Изобретение относится к литейному производству, а именно к защитной присадке для формовочных смесей, используемых при фасонном литье магниевых сплавов в песчаные формы.
Известные типовые составы формовочных смесей для фасонного литья магниевых сплавов включают песок различных марок, бентонит и защитную присадку.
Формовочные песчаные смеси служат для наполнения литейных форм, которые заливаются жидкими магниевыми сплавами. Заливаемый в литейную форму жидкий магниевый сплав в воздушной среде полости формы окисляется и поэтому для защиты жидкого магниевого сплава от окисления в формовочную смесь добавляют защитную присадку, которая защищает жидкий металл в литейной форме от окисления и этим предотвращает образование окисных дефектов на поверхности затвердевшей отливки (детали) и пригара.
Принцип защитного действия присадок основан на термическом разложении, гидролизе ее компонентов, образования нейтральных к расплаву магниевых сплавов газов и частичного взаимодействия их с металлом с образованием на поверхности отливок защитных пленок.
Известна присадка для формовочных смесей, содержащая серный колчедан и борную кислоту в соотношении в мас.% (2,0-9,0):(0,5-3,0) (а.с. СССР № 1228418).
Недостатком этой присадки является вероятность образования сероводорода в процессе заполнения жидким металлом песчаных литейных форм и отсутствие защиты жидкого металла от окисления до момента нагрева пограничного с металлом слоя формовочной смеси до 350-400°С.
Известна присадка, состоящая из мочевины,, борной и серной кислоты в соотношении 2:1:2 (а.с. СССР № 330899). Она имеет трудоемкую не безопасную из-за наличия кислот технологию приготовления и не нашла промышленного применения.
Наиболее близкой по составу и назначению, взятая за прототип, является присадка ВМ, имеющая следующий химический состав в мас.%:
Борная кислота 13-17
Кристаллогидрат сернокислого алюминия 15-19
Мочевина Остальное
(Магниевые сплавы II. Справочник “Технология производства и свойства отливок и деформированных полуфабрикатов”. Москва, “Металлургия”, 1978 г., стр.109).
Недостатком известной присадки являются невысокие защитные свойства особенно в интервале температур 100-300°С пограничного с металлом слоя формовочной смеси, содержащей защитную присадку.
Технической задачей предлагаемого изобретения является создание присадки для формовочных смесей литейных форм магниевого литья, надежно защищающей в литейной форме жидкие магниевые сплавы от окисления - горения и пригара в широком диапазоне температур литейной формы (150-700°С).
Решение поставленной задачи достигается тем, что предложена присадка для песчаных литейных форм магниевого литья, включающая мочевину, борную кислоту, которая дополнительно содержит фтористый алюминий при следующем соотношении компонентов в мас.%:
Борная кислота 14-20
Фтористый алюминий 8-18
Мочевина Остальное
Присадка может дополнительно содержать один компонент из группы, включающей углекислый марганец, углекислый магний, сернокислую медь, сернокислый алюминий, сернокислый аммоний, сернокислый магний при следующем соотношении компонентов в мас.%:
Борная кислота 14-20
Фтористый алюминий 8-18
Один компонент из группы, включающей:
Углекислый марганец
Углекислый магний
Сернокислая медь 4-8
Сернокислый алюминий
Сернокислый аммоний
Сернокислый магний
Мочевина Остальное
Отличием предлагаемого состава присадки от состава-прототипа является введение фтористого алюминия, который может иметь не более 3 молекул кристаллизационной воды, тогда как содержащийся в присадке-прототипе сернокислый алюминий имеет 18 молекул воды, а весовые соотношения этих двух компонентов в присадках примерно равны. По этой причине и по присущей этому веществу гигроскопичности присадка-прототип увлажняется в процессе транспортировки и хранении. Повышенная влажность присадки отрицательно влияет на качество отливок, получаемых литьем в песчаные формы, так как загрязняет поверхность и сечения отливок окислами и шлаками.
