Изобретение относится к области машиностроения и могут быть использованы при изготовлении труб-оболочек из композиционных материалов, применяемых в изделиях авиационно-космической техники, баллонах давления, трубопроводах нефтехимической и газовой промышленности, строительстве, при прокладке коммутаций.
Известны способы изготовления цельнонамотанных оболочек из композиционных материалов, включающие пропитку нитей связующим, укладку прядей нитей в виде лент на оправку с различным углом наклона к оси ее вращения с формированием несущих слоев, термообработку с отверждением связующего и извлечение оправки (патент США N 3047191, кл. 220-83, 1962, [1].
Основной проблемой таких оболочек является обеспечение их герметизации. Поэтому при изготовлении высокопрочных оболочек под наматываемые слои из армирующих нитей вводят герметизирующие слои (патент Франции N 1414309, B 64 D) [2].
Введение герметизирующих слоев увеличивает вес изделий, что нежелательно.
В патенте [3] после намотки слоев лент из однонаправленных нитей, пропитанных связующим, слои дополнительно допропитывают и обжимают для их уплотнения с последующим отверждением. Введение дополнительной пропитки увеличивает трудоемкость и энергозатраты на изготовление оболочки.
В заявке [4] на оправку перед намоткой слоев из пропитанных нитей наносят жесткую прочную и воздухонепроницаемую резину, наличие которой увеличивает вес, что уменьшает эффективность применения высокопрочных и высокомодульных арамидных волокон.
Для получения герметичных оболочек формируют слои в сочетании с термопластичными пленками, укладываемыми между ними [5].
Полученная структура армирования по своим физико-механическим свойствам остается разнородной по толщине стенки оболочки, не обеспечивает совместимость работы нити и матрицы, что сказывается на проявлении деформаций сдвига, приводящих к расслоениям.
В высокопрочных трубах [6] для увеличения межслоевой прочности используют слои стеклоткани. Для обеспечения лучшего взаимодействия с армирующим волокном используют модифицированные термопласты [7].
Проектирование оболочек производится с учетом допущений того, что связующее действует как среда, передающая равномерно напряжения по всей намотанной конструкции, максимально допустимые деформации связующего выше деформаций волокна. Использование подходящего связующего, модуль упругости которого значительно ниже модуля упругости волокна, гарантирует, что произойдет разрушение волокна, а не связующего, и тем самым будет обеспечена максимальная эффективность [8].
Однако, как показывают испытания труб (Справочник по композиционным материалам, книга II, по редак. Дж. Любина, М.: Машиностроение. 1988, с.231-237), при нагружении сравнительно быстро начинается растрескивание связующего, полученные характеристики носят нелинейный характер, из-за расслоений начинается утечка среды. Эффективность труб из высокомодульных волокон может быть повышена, как отмечается, с использованием термопластичных слоев и за счет уплотнения нитей. Из-за различной ориентации волокон между слоями возникают межслойные касательные напряжения, приводящие к преждевременному разрушению трубы (Келли А, Высокопрочные материалы, - М.: Мир, 1976, с.202-206).
Явление разрушения связующего в процессе деформирования имеет место из-за хрупкого разрушения слоев, растягиваемых поперек волокон, что приводит к значительному снижению жесткости материала. Нарушение сплошности композиционного материала наступает при нагрузках, весьма далеких от разрушающих. Об этом свидетельствует начало нелинейного участка зависимости деформаций от внутреннего давления. Растрескивание связующего ухудшает характеристики усталостной прочности к ряду других нежелательных явлений, в частности разгерметизации. Введение защитного покрытия ухудшает массовые характеристики изделия (И.Ф. Образцов, В.В. Васильев, В.А. Бунаков, Оптимальное армирование оболочек вращения из композиционных материалов, - М.: Машиностроение, 1977, с.19-25, 125).
Для увеличения связей нитей с матрицей их пропитывают латексным составом (В. В. Рагулин, Технология шинного производства, изд. 2-е. М.: Химия, 1975, с.93, 96). Однако этого решения недостаточно - нити истираются.
Ближайшим аналогом, выбранным в качестве прототипа, является способ изготовления высокопрочных труб-оболочек из композиционных материалов, включающий намотку на оправку однонаправленных нитей, пропитанных полимерным связующим, формирование несущих слоев с последующим отверждением [8]. Проблема надежности труб-оболочек зависит от того, какое найдено техническое решение эффективной связи волокон и связующего в выбранной структуре армирования. Известный уровень техники в выбранных направлениях достигается либо в подборе упругих характеристик волокна и связующего, либо за счет введения герметизирующих слоев и покрытий. И в том и в другом случаях трубы-оболочки из композиционных материалов обладают вследствие введения соответствующего коэффициента безопасности повышенным весом, материалоемкостью, трудоемкостью и энергозатратами.
Основной задачей разработки является создание труб-оболочек из композиционных материалов такими новыми способами, которые исключили бы вышеперечисленные недостатки, их реализация позволила бы обеспечить взаимодействие упругих свойств нити и связующего без их разрушения до предельных максимальных механических показателей.
Технический результат, который может быть получен от использования новых технических решений, заключается в повышении прочности и надежности труб-оболочек из композиционных материалов, уменьшении их массы, снижении коэффициента безопасности до минимального стабильного значения, уменьшении расхода материалов и энергозатрат на их переработку.
Основная задача решена и технический результат достигнут за счет иного подхода к взаимодействию армирующей нити и связующего в композиционной структуре трубы-оболочки на основе реализации предложенных технических решений с тем, чтобы сдвиговые напряжения и деформации не приводили к разрушению нити в поперечном направлении и преждевременному разрушению конструкции и выходу ее из строя. Идея состоит в том, чтобы не было поперечного и межслойного разрушения, волокна в нити и сама нить были закреплены прочным и высокожестким связующим настолько эффективно и полученная нить была заключена в пластичную или упруго-эластичную матрицу-связующее самой структуры композита, которая ни при каких условиях деформирования, кроме случая предельного нагружения, не приводила к разрушению изделия.
Новая концепция реализована следующим образом. Для этого в способе изготовления высокопрочных труб-оболочек из композиционных материалов, включающем намотку на оправку однонаправленных нитей, пропитанных полимерным связующим, формирование несущих слоев с последующим отверждением, однонаправленные нити при пропитке формируют в виде жесткой структуры оболочка-ядро, в ядро которой вводят высокомодульные нити, оболочку наносят из термореактивного эпоксисодержащего связующего массой 30-45% массы ядра, полностью ее отверждают на нити, затем наносят полимерное связующее, в качестве которого используют термопластичное типа термопласта или упруго-эластичное связующее типа резины, полиуретана, массой, равной 30-45% массы нити структуры оболочка-ядро, и нитью новой структуры формируют несущие слои трубы-оболочки.
Отличительными особенностями предложенного способа изготовления высокопрочных труб-оболочек из композиционных материалов являются следующие признаки (вариант 1):
- формирование однонаправленных нитей при пропитке в виде жесткой структуры оболочка-ядро.
- нанесение и отверждение в оболочки в этой структуре из термореактивного эпоксисодержащего связующего непосредственно на ядре из высокопрочного материала - высокомодульной нити,
- массовое содержание оболочки 30-45% по отношению к массе ядра;
- использование в качестве полимерного связующего термопластичного связующего;
- массовое соотношение полимерного связующего по отношению к массе нити структуры оболочка-ядро, равное 30-45%;
- те же самые признаки, за исключением пропитки композиционной армирующей структуры трубы-оболочки с использованием в качестве полимерного связующего упруго-эластичного связующего типа резины, полиуретана.
Отличительные признаки являются существенными, поскольку каждый из них в отдельности и совместно направлен на решение поставленной задачи и достижение нового технического результата. Невыполнение операций, связанных с полным отверждением на однонаправленных нитях, нанесенного на них термореактивного эпоксисодержащего связующего, на стадии пропитки, последующего нанесения на них термопластичного или упруго-эластичного связующего и формировании ими несущих слоев трубы-оболочки не позволяет получить их высокой прочности и надежности. Из предложенных решений следует, чтобы получить высокопрочные трубы, необходимо заранее упрочнить однонаправленные нити до высокой жесткости до намотки на оправку, это упрочнение выполнить с термореактивными связующими, их покрывающим. Намотку производить нитями новой жесткой структуры оболочка-ядро, но с уже нанесенными на них термопластичными или упруго-эластичными связующими, которое подлежит отверждению после формирования всех слоев трубы-оболочки. Это позволяет повысить эффективность использования армирующих свойств материала изделий.
Указанные отличительные существенные признаки являются новыми для способов изготовления высокопрочных труб-оболочек из композиционных материалов, так как их использование в известном уровне техники, аналогах и прототипе не обнаружено, что позволяет характеризовать предложенные технические решения, варианты, соответствующими критерию "Новизна".
