1
Изобретение относится к технологии изготовления углеграфитовых изделий, например электродов, Н может быть иснользовано в металлургии для защиты электродов от окисления при работе в условиях высоких темнератур.
Известен способ обработки углеграфитовых изделий 10-17%-ным водным раствором однозамещенного фосфорнокислого магния в смеси с бурой и борной кислотой с иоследующей сушкой при 60-180°С с целью повышения стойкости к окислению 1.
Однако в известном способе на изделии образуется пленка, которая при высоких температурах в окислительной среде отслаивается от изделия из-за различий в коэффициентах термического расширения.
Известен также способ обработки углеграфитовых изделий, в.ключаюш,ий пропитку изделий 20%-ным водным раствором однозамеш;енного фосфорнокислого калия или натрия с последуюш,ей сушкой 2.
Однако этот способ не обеспечивает достаточно высокой стойкости в окислительных средах при и выше.
Наиболее близким к предлагаемому является способ обработки углеграфитовых изделий, например электродов, включающий пропитку изделий (предварительно подвергнутых дегазации) в вакууме воднылт раствором, содержащим 10,0-26,0% фосфорной кислоты, 0,1-6% такого соединения, как соли, окислы или гидроокислы элементов ПА и ПВ групп (кальция, кадмия, цинка); 2,0-16,9% декагидрата тетрабората натрия, борной кислоты или их смеси и 57-76% воды. Раствор может содержать до 3% азотной кислоты, нитрата натрия, карбоната натрия или их смеси, а пропитку можно проводить при повышенных
температурах и давлении, покрывая изделия раствором или погружая изделия в .
Однако этот способ требует громоздкого оборудования для проведения вакуумной дегазации и вакуумной обработки углеграфитовых изделий иронитывающим раствором, а образующаяся в результате термической обработки на защищаемой поверхности пленка глазури из-за различных термических коэффициснтов линейного расширения с углем или графитом является недолговечной и при термокачках на воздухе при высоких тсмиерат -рах отслаивается после 7-8 нагреваний и охлаждений, а далее окисление зашищаемых
изделий идет как обычного непропитаииого материала. К тому же в состав пропитывающего раствора по данному способу введены борсодержащие компоненты, тогда как во многих металлургических процессах при использовании графитовых и угольных изделий
недопустимо загрязнение перерабатываемых продуктов бором.
Цель изобретения - повышение стойкости графитовых и угольных изделий к окислению при 1000°С и выше (1000-1300°С), а также исключение загрязнения перерабатываемых продуктов компонентами нропитываюш;его состава и упрош,ение процесса пропитки углеграфитовых изделий пропитывающим раствором.
Это достигается тем, что угольные или графитовые изделия предварительно пропитывают 10-15%-ным раствором поверхностно-активного вешества (например, раствором смеси натриевых солей сульфоновых кнслот жирного ряда), затем сушат (на воздухе в течение 1,5-2 час при нормальных условиях). После этого изготовленные изделия погружают в солевой состав, состояш,ий из 40- 60 вес. % 27-33%-ного раствора сернокислого магния и 40-60 вес. % 80-82%-ного раствора однозамеш,енпого кислого фосфорнокислого магния. Пропитку солевым составом ведут в течение 1-2 час, а затем угольные или графитовые изделия просушивают при 400-450°С в течение 1,5-2 час.
Предварительная пропитка углеграфитовых изделий поверхностно-активным веществом позволяет увеличить смачиваемость их пропитываюш,им солевым составом. Сушка углеграфитовых изделий на воздухе предусматривает уменьшение разбавления пропитывающего солевого состава раствором поверхносноактивного вещества.
Выбор пропитывающего солевого состава из смеси сернокислого магния и однозамещеппого кислого фосфорнокислого магпия обусловлен следующими факторами.
Однозамещенный кислый фосфорнокислый магний при высоких температурах в процессе эксплуатации электродов образует соединение Mg2P2O7, которое имеет температуру плавления 1383°С.
Сернокислый магний при 1124°С разлагается в присутствии углерода, при этом образуется MgO, СО и SO. Температура плавления окиси магния - 2800°С.
Таким образом, при рабочих температурах 1000-1300°С поверхность углеграфитовых изделий и поверхность его пор покрыты стойкой пленкой MgO и Mg2P2O7, которая предотвращает окисление при последующих термокачках (нагрев, охлаждение, нагрев и т. д.).