Содержащиеся в предлагаемой присадке фтористый алюминий не гигроскопичен, а частичное его взаимодействие с жидким магнием образует на поверхности отливок пленку фтористого магния, которая оказывает положительное действие на чистоту поверхности отливок и их коррозионную стойкость.
Для улучшения технологических характеристик присадки и формовочных смесей при получении особо ответственных деталей авиакосмической техники в ее состав вводят одно вещество из группы: углекислый марганец, углекислый магний, сернокислая медь, сернокислый алюминий, сернокислый аммоний, сернокислый магний.
Каждое из этих веществ имеет различные температуры разложения и эффективнее защищают поверхность отливки от образования окислов и пригара в процессе заполнения и кристаллизации жидкого металла в литейной форме.
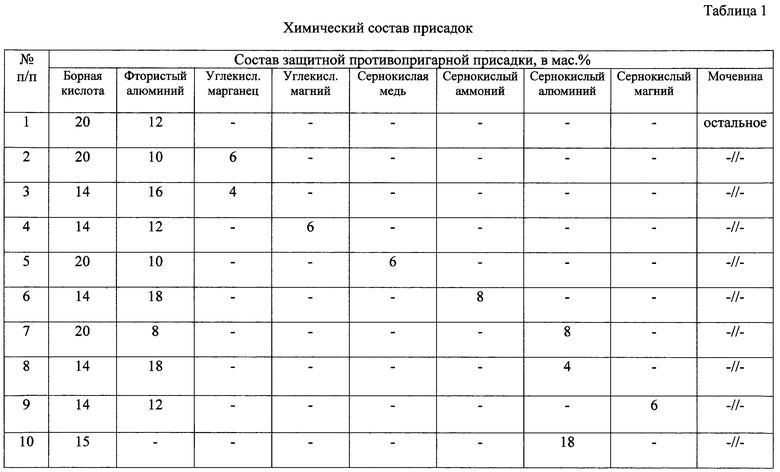
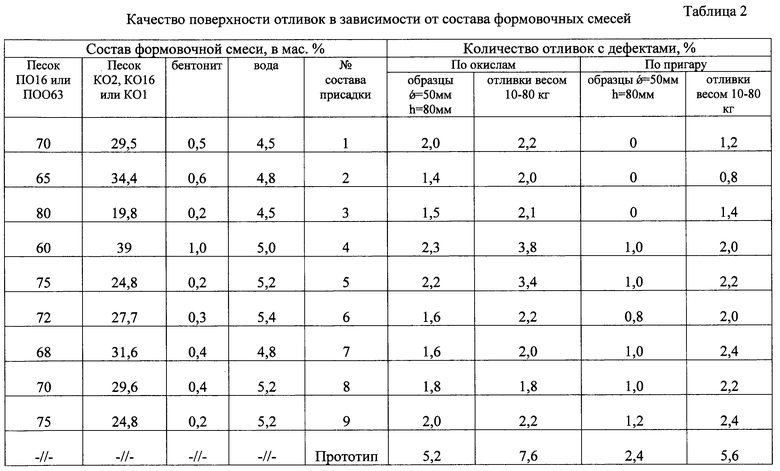
Предлагаемые составы присадки и формовочные смеси, включающие ее, опробованы в лабораторных и заводских условиях. В бегунах-смесителях готовилась типовая формовочная смесь в количестве 40-400 кг из песков с добавлением в нее присадки одного из составов, приведенных в таблице 1, в которой по порядковому номеру 1-9 указаны предлагаемые составы, а под номером 10 состав присадки-прототипа. Присадка ко всем составам формовочной смеси добавлялась в количестве 6% от общего веса формовочной смеси. Всего было приготовлено девять составов формовочной смеси с различными составами присадок (таблица 2).
Изготовленные литейные песчаные формы заливались жидким магниевым сплавом МЛ5 и после их охлаждения из них извлