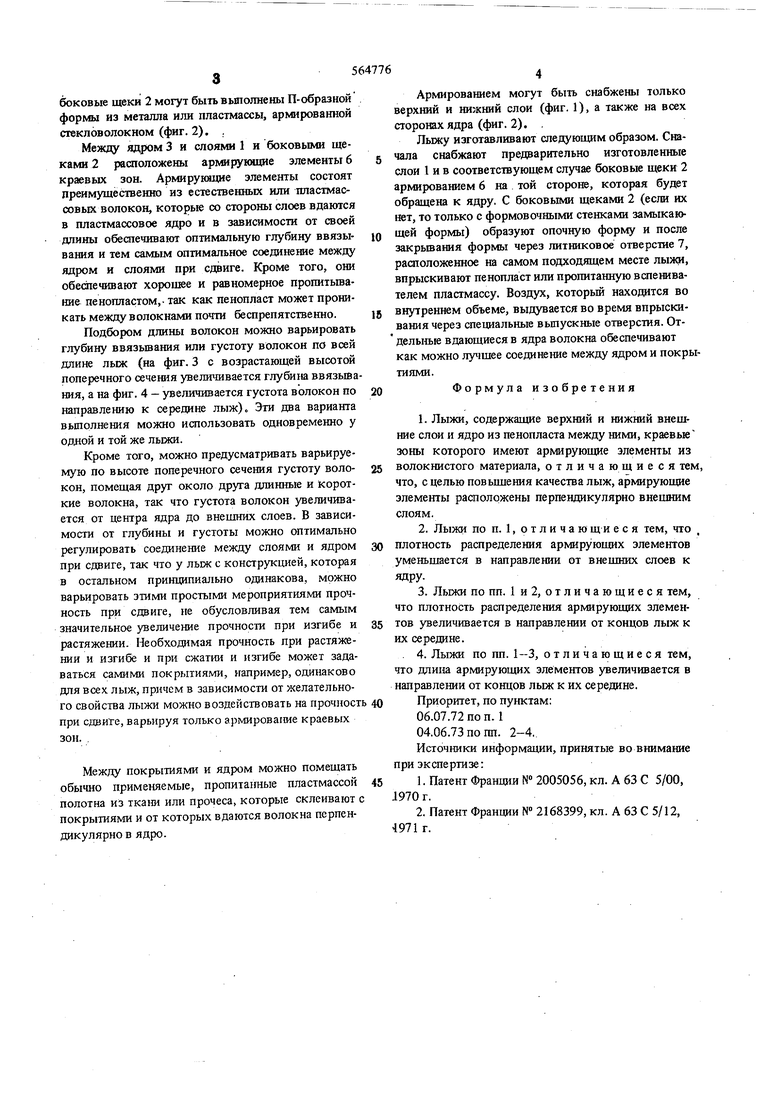
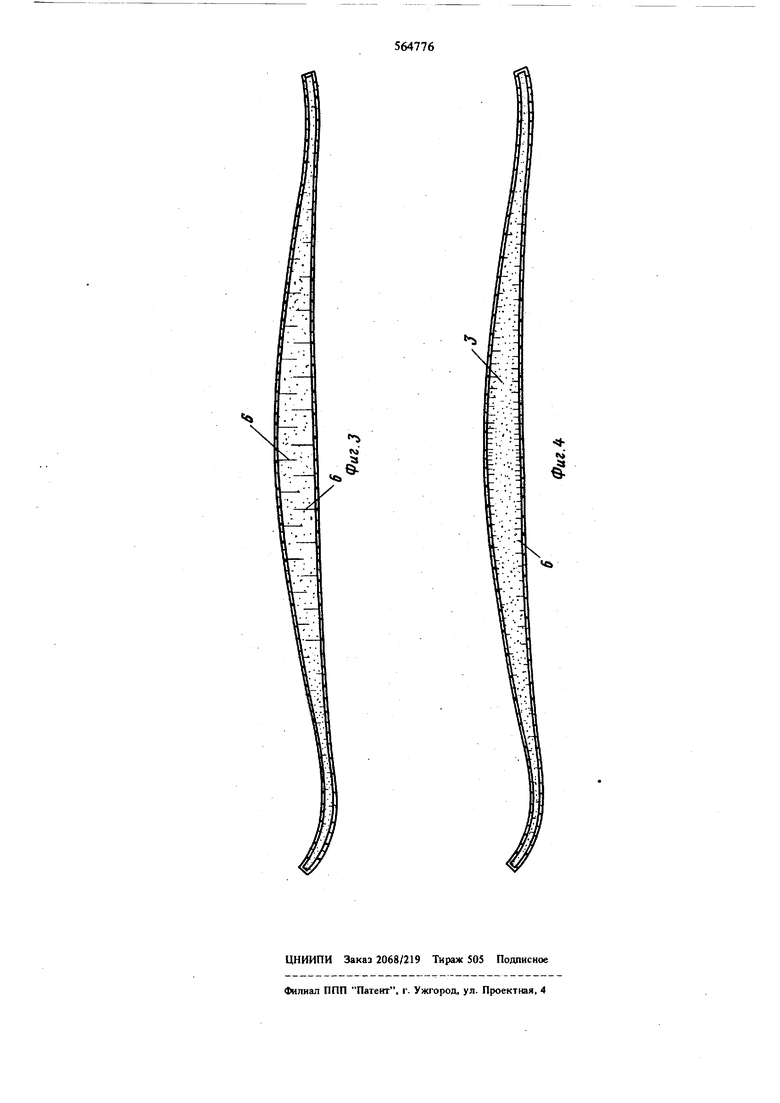
(54) ЛЫЖИ боковые щеки 2 могут быть выполнены П-образной формы из металла илн пластмассы, армированной стекловолокном (фиг. 2). . Между ядром 3 и слоями 1 и боковыми щеками 2 расположены армирующие элементы 6 краевых зон. Армирующие элементы состоят преимущественно из естественных или пластмассовых волокон, которые со стороны слоев вдаются в пластмассовое ядро и в зависимости от своей длины обеспечивают оптимальную глубину ввязывания и тем самым оптимальное соединение между ядром и слоями при сдвиге. Кроме того, они обешечивают хорошее и равномерное пропитьгоание пенопластом,- так как пенопласт может проникать между волокнами почти беспрепятственно. Подбором длины волокон можно варьировать глубину ввязывания или густоту волокон по всей длине лыж (на фиг. 3 с возрастающей высотой поперечного сечения увеличивается глубиш ввязыва ния, а на фиг. 4 - увеличивается густота волокон по направлению к середине лыж). Эти два варианта вьтолнения можно использовать одновременно у одлой и той же лыжи. Кроме того, можно предусматривать варьируемую по высоте поперечного сечения густоту волокон, помещая друг около друга длинные и короткие волокна, так что густота волокон увеличивается от центра ядра до внешних слоев. В зависимости от глубины и густоты можно оптимально