1
Изобретение относится к области литейного производства, а именно к составам смсей для изготовления литейных форм при производстве отливок из сплавов на основе магния, преимущественно методом автоклавного литья.
Наиболее близкой к описываемому изобретению по технической сущности и достигаемому результату является смесь для изготовления форм при производстве фасонно o литья из легкоокисляющихся металлов или сплавов, в том числе на основе магния содержащая гипс, асбест, материалы на основе бора - борную кислоту и борфтористый калий, огнеупорныйнаполнитель l.
Использование такой смеси для получения фасонных отливок из сплавов на основе магния методом автоклавного литья ограничено ввиду неудовлетворительного качества поверхности отливок, что связано с взаимодействием материала формы с расплавленным металлом.
Целью изобретения является повышение качества поверхд ости отливки.
Для достижения поставленной цели предлагаемая смесь для изготовления литейных форм для получения отливок преимущественно из сплавов на основе магния, включак щая гипс и борсодержащее соединение, содержит в качестве борсодержащего соедине- ния нитрид бора и дополнительно содержит окись магния при следующем соогнощении ингредиентов, вес. %:
Гипс20-70
Нитрид бора20-6О
Окись магния1О-60
Все три компонента не взаимодействуют при температурах до 8ОО°С и давлении до 7О атм с магниевыми сплавами.
Гипс и нитрид бора обеспечивают прочность формы при повыщенных температурах и давлении. Нитрид бора, кроме того, обеопечивает легкостьудаления отливки из фо{ мы. Окись магния предотвращает пропитку формы жидкой магниевой матрицей.
При содержании нитрида бора менее 2О вес. % затрудняется удаление отливки из формы, снижается прочность формы при тв1 пературах заливки, а при содержании его
более бО вес.% излишне возрастает себесгоимосгь смеси.
При содержании окиси магния менее 10 вес.% ухудшается качество поверзшости отливки, а при содержании ее выше 60 вес.% затрудняется удаление отливки из формы.
Изобретение иллюстрируется следующим пртолером.
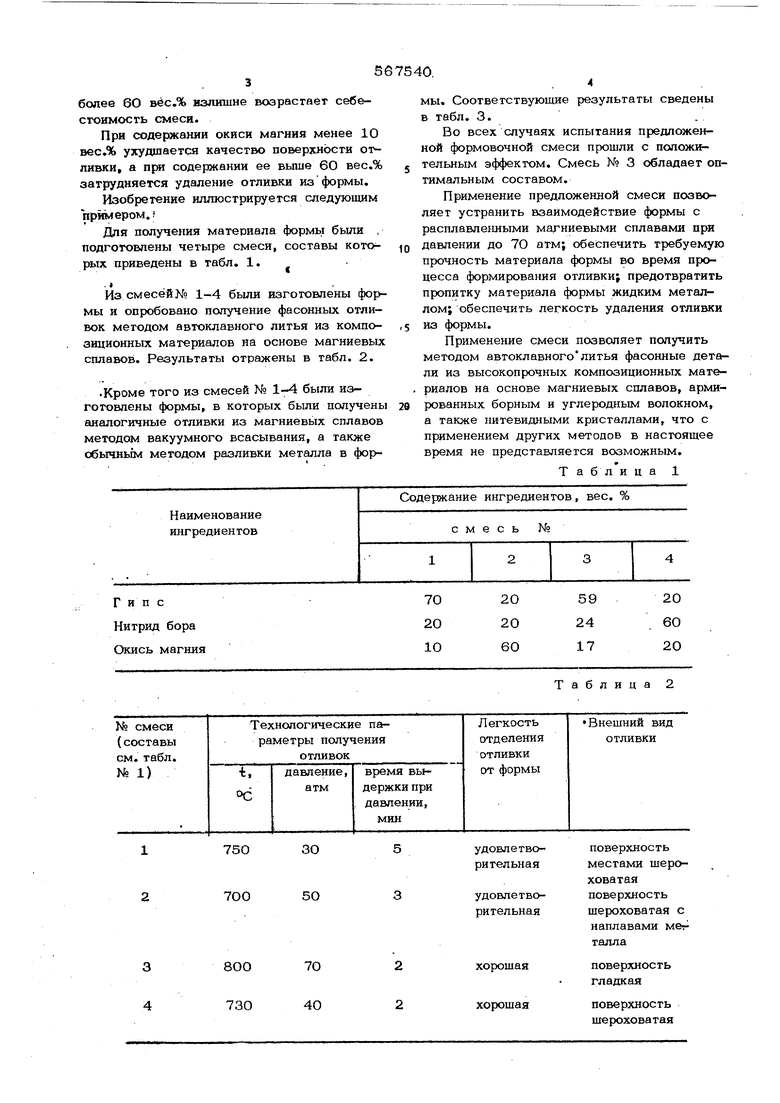
Для получения материала формы были , подготовлены четыре смеси, составы которых приведены в табл. 1.
.
Из смесей № 1-4 были изготовлены формы и опробовано получение фасонных отливок методом автоклавного литья из композиционных материалов на основе магниевых сплавов. Результаты отражены в табл. 2.
