(54) СПОСОБ ВИНТОВОЙ ПРОШИВКИ
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ поперечно-винтовой прокатки | 1991 |
|
SU1835328A1 |
| СПОСОБ ВИНТОВОЙ ПРОШИВКИ ЛИТОЙ ЗАГОТОВКИ | 2012 |
|
RU2489220C1 |
| Способ винтовой прошивки в четырёхвалковом стане | 2023 |
|
RU2821416C1 |
| Способ винтовой прошивки в четырехвалковом стане | 2021 |
|
RU2759820C1 |
| Заготовка для винтовой прошивки гильз | 1989 |
|
SU1696019A1 |
| СПОСОБ ПОЛУЧЕНИЯ БЕСШОВНЫХ ТРУБ | 2011 |
|
RU2455092C1 |
| СПОСОБ ВИНТОВОЙ ПРОШИВКИ | 2021 |
|
RU2773967C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГИЛЬЗЫ ИЗ ЛИТОЙ ЗАГОТОВКИ | 2009 |
|
RU2391155C1 |
| СПОСОБ ВИНТОВОЙ ПРОШИВКИ ЛИТОЙ ЗАГОТОВКИ | 2004 |
|
RU2250147C1 |
| СПОСОБ ВИНТОВОЙ ПРОКАТКИ ТРУБ | 2006 |
|
RU2315671C1 |
Изобретение касается обработки металлов давлением и может найти примене ше в производстве бесшовных труб горячей прокаткой при прошивке заготовок и раскатке гильз на станах винтовой прокатки, а также может быть использовано при; производстве других тел вращсшя методами винтовой прокатки.. .
Известен способ винтовой прошивки, включающий деформацию заготовки между крсораотоложенными конусными валками. Из-за ограничений по условиям захвата входной участок валка имеет малую конусность, что предопределяет снижение едаишчных обжатий. Изменение конусности валков и улучшение условий захвата можно добиться в период неустановившейся стадии.
Известен способ винтовой прркаткн, включающий деформацию гильзы на i оправке и изменение пространственного положения осей валков путем поворота подвижных опор (планшайбы) валков вокруг оси заготовки 1. Обеспечивая улучшение захвата и повышение устойчивости процесса в пертод неустановившейся стадии, этот способ приводит к получению утолщений на концах трубы.
Более перспективным может быть способ винтовой прошивки, позволякидий изменить расстоя ше между валками в неустановпБшейся сгадии с одной из сторон валков.
Известный способ вн товой ироипвки включает деформагшю заготовки па оправке пк.жду косорасположеннымн и имеющими участок Texicoяо1пческого пережима валкаш, {)aclЮ.южeifflы ffl на постоянный угол раскален в период установетшегося процесса, и изменение расстояшш между валками в период 1сеустановившегося процесса с выходной стороны валков 2.. Такой способ ви товой прошивки Примеш1М только для заост15епня переднего конца пшьзы. Однако сведегше валков с выходной .стороны ухудшает Захват заготовок, а прошивка в установившейся стадиипроизводится с небольшими единичными обжатаями.
Целью изобретешя является улучше1ше условий захвата и повышение тем самым стабильности процесса.
Это достигается тем, что в известном способе винтовой прошивки, включающем деформацию заготовки на оправке валками, у станов леннылш на постоя1шьи1 угол раскатки в период установившегося процесса, н плавное измене1ше расстояния между валками в период неустановившегося процесса, при деформации перещгего конца заготовки в
период неустановившегося процесса увеличивают ртсстояние между валками во входном конусе очага деформащи изменением угла раскатки до величины утла раскатки установившегося периода.
Деформация переднего конца заготовки при меньшем, чем в установившейся стадии растоянии между валками с входной стороны стана соответствует регулируемому уменьшению угла раскатки, а, следовательно, и угла входного конуса. Это улучшает условия первичного захвата. Регулирование угла конусности позволяет значительно расширить применение предлагаемого способа, которьш будет пригоден для широкого сортамента исходных заготовок, а I за счёт корректировки Ipacстояния между валками с входной стороны стана и для компенсации износа валков. Так как по мере прохождения переднего конца заготовки от сечения захвата до технологического пережима расстряние между валками с входной стороны стана остается меньше, чем в установившейся стадии, то получающийся в результате этого удлиненный очаг деформации до пережима способствует увеличе1шю тянущих усилий и улучшает условия вторичного за хвата. Это, в свою очередь, позволяет уменьшить обжатие перед носком оправки и повысить прошиваемость заготовок из высоколегирова1шых сталей и сплавов.