регулировать соединение между слоями и ядром при сдвиге, так что у лыж с конструкцией, которая в остальном принципиально одинакова, можно варьировать этими простыми мероприятиями прочность при сдвиге, не обусловливая тем самым значительное увеличение прочности при изгибе и растяжении. Необходимая прочность при растяжении и изгибе и при сжатии и изгибе может задаваться самими покрытиями, например, одинаково для всех лыж, причем в зависимости от желательного свойства лыжи можно воздействовать на прочность при сдвиге, варьируя только армирование краевых зон. Между покрытиями и ядром можно помещать обычно применяемые, пропита1гаые пластмассой полотна из ткани или прочеса, которые склеивают с покрытиями и от которых вдаются волокна перпендикулярно в ядро. Армированием могут быть снабжены только верхний и нижний слои (фиг. 1), а также на всех сторонах ядра (фиг. 2). . Лыжу изготавливают следующим образом. Сначала снабжают предварительно изготовленные слои I и в соответствующем случае боковые щеки 2 армированием 6 на . той стороне, которая будет обращена к ядру. С боковыми щеками 2 (если их нет, то только с формовочными стенками замыкающей формы) образуют опочную форму и после закрывания формы через литниковое отверстие 7, расположенное на самом подходящем месте лыяда, впрыскивают пенопласт или пропитанную вспенивателем пластмассу. Воздух, который находится во внутреннем объеме, выдувается во время впрыскивания через специальные вьшускные отверстия. 