сл
с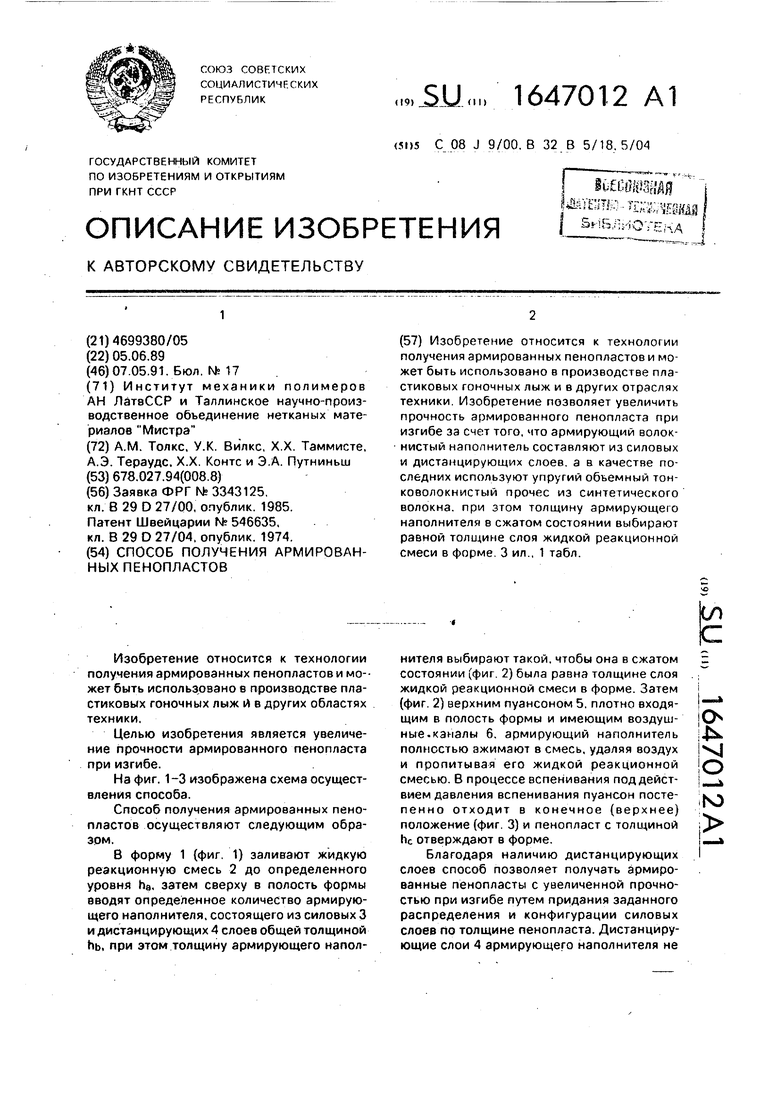
Изобретение относится к технологии получения армированных пенопластов и может быть использовано в производстве пластиковых гоночных лыж и в других отраслях техники. Изобретение позволяет увеличить прочность армированного пенопласта при изгибе за счет того, что армирующий волокнистый наполнитель составляют из силовых и дистанцирующих слоев, а в качестве последних используют упругий объемный тонковолокнистый прочес из синтетического волокна, при этом толщину армирующею наполнителя в сжатом состоянии выбирают равной толщине слоя жидкой реакционной смеси в форме 3 ил., 1 табл.
Изобретение относится к технологии получения армированных пенопластов и мо-- жет быть использовано в производстве пластиковых гоночных лыж и в других областях техники.
Целью изобретения является увеличение прочности армированного пенопласта при изгибе.
На фиг. 1-3 изображена схема осуществления способа.