Соотнощепие раствора сернокислого магния и однозамещенного кислого фосфорнокислого магния в указанных соотношениях выбрано исходя из практических опытов, так как при других соотношениях защитная пленка, образуемая на графитовых изделиях при термокачках, менее устойчива.
Раствор однозамещенного кислого фосфорнокислого магния приготавливают путем добавки к концентрированной кислоте окиси магния и,з расчета на 1 кг 87%-ной кислоты 176 г окиси магния, после чего смешивают полученный раствор с 27-33%-ным раствором сернокислого магния.
Пример. Образцы графита с кажущейся плотностью 1,65 г/см и пористостью 20,3% в
виде колец с внешним диаметром 85 мм, внутренним диаметром 55 мм и высотой 25-30 мм пропитывают погружением на 30 мин в 10%-ный раствор поверхностно-активного вещества, например раствор смеси натриевых солей сульфоновых кислот жирного ряда (ОП-7). Затем их высущивают на воздухе при нормальных условиях в течение 2 час и пропитывают погружением в солевой состав, состоящий из 1 вес. ч. 82%-ного однозамещенного кислого фосфорнокислого магния и 1 вес. ч. 30%-ного раствора сернокислого магния. Пропитку образцов ведут в течение 1 час при нормальных условиях, после чего образцы просущивают при 450°С в течение 2 час
(нагрев образцов проводят совместно с печью). Для сравнения такие же образцы из одной и той же партии графита пропитывают по известному способу (прототипу), для чего используют состав, содержащий, вес. %:
Фосфорная кислота20
Окись цинка5
Борная кислота10
Концентрированная азотная
кислота3
Вода62
Пропитку данным солевым составом проводят под вакуумом погружением образца в
подогретый до 70°С раствор в течение 2 час с последующей двухчасовой сушкой при 250°С. После пропитки по известному и предлагаемому способам образцы подвергают термокачкам на воздухе при следующих режимах испытания.
В разогретый до 1000-1100°С муфель загружают одновременно изделия, обработанные по прототипу и предлагаемому способу, и выдерживают при 1000-1100°С в течение
15-20 мин, затем выгружают и охлаждают на воздухе до 400-450°С. После этого циклы обработки повторяют (10-20 раз).
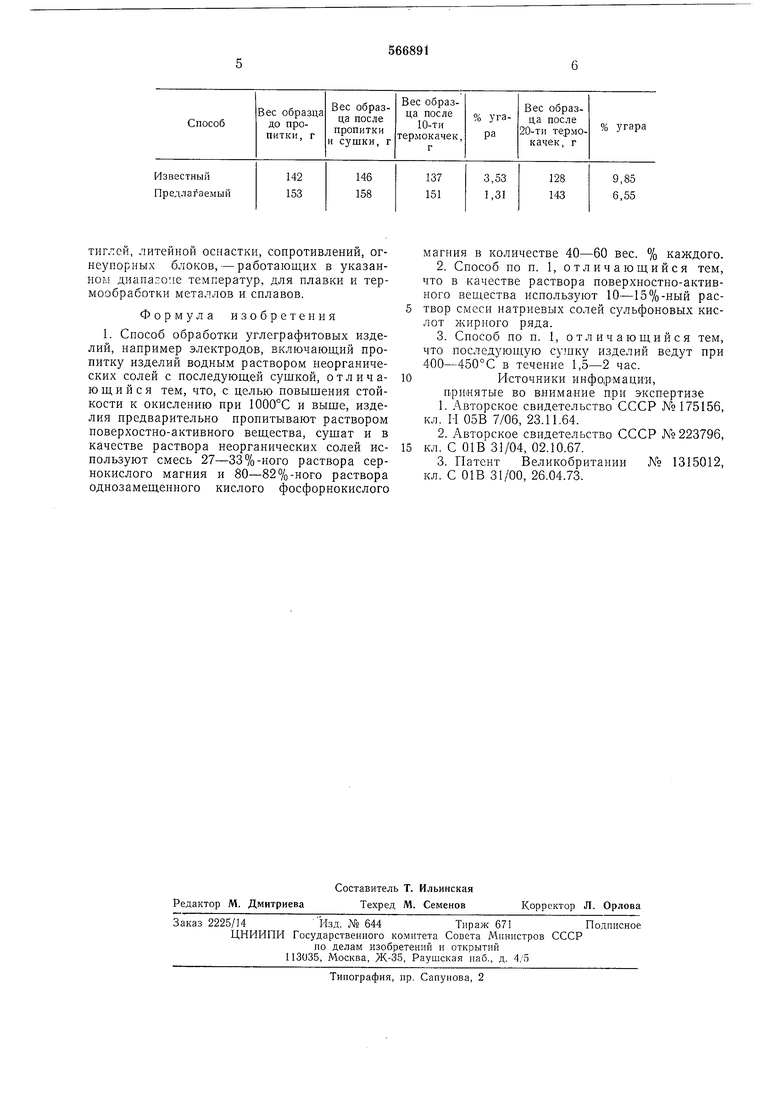
Результаты испытаний на стойкость к окислению изделий, обработанных по предлагаемому и известному (прототипу) способам, представлены в таблице.