0тдельные вдающиеся в ядра волокна обеспечивают как можно лучщее соединение между ядром и покрытиями. Формула изобретения 1.Лыжи, содержащие верхний и нижний внещние слои и ядро из пенопласта между ними, краевью зоны которого имеют армирующие элементы из волокнистого материала, отличающиеся тем, что, с целью повьпнения качества лыж, армирующие злементы расположены перпендикулярно внешним слоям. 2.Лыжи по п. 1, о т л и ч а ю щи е с я тем, что плотность распределения армирующих элементов меньшается в направлении от внешних слоев к дру. 3.Лыжи попп. 1 и 2, отличающиеся тем, то плотность распределения армирующих элеменов увеличивается в направлении от концов лыж к х середине. 4.Лыжи по пп. 1-3, отличающиеся тем, то дли1а армирующих элементов увеличивается в аправлении от концов лыж к их середине. Приоритет, по пунктам: 06.07.72по п. 1 04.06.73по пп. 2-4. Источники информации, принятые во внимание ри экспертизе: 1.Патент Франции № 2005056, кл. А 63 С 5/00, 970 г. 2.Патент Франции № 2168399, кл. А 63 С 5/12, 971 г.
r//if/////-(YrV i -:r:/r/ r/ ; .VH-llV livirvp
I
(
m
// ГУЧХ NX NX
////7/7/
у///////. //////7///
Шт
ХхЧЧЧлЛ
//7//.
Фиг 1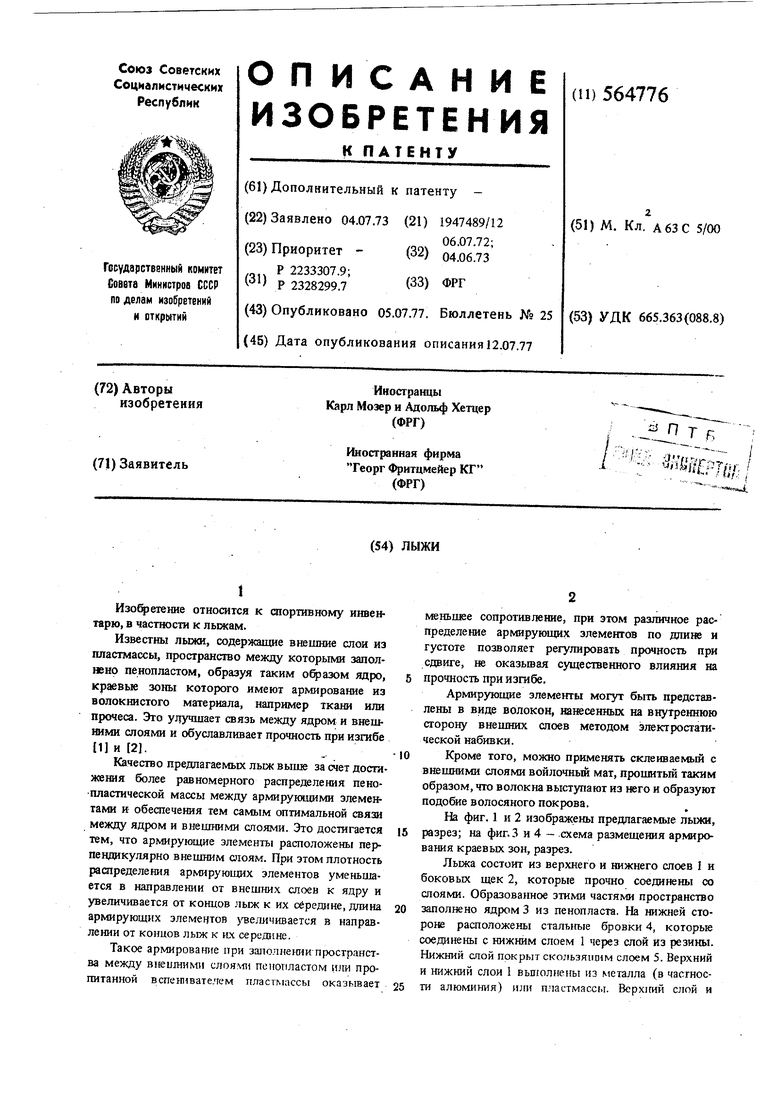
| название | год | авторы | номер документа |
|---|---|---|---|