Единая совокупность новых существенных признаков с общими известными существенными признаками позволяет решить поставленную задачу двумя параллельными вариантами, достичь новый технический результат, что позволяет характеризовать новые технические решения существенными отличиями от известного уровня техники, аналогов и прототипа. Новые технические решения являются результатом научно-исследовательской работы, творческого вклада, получения нетрадиционным путем, без использования стандартных, проектировочных решений, разработок или каких-либо известных рекомендаций в данной области техники, по своей оригинальности и содержательности соответствуют критерию "Изобретательский уровень".
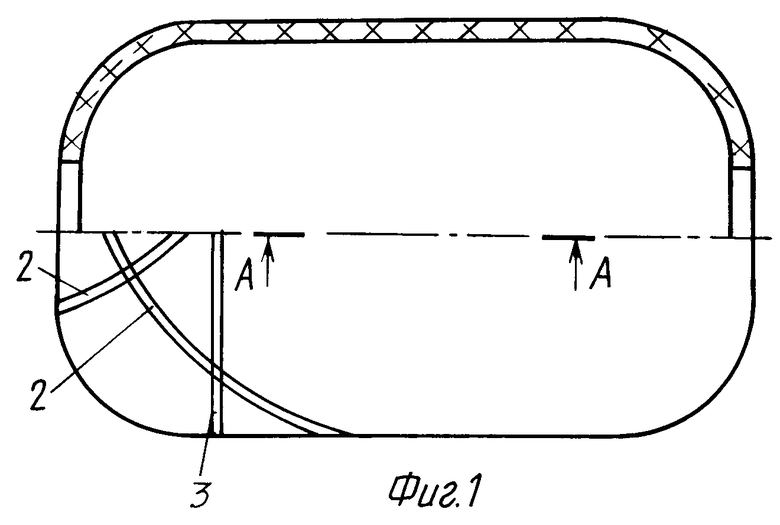
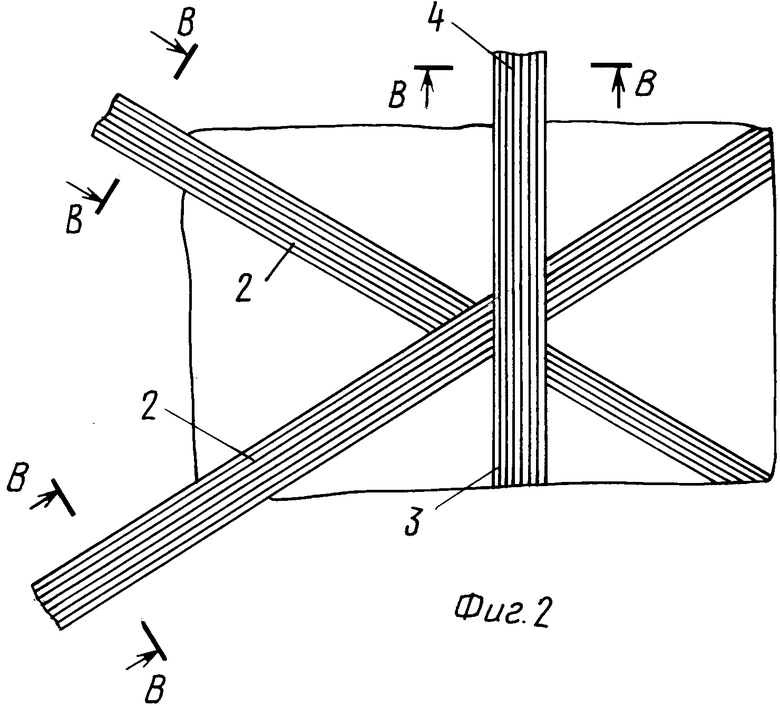
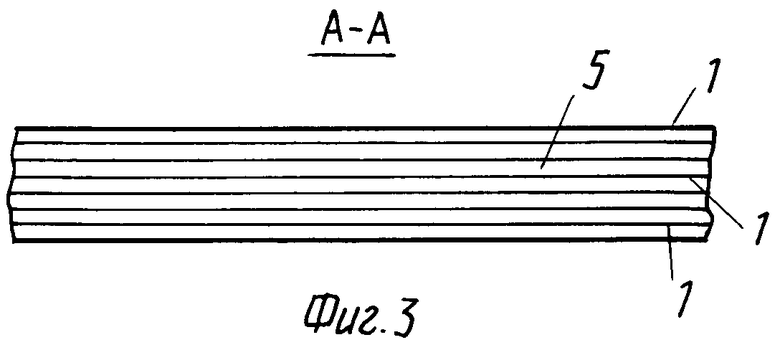
На фиг. 1 представлен общий вид высокопрочной трубы-оболочки из композиционных материалов; на фиг. 2 - аксиальное сечение трубы-оболочки, с показом ее структуры; на фиг. 3, 4 разрезы по А-А, В-В на фиг. 1, 2 соответственно.