Способ получения армированных пенопластов осуществляют следующим образом,
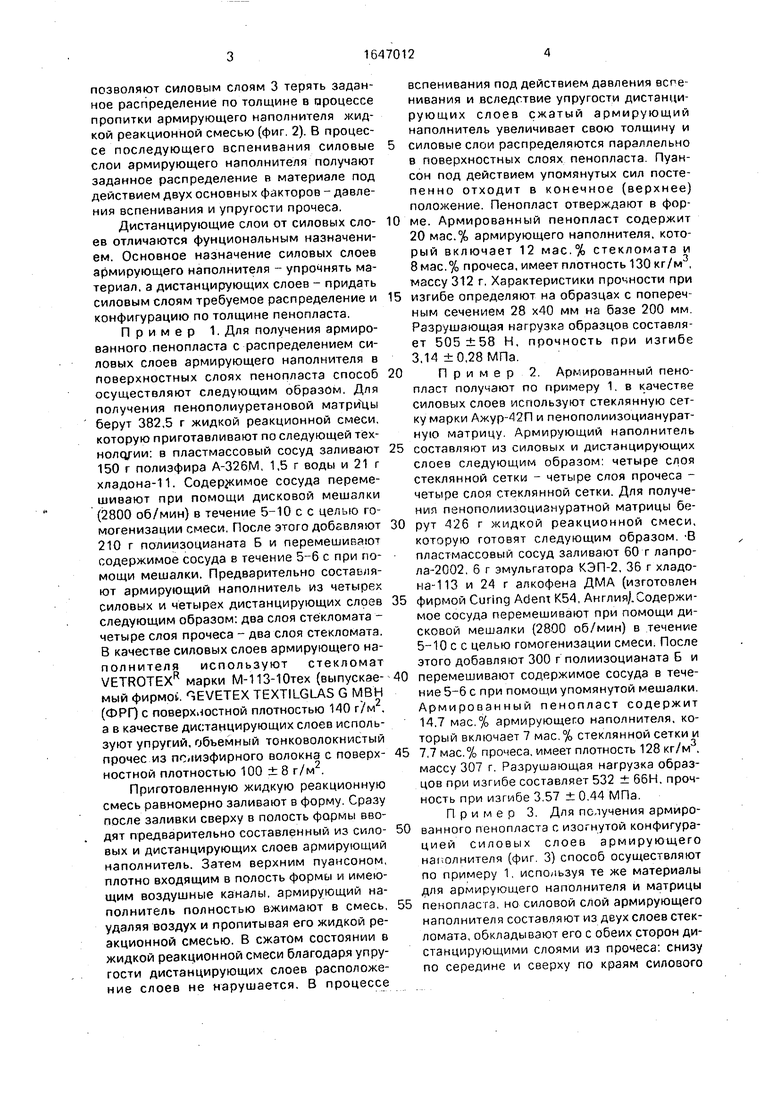
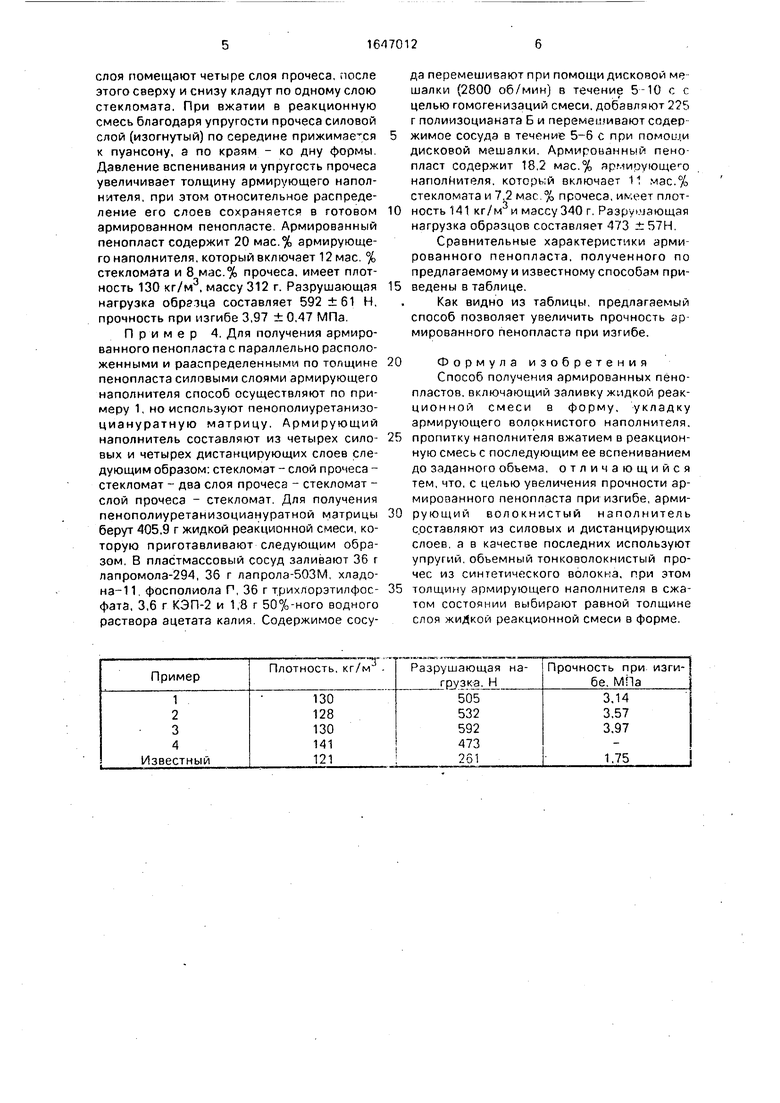
В форму 1 (фиг. 1) заливают жидкую реакционную смесь 2 до определенного уровня ha, затем сверху в полость формы вводят определенное количество армирующего наполнителя, состоящего из силовых 3 и дистанцирующих 4 слоев общей толщиной Ьь, при этом толщину армирующего наполнителя выбирают такой, чтобы она в сжатом состоянии (фиг 2) была равна толщине слоя жидкой реакционной смеси в форме. Затем (фиг. 2) верхним пуансоном 5. плотно входящим в полость формы и имеющим воздушные.каналы 6. армирующий наполнитель полностью ажимают в смесь, удаляя воздух и пропитывая его жидкой реакционной смесью. В процессе вспенивания под действием давления вспенивания пуансон постепенно отходит в конечное (верхнее) положение (фиг. 3) и пенопласт с толщиной hc отверждают в форме.
Благодаря наличию дистанцирующих слоев способ позволяет получать армированные пенопласты с увеличенной прочностью при изгибе путем придания заданного распределения и конфигурации силовых слоев по толщине пенопласта. Дистанцирующие слои 4 армирующего наполнителя не
Ј
lv|
12
(О
позволяют силовым слоям 3 терять заданное распределение по толщине в процессе пропитки армирующего наполнителя жидкой реакционной смесью (фиг. 2). В процессе последующего вспенивания силовые слои армирующего наполнителя получают заданное распределение в материале под действием двух основных факторов - давления вспенивания и упругости прочеса.
Дистанцирующие слои от силовых слоев отличаются фунциональным назначением. Основное назначение силовых слоев армирующего наполнителя - упрочнять материал, а дистанцирующих слоев - придать силовым слоям требуемое распределение и конфигурацию по толщине пенопласта.
Пример 1. Для получения армированного пенопласта с распределением силовых слоев армирующего наполнителя в поверхностных слоях пенопласта способ осуществляют следующим образом. Для получения пенополиуретановой матрицы берут 382,5 г жидкой реакционной смеси, которую приготавливают по следующей тех- нолеуии: в пластмассовый сосуд заливают 150 г полиэфира А-326М, 1,5 г воды и 21 г хладона-11. Содержимое сосуда перемешивают при помощи дисковой мешалки (2800 об/мин) в течение 5-10 с с целью гомогенизации смеси. После этого добавляют 210 г полиизоцианата Б и перемешивают содержимое сосуда в течение 5-6 с при помощи мешалки. Предварительно состаьля- ют армирующий наполнитель из четырех силовых и четырех дистанцирующих слоев следующим образом: два слоя стекломата - четыре слоя прочеса - два слоя стекломата. В качестве силовых слоев армирующего на- лолнителя используют стекломат VETROTEXR марки М-113-10тех (выпускаемый фирмой EVETEX TEXTILGLAS G МВН (ФРГ) с поверхностной плотностью 140 г/м2, а в качестве дистанцирующих слоев используют упругий, объемный тонковолокнистый прочес из полиэфирного волокна с поверхностной плотностью 100 ± 8 г/м2.
Приготовленную жидкую реакционную смесь равномерно заливают в форму. Сразу после заливки сверху в полость формы вводят предварительно составленный из силовых и дистанцирующих слоев армирующий наполнитель. Затем верхним пуансоном, плотно входящим в полость формы и имеющим воздушные каналы, армирующий наполнитель полностью вжимают в смесь, удаляя воздух и пропитывая его жидкой реакционной смесью. В сжатом состоянии в жидкой реакционной смеси благодаря упругости дистанцирующих слоев расположение слоев не нарушается. В процессе
вспенивания под действием давления вспенивания и вследствие упругости дистанцирующих слоев сжатый армирующий наполнитель увеличивает свою толщину и
силовые слои распределяются параллельно в поверхностных слоях пенопласта. Пуансон под действием упомянутых сил постепенно отходит в конечное (верхнее) положение. Пенопласт отверждают в форме. Армированный пенопласт содержит 20 мас.% армирующего наполнителя, который включает 12 мас.% стекломата и 8 мас.% прочеса, имеет плотность 130кг/м3, массу 312 г. Характеристики прочности при
изгибе определяют на образцах с поперечным сечением 28 х40 мм на базе 200 мм. Разрушающая нагрузка образцов составляет 505 ±58 Н, прочность при изгибе 3.14 ±0,28МПа.