| СТРОИТЕЛЬНАЯ ПЛИТА, ПРИГОДНАЯ В КАЧЕСТВЕ НОСИТЕЛЯ ОБЛИЦОВОЧНОЙ ПЛИТКИ | 2010 |
|
RU2448222C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЧАСТИЧНО АРМИРОВАННЫХ ПЛАСТМАССОВЫХ ДЕТАЛЕЙ И ПЛАСТМАССОВЫЕ ДЕТАЛИ (ВАРИАНТЫ) | 1999 |
|
RU2228265C2 |
| СПОСОБ ПРОИЗВОДСТВА БРОНЕПАНЕЛЕЙ НА ОСНОВЕ ЦЕМЕНТА | 2009 |
|
RU2492054C2 |
| Способ получения армированных пенопластов | 1989 |
|
SU1647012A1 |
| СЛОИСТЫЕ БРОНЕПАНЕЛИ НА ОСНОВЕ ЦЕМЕНТА | 2009 |
|
RU2487219C2 |
| СИСТЕМА БРОНЕПАНЕЛИ НА ОСНОВЕ ЦЕМЕНТА | 2009 |
|
RU2491493C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВЫСОКОПРОЧНЫХ ТРУБ-ОБОЛОЧЕК ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ (ВАРИАНТЫ) | 1996 |
|
RU2107622C1 |
| КОМПОЗИЦИЯ ДЛЯ ПОКРЫТИЯ КОРДА, КОРД ДЛЯ АРМИРОВАНИЯ РЕЗИНЫ, ИЗГОТОВЛЕННЫЙ С ПОКРЫТИЕМ ИЗ УКАЗАННОЙ КОМПОЗИЦИИ, И ИЗДЕЛИЕ ИЗ РЕЗИНЫ, ИЗГОТОВЛЕННОЕ С ПРИМЕНЕНИЕМ УКАЗАННОГО КОРДА | 2005 |
|
RU2321608C1 |
| СИНТЕТИЧЕСКОЕ ВОЛОКНО, СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ, ЦЕМЕНТНЫЙ ПРОДУКТ, СОДЕРЖАЩИЙ УКАЗАННОЕ ВОЛОКНО, И СПОСОБ ИЗГОТОВЛЕНИЯ УКАЗАННОГО ЦЕМЕНТНОГО ПРОДУКТА | 2007 |
|
RU2339748C1 |
| ТРУБА ГРЕБНОГО ВАЛА ИЗ КОМПОЗИЦИОННОГО МАТЕРИАЛА | 1992 |
|
RU2011605C1 |

///7/7/7/7/7/7/7/7/7///7/7///7///7/
).) ) iy) ) иЯ))/) ш
(
xvvvwvv учхчххчЧЧчЧ.ЧчЧУч //// //
х у лхууч у ч х учч.учхуу ////////у
У///У////////////////////У7.
Фиг. 2
