997 |
|
RU2119394C1 |
| Способ получения круглого сортового проката | 1990 |
|
SU1816236A3 |
| Способ получения сортовых профилей | 1974 |
|
SU485618A1 |
| СПОСОБ ПРОКАТКИ ЗАГОТОВОК РАЗДЕЛЕНИЕМ | 2000 |
|
RU2176165C1 |
| СИСТЕМА КАЛИБРОВ ВАЛКОВ ПРОКАТНОГО СТАНА | 2003 |
|
RU2255819C2 |
| Способ производства прокатных заготовок | 1979 |
|
SU799225A1 |
| Способ получения сплошных прутков | 1990 |
|
SU1776468A1 |
| СПОСОБ ПРОКАТКИ СЛИТКОВ НА ОБЖИМНЫХ, ЗАГОТОВОЧНЫХ И СОРТОВЫХ СТАНАХ | 2003 |
|
RU2243041C1 |
Изобретение относится к обработке металлов давлением и может быть использовано при прокатке сортовых профилей и катанки преимущественно из труднодеформируемых сплавов. Цель изобретения - повышение выхода годного. Сущность способа заключается в деформации нагретого слитка на обжимном стане для получения промежуточной заготовки, удалении прибыльной и донной частей слитка и зачистке поверхности заготовки с четырех противоположных сторон по ее длине, затем повторный нагрев и прокатка на стане продольной прокатки. Особенность способа состоит в деформации промежуточной заготовки на стане радиально-сдвиговой прокатки, при этом заготовку задают противоположным концом. Зачистку заготовки перед продольной прокаткой производят на глубину 0,02- 0,05 диаметра заготовки. Это позволяет осуществить равномерное распределение дефектного слоя по периметру сечения проката, уменьшить концевую обрезь. 4 ил., 1 табл. сл с
фиг.З
| Способ прокатки сортового металла | 1978 |
|
SU710679A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Способ зачистки заготовок проката | 1984 |
|
SU1255230A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