Высокопрочная труба-оболочка из композиционных материалов содержит соответствующий ее профилю каркас, выполненный из повторяющихся по толщине его стенки слоев 1 систем перекрещивающихся спиральных и кольцевых лент 2, 3 слоев 1 из однонаправленных нитей 4, скрепленных отвержденным полимерным связующим 5. Однонаправленные нити 4 перекрещивающихся спиральных и кольцевых лент 2, 3 слоев 1 каркаса выполнены в виде жесткой структуры оболочка-ядро, в ядре 6 которых содержатся высокомодульные нити, а оболочка 7 выполнена отвержденной из термореактивного эпоксисодержащего связующего массой, равной 3-45% массы ядра 6. На нить 4 нанесено термопластичное или упруго-эластичное связующее 5 массой, равной 30-45% массы нити новой структуры оболочка-ядро.
Способ изготовления высокопрочных труб-оболочек из композиционных материалов заключается в нанесении на высокомодульные нити 6 термореактивного эпоксисодержащего связующего 7 путем прохождения ее через ванночку со связующим и валки или фильеру (не показано) с последующим полным отверждением связующего 7 на нити 6 с образованием на ней покрывающей оболочки таким образом, что нить 4 приобретает жесткую структуру оболочка-ядро, обладающую достаточной гибкостью в продольной направлении, не сужающей возможности ее намотки на оправку, затем на эту нить 4 наносят полимерное связующее 5, в жидком, определенной вязкости виде и наматывают на оправку с образованием слоев 1 из систем перекрещивающихся спиральных и кольцевых лент 2, 3 из однонаправленных нитей 4 до полного образования стенки трубы-оболочки с такой плотностью, чтобы нанесенное полимерное связующее 5 заполнило все промежутки между нитями 4. Затем полимерное связующее 5 отверждают путем размещения оправки с заготовкой в специальной камере при заданных режимах полимеризации. При массовой доли 30% связующего для образования оболочки 7 обеспечивается сплошность покрытия высокомодульных нитей 6, при массовой доле, меньше указанной, сплошность покрытия высокомодульных нитей 6 не обеспечивается, толщина стенки оболочки 7 неравномерная, что приводит к выбраковке нитей 4. При массовой доле 45% связующего для образования оболочки 7 обеспечивается равномерный нанос связующего на высокомодульные нити 6, при превышении этой доли наблюдаются потеки связующего, ухудшается технология переработки нити 4. Учитывая, что связующее на нити 6 полностью отверждается и составляет по массе 30-45% массы ядра, с точки зрения технологии переработки эти предельные проценты являются оптимальными и эффективными для придания однонаправленным нитям 4 структуры оболочка-ядро повышенной жесткости и прочности, элементарные волокна в высокомодульных нитях 6 не разрушаются и воспринимают нагрузки в композитном материале единым пучком.
При массовой доле 30% полимерного связующего 5, в качестве которого может быть использовано термопластичное или упруго-эластичное связующее, нанесенного на однонаправленные нити 4, обеспечивается сплошность стенки трубы-оболочки, ее герметичность. При массовой доле 45% полимерного связующего 5 также обеспечивается равномерный насос связующего, герметизация и надежность стенки трубы-оболочки, при превышении этой массовой доли значительно возрастает толщина стенки и вес трубы-оболочки, что неприемлемо. Нанесение связующего 5 в пределах массовой доли 30-45% обеспечивает наилучшую технологичность переработки материала, повышенную прочность, надежность и эффективность конструкции. В качестве термореактивного связующего 5 использовалось эпоксисодержащее связующее типа эпоксихлордиановой смолы. В качестве полимерного связующего 5 использовалось термопластичное связующее - термопласт, полисульфон или упруго-эластичное связующее - резина, изопреновый каучук, полиуретан.
При нагружении трубы-оболочки предложенных вариантов взаимодействие однонаправленных нитей со связующим реализуется следующим образом.