Пример 2. Армированный пенопласт получают по примеру 1. в качестве силовых слоев используют стеклянную сетку марки Ажур-42П и пенополиизоцианурат- ную матрицу. Армирующий наполнитель
составляют из силовых и дистанцирующих слоев следующим образом: четыре слоя стеклянной сетки - четыре слоя прочеса - четыре слоя стеклянной сетки. Для получения пенополиизоциануратной матрицы берут 426 г жидкой реакционной смеси, которую готовят следующим образом. -В пластмассовый сосуд заливают 60 г лапро- ла-2002, 6 г эмульгатора КЭП-2, 36 г хладо- на-113 и 24 г алкофена ДМА (изготовлен
фирмой Curing Adent K54, Англия/.Содержимое сосуда перемешивают при помощи дисковой мешалки (2800 об/мин) в течение 5-10 с с целью гомогенизации смеси. После этого добавляют 300 г полиизоцианата Б и
перемешивают содержимое сосуда в течение 5-6 с при помощи упомянутой мешалки. Армированный пенопласт содержит 14.7 мас.% армирующего наполнителя, который включает 7 мае. % стеклянной сетки и
7,7 мас.% прочеса, имеет плотность 128 кг/м3, массу 307 г. Разрушающая нагрузка образцов при изгибе составляет 532 ± 66Н, прочность при изгибе 3.57 ± 0,44 МПа.
Пример 3. Для получения армированного пенопласта с изогнутой конфигурацией силовых слоев армирующего на олнителя (фиг 3) способ осуществляют по примеру 1, используя те же материалы для армирующего наполнителя и матрицы
пенопласта, но силовой слой армирующего наполнителя составляют из деух слоев стекломата, обкладывают его с обеих сторон дистанцирующими слоями из прочеса: снизу по середине и сверху по краям силового
слоя помещают четыре слоя прочеса, после этого сверху и снизу кладут по одному слою стекломата. При вжатии в реакционную смесь благодаря упругости прочеса силовой слой (изогнутый) по середине прижимаемся к пуансону, а по краям - ко дну формы. Давление вспенивания и упругость прочеса увеличивает толщину армирующего наполнителя, при этом относительное распределение его слоев сохраняется в готовом армированном пенопласте. Армированный пенопласт содержит 20 мас.% армирующего наполнителя, который включает 12 мае. % стекломата и 8 мас.% прочеса, имеет плотность 130 кг/м3, массу 312 г. Разрушающая нагрузка обргзца составляет 592 ±61 Н. прочность при изгибе 3,97 ± 0,47 МПа.
Пример 4. Для получения армированного пенопласта с параллельно расположенными и рааспределеннымм по толщине пенопласта силовыми слоями армирующего наполнителя способ осуществляют по примеру 1, но используют пенополиуретанизо- циануратную матрицу. Армирующий наполнитель составляют из четырех сило- вых и четырех дистанцирующих слоев следующим образом: стекломат - слой прочеса - стекломат - два слоя прочеса - стекломат - слой прочеса - стекломат. Для получения пенополиуретанизоциануратной матрицы берут 405.9 г жидкой реакционной смеси, которую приготавливают следующим образом. В пластмассовый сосуд заливают 36 г лапромолз-294, 36 г лапрола-503М, хладо- на-11, фосполиола Р, 36 г трихлорэтилфос- фата, 3,6 г КЭП-2 и 1,8 г 50%-ного водного раствора ацетата калия. Содержимое сосуда перемешивают при помощи дисковой мешалки (2800 об/мин) в течение 5-10 с с целью гомогенизаций смеси, добавляют 225 г полиизоцианата Б и перемешивают содержимое сосуда в течение 5-6 с при помощи дисковой мешалки. Армированный пенопласт содержит 18,2 мзс.% ярмирующего наполнителя, который включает 11 мас.% стекломата и 72 мзс.% прочеса, имеет плотность 141 кг/м и массу 340 г. Разрушающая нагрузка образцов составляет 473 ± 57Н.
Сравнительные характеристики армированного пенопласта, полученного по предлагаемому и известному способам приведены в таблице.
Как видно из таблицы, предлагаемый способ позволяет увеличить прочность армированного пенопласта при изгибе.
Формула изобретения Способ получения армированных пено- пластов, включающий заливку жидкой реакционной смеси в форму, укладку армирующего волокнистого наполнителя, пропитку наполнителя вжатием в реакционную смесь с последующим ее вспениванием до заданного объема, отличающийся тем, что, с целью увеличения прочности армированного пенопласта при изгибе, армирующий волокнистый наполнитель составляют из силовых и дистанцирующих слоев, а в качестве последних используют упругий, объемный тонковолокнистый прочес из синтетического волокна, при этом толщину армирующего наполнителя в сжатом состоянии выбирают равной толщине слоя жидкой реакционной смеси в форме.
1647012
Фиг. 1
Фиг. 2
| Заявка ФРГ N° 3343125, кл | |||
| Солесос | 1922 |
|
SU29A1 |
| Приспособление для установки двигателя в топках с получающими возвратно-поступательное перемещение колосниками | 1917 |
|
SU1985A1 |
| Способ переработки живицы | 1973 |
|
SU546635A1 |
| кл | |||
| Солесос | 1922 |
|
SU29A1 |
| ПРИБОР ДЛЯ ЗАПИСИ И ВОСПРОИЗВЕДЕНИЯ ЗВУКОВ | 1923 |
|
SU1974A1 |