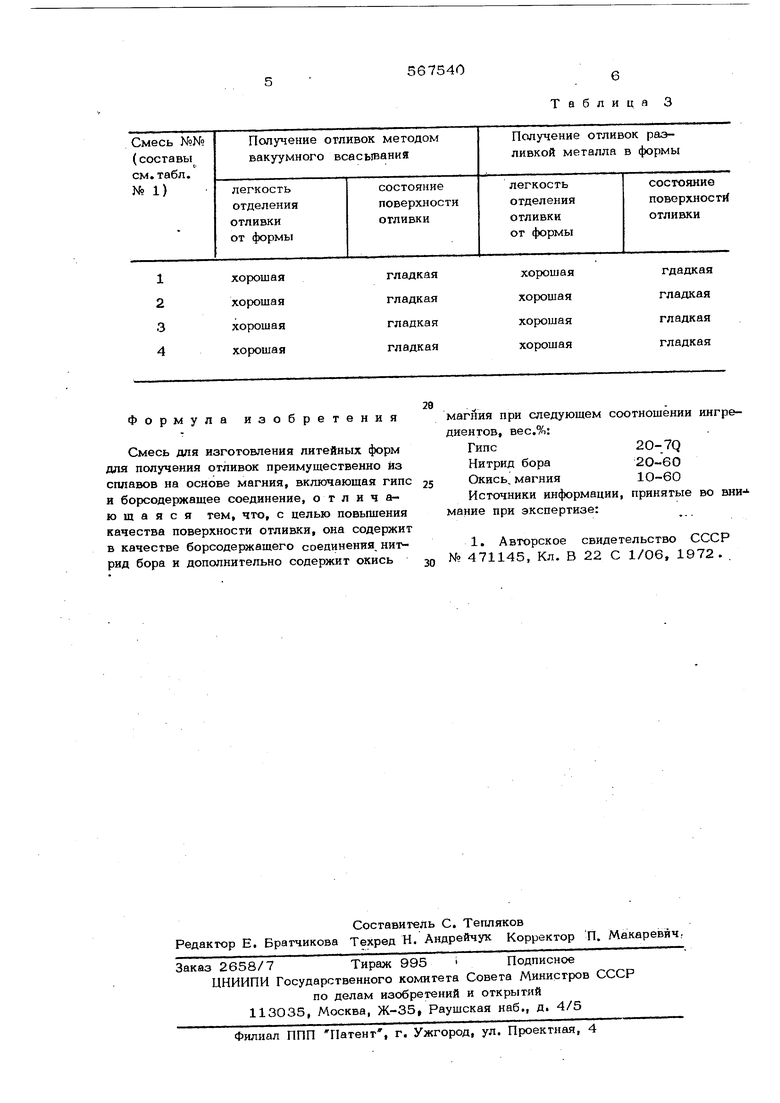
Кроме того из смесей № 1-4 были изготовлены формы, в которых были получены аналогичные отливки из магниевых сплавов методом вакуумного всасывания, а также обычньгм методом разливки металла в формы. Соответствующие результаты сведены в табл, 3.
Во всех случаях испытания предложенной формовочной смеси прошли с пояож тельным эффектом. Смесь № 3 обладает оптимальным составом.
Применение предложенной смеси позволяет устранить взаимодействие формы с расплавлегшыми магниевыми сплавами при давлении до 70 атм; обеспечить требуемую прочность материала формы во время процесса формирования отливки; предотвратить пропитку материала формы жидким металлом; обеспечить легкость удаления отливки из формы.
Применение смеси позволяет получить методом автоклавноголитья фасонные детали из высокопрочных композиционных материалов на основе магниевых сплавов, армированных борным и углеродным волокном, а также нитевидными кристаллами, что с применением других методов в настоящее время не представляется возможным.
Таблица 1
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения литейных форм из гипсосодержащей формовочной смеси | 1978 |
|
SU778906A1 |
| Противопригарное покрытие для металлических литейных форм | 1980 |
|
SU917891A1 |
| Противопригарная краска для песчаных форм и стержней, используемых при литье магниевых сплавов | 2018 |
|
RU2697680C1 |
| ПРИСАДКА ДЛЯ ФОРМОВОЧНЫХ СМЕСЕЙ | 2003 |
|
RU2238168C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОТЛИВОК ИЗ ЧУГУНА ДОМЕННОЙ ПЛАВКИ | 2005 |
|
RU2300441C1 |
| Присадка для формовочных смесей | 2019 |
|
RU2696803C1 |
| ХОЛОДНОТВЕРДЕЮЩАЯ СМЕСЬ ДЛЯ ИЗГОТОВЛЕНИЯ ФОРМ И СТЕРЖНЕЙ | 2014 |
|
RU2576289C1 |
| Литниковая система для заливки крупногабаритных тонкостенных отливок, представляющих собой тела вращения из магниевых сплавов в атмосфере защитного газа, в формы из ХТС | 2019 |
|
RU2738170C1 |
| Масса для изготовления литейных стержней и форм, а также огнеупорных и абразивных изделий | 1974 |
|
SU876052A3 |
| Смесь для изготовления стержней и облицовочного слоя форм при литье магниевых сплавов и способ ее приготовления | 1982 |
|
SU1072979A1 |
ЗО
750
7ОО
50
70
8ОО
730
40
Таблица 2
поверхность местами шероховатаяповерхность шероховатая с наплавами ме талла
поверхность гладкая
поверхность шероховатая Формула иаобрет Смесь для изготовления литейных форм для получения отливок преимущественно из сплавов на основе магния, включающая гипс и борсодержащее соединение, отличающаяся тем, что, с целью повьпцения качества поверхности отливки, она содержит в качестве борсодержащего соединения, нят РИД бора и дополнительно содержит окись
Таблица 3 е н и я магйия при следующем соотношении ингредиентов, вес.%: Гипс20-7Q Нитрид бора20-60 Окись, магния10-60 Источники информации,принятые во вни- мание при экспертизе: 1. Авторское свидетельство СССР № 471145, Кл. В 22 С 1/06, 1972.