Каждая однонаправленная нить 4, состоящая из высокомодульных нитей 6, имеющая, как правило, пучок элементарных волокон, омоноличена термореактивным эпоксисодержащим связующим и имеет жесткую структуру оболочка-ядро, в продольном направлении эта нить имеет достаточную гибкость, что обеспечивает ее перерабатываемость в изделие. При воздействии на эту нить поперечных сдвиговых деформаций, нить, ее скрепленные волокна, не разрушается и работает в диапазоне возникающих деформаций. Поскольку матрица - полимерное связующее 5 - является термопластичной (I вариант) или упруго-эластичной (II вариант), т.е. при нагружении трубы-оболочки достаточно податлива для восприятия сдвиговых деформаций, то нити 4, обеспеченные жесткостью и прочностью, отслеживают эти деформации своим упругим изгибом до самых высоких пределов нагружения.
Проведенные испытания труб-оболочек диаметром 400 мм из композиционных материалов, изготовленных предложенными способами, подтвердили высокую прочность, герметичность и надежность в отличие от труб-оболочек, изготовленных с использованием традиционных способов изготовления. Их эффективность выражается в уменьшении толщин стенок, экономии расхода армирующих и полимерных материалов до 10% и уменьшении энергозатрат.
Таким образом, новые технические решения в способах изготовления труб-оболочек из композиционных материалов обладают промышленной воспроизводимостью, эффективны и полезны, соответствуют и критерию "Промышленная применимость", т.е. уровню изобретений,
| название | год | авторы | номер документа |
|---|---|---|---|
| НЕСУЩАЯ ТРУБА-ОБОЛОЧКА В ВИДЕ ТЕЛА ВРАЩЕНИЯ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ (ВАРИАНТЫ) | 1996 |
|
RU2097197C1 |
| НЕСУЩАЯ ТРУБА-ОБОЛОЧКА В ВИДЕ ТЕЛА ВРАЩЕНИЯ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ (ВАРИАНТЫ) | 1996 |
|
RU2111120C1 |
| СЕТЧАТАЯ ОБОЛОЧКА ВРАЩЕНИЯ (ВАРИАНТЫ) | 1999 |
|
RU2153419C1 |
| СЕТЧАТАЯ ОБОЛОЧКА В ВИДЕ ТЕЛА ВРАЩЕНИЯ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 1999 |
|
RU2149761C1 |
| НЕСУЩАЯ ТРУБА-ОБОЛОЧКА В ВИДЕ ТЕЛА ВРАЩЕНИЯ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ, СПОСОБ И ОПРАВКА ДЛЯ ЕЕ ИЗГОТОВЛЕНИЯ | 1995 |
|
RU2099194C1 |
| НЕРВЮРА ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ (ВАРИАНТЫ) И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ЕЕ ПЛОСКОЙ РЕБЕРНО-ЯЧЕИСТОЙ СТРУКТУРЫ | 1997 |
|
RU2116934C1 |
| НЕСУЩАЯ ТРУБА-ОБОЛОЧКА ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 1996 |
|
RU2103200C1 |
| НЕСУЩАЯ ТРУБА-ОБОЛОЧКА, ПАНЕЛЬ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ И УЗЕЛ СОЕДИНЕНИЯ ПАНЕЛЕЙ | 1996 |
|
RU2103198C1 |
| РАКЕТА КОСМИЧЕСКОГО НАЗНАЧЕНИЯ (ВАРИАНТЫ) | 2001 |
|
RU2210726C1 |
| НЕСУЩАЯ ТРУБА-ОБОЛОЧКА ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ, СПОСОБ И ОПРАВКА ДЛЯ ЕЕ ИЗГОТОВЛЕНИЯ | 1994 |
|
RU2083371C1 |

Изобретение относится к области машиностроения и может быть использовано при изготовлении труб-оболочек из композиционных материалов, применяемых в изделиях авиационно-космической техники, баллонах давления, трубопроводах нефтехимической и газовой промышленности, строительстве, при прокладке коммуникаций В способе изготовления труб-оболочек на оправку наматывают однонаправленные нити, пропитанные полимерным связующим. При пропитке нити формируют в виде жесткой структуры оболочка-ядро. В ядро вводят высокомодульные нити, наносят оболочку из термореактивного эпоксисодержащего связующего массой, равной 30-45% массы ядра, отверждают ее полностью на этой нити. На полученную нить жесткой структуры наносят полимерное связующее, в качестве которого используют термопластичное связующее массой 30-45% массы нити структуры оболочка-ядро. Намотку ведут нитью новой структуры с последующим формованием из них несущих слоев трубы-оболочки. В другом варианте способа в качестве полимерного связующего используют упруго-эластичное связующее типа резины, полиуретана. 2 н.п. ф-лы, 4 ил.