По предлагаемому способу стойкость к окислению при 1000-1100°С по угару графита при термокачках на воздухе в 1,5 раза ниже, чем по известному способу.
После пропитки и сущки образцов по известному способу материал имел следующие характеристики: плотпость кажущаяся 1,69 г/см, плотность истинная 2,11 г/см пористость 19,9%, а по предлагаемому способу: плотность кажущаяся 1,70 г/см, плотность истинная 2,10 г/см пористость 19,04%.
Предлагаемый способ может быть использован для подготовки электродов дуговых печей, для различных углеграфитовых изделий;
тиглей, литейной оснастки, сопротивлений, огнеупорных блоков, - работающих в указанном диапазоне температур, для плавки и термообработки металлов и сплавов.
Формула изобретения
1. Способ обработки углеграфитовых изделий, например электродов, включающий пропитку изделий водным раствором неорганических солей с последующей сушкой, отличающийся тем, что, с целью повышения стойкости к окислению при 1000°С и выше, изделия предварительно пропитывают раствором поверхостно-активного вещества, сушат и в качестве раствора неорганических солей используют смесь 27-33%-ного раствора сернокислого магния и 80-82%-ного раствора однозамещенного кислого фосфорнокислого
магния в количестве 40-60 вес. % каждого.
2.Способ по п. 1, отличающийся тем, что в качестве раствора поверхностно-активного вещества используют 10-15%-ный раствор смеси натриевых солей сульфоновых кислот жирного ряда.
3.Способ по п. 1, отличающийся тем, что последующую сугпку изделий ведут при 400-450°С в течение 1,5-2 час.
Источники информации, принятые во внимание црн экспертизе
1.Авторское свидетельство СССР №175156, кл. И 05В 7/06, 23.11.64.
2.Авторское свидетельство СССР 223796, кл. С 01В 31/04, 02.10.67.
3.Патент Великобритании № 1315012, кл. С OIB 31/00, 26.04.73.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЗАЩИТЫ ОТ ОКИСЛЕНИЯ УГЛЕГРАФИТОВЫХ ИЗДЕЛИЙ | 1967 |
|
SU201949A1 |
| Способ защиты угольных и графитовых электродов от окисления | 1989 |
|
SU1699909A1 |
| СПОСОБ ЗАЩИТЫ МЕТАЛЛУРГИЧЕСКИХ ГРАФИТИРОВАННЫХ ЭЛЕКТРОДОВ ОТ ВЫСОКОТЕМПЕРАТУРНОГО ОКИСЛЕНИЯ | 2021 |
|
RU2779171C1 |
| Способ защиты графита от окисления | 1979 |
|
SU833864A1 |
| СПОСОБ УМЕНЬШЕНИЯ ОКИСЛЯЕМОСТИ ГРАФИТИРОВАННЫХ И УГОЛЬНЫХ ИЗДЕЛИЙ | 1965 |
|
SU175156A1 |
| Способ получения катализатора для электрохимического окисления водорода | 1990 |
|
SU1727878A1 |
| Способ пропитки углеграфитовых материалов металлами и сплавами | 1975 |
|
SU621474A1 |
| ПЛОТНАЯ ПИТАТЕЛЬНАЯ СРЕДА ДЛЯ КУЛЬТИВИРОВАНИЯ МИКОБАКТЕРИЙ, ВЫДЕЛЕННЫХ ИЗ ЛЕПРОМ БОЛЬНЫХ ЛЕПРОЙ | 2009 |
|
RU2413764C1 |
| ПИТАТЕЛЬНАЯ СРЕДА ДЛЯ ВЫРАЩИВАНИЯ МИКОБАКТЕРИЙ ПРИ БАКТЕРИОЛОГИЧЕСКОЙ ДИАГНОСТИКЕ ТУБЕРКУЛЕЗА | 2008 |
|
RU2366700C1 |
| Способ получения углеграфитового композиционного материала | 2020 |
|
RU2751870C1 |