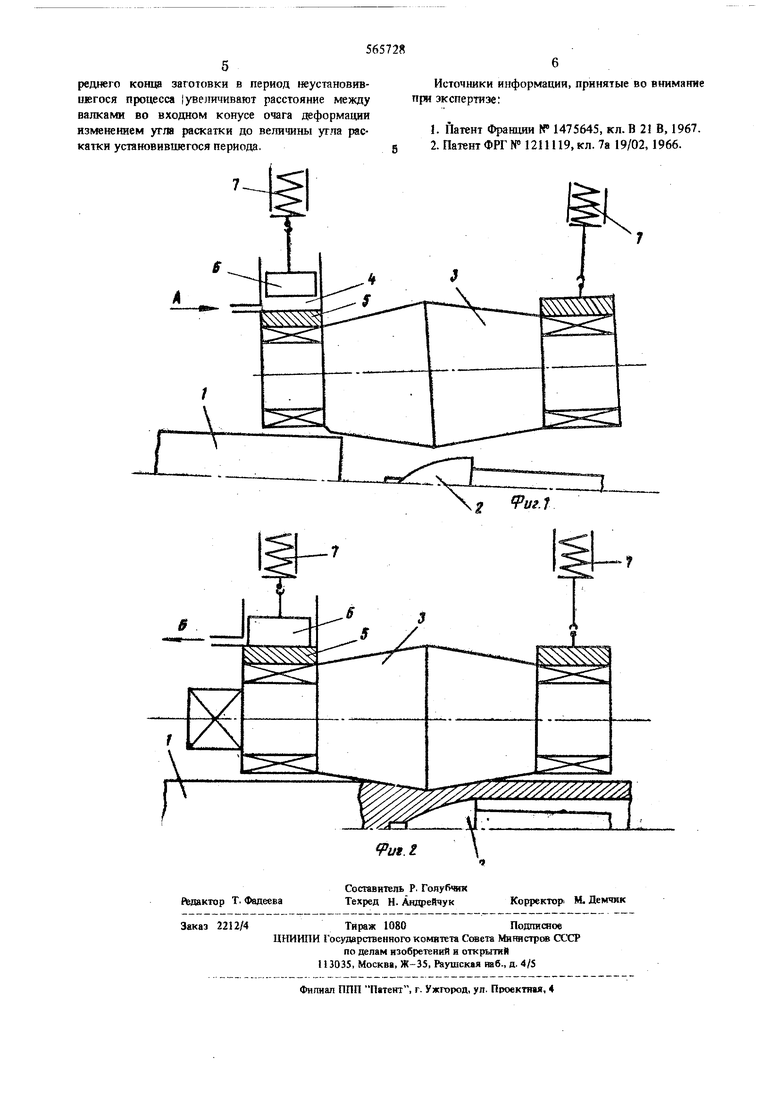
На фиг. I приведена схема очага деформации при неустановившемся процессе; на фиг. 2 - схема очага деформации в установившейся стадии.
Способ винтовой прошивки включает деформацию заготовки 1 на оправке 2 валками 3, установленными на постоянный угол раскатки в период установившегося процесса, и плавное изменение расстояния между валками в период неустановившегося процесса. При деформации переднего конца заготовки в период неустановившегося процесса увеличивают расстояние между валками во входном конусе очага деформации изменением угла раскатки до величины угла раскатки установившегося периода.
Если для какого-то размера заготовок условия захвата на данном стане являются надежными, то величина сведения и разведения валков с входной стороны стана позволяет варьировать и угол конусности выходного участка. Это позволяет расширить сортамент стана. Прн отношении диаметра заготовки Оз к диаметру изделия Dr 1 необходимо уменьшить угол выходного конуса, для iDs/Dr необходимо обеспечить большие зтчения углов выходного конуса.
Рассмотрим работу по предлагаемому способу на примере процесса прошивки заготовок в двухвалковом стане винтовой прокатки с бочковидными валками. Сплошную заготовку 1 подают в приемньш желоб прошивного стана и толкателем задают в очаг деформации, образованный двухконусными валками 3 с участком технологического пережима. Поступающая перед захватом заготовки в полость 4 (в направлении по стрелке А) жидкость
высокого давления создает распирающее уси;ше на подушку 5 валка и цилиндрический плунжер 6, жестко связанньй с нажимным механизмом,винтгайка 7. При зафиксированном положении нижимного механизма винт-гайка усилие от давления жидкости в полости 4 приведет к сближению валков 3 со стороны входа (см. фиг. 1).
По мере деформации переднего конца заготовки 1 давление металла на валки 3 возрастает от
нулевого значения в момент, предшествующий захвату. Более интенсивное повышение давления наблюдается при встрече заготовки с оправкой. Под действием давления металла на валки усилие передается через подушку 5 на находящуюся в полости 4 жидкость высокого давления, которая начинает вытекать в направлении, указанном стрелкой Б (см. фиг. 2). По мере вытекания жидкости из полости 4 расстояние между валками со стороны входа плавно |увеличиватся и достигает при достижении передним концом заготовки технологического пережима постоянного значения (см. фиг. 2), соответствующего постоянному углу раскатки в установившейся стадии.
Предлагаемый способ винтовой прокатки
уменьшает угол входного конуса, улучшает условия первичного и вторичного захватов и обеспечивает снижение обжатий перед носком оправки, что повышает качество внутренней поверхности труб. Захват и деформация переднего конца заготовки при Меньшем расстоянии между цапками с входной стороны стана позволяет и на изношенных валках иметь надежный захват заготовки. Повышение единичных обжатий в установившейся стадии достигается за счет разведения валков на входе, что
соответствует повьшйнию угла входного конуса. При зтом повышается скорость процесса. Таким образом, внедрение предложенного способа JBHHTOвой прокатки позволит ул)чщить условия первичного и вторичного захватов, вследствие чего
обеспечивается и уменьшение обжатий перед носком оправки, повысить единичные обжатия в установившейся стадии процесса, что способствует повышению скорости прокатки, компенсировать износ валков, что повысит их стойкость и сократит
число перевалок.
Изменение угла конусности выходного конуса валков при надежных условиях захвата позволит расширить сортамент изделий на да1шом стане.
Формула изобретения
Способ винтовой прошивки, включающий деформацию заготовки на оправке валками, установтенными на постоянный угол раскатки в период установившегося процесса, и плавное изменение расстояния между валками в период неустановивиюгося процесса, отличающийся тем, что, с целью улучшения условий захвата и повышения тем
самым стабильности процесса, при деформации пе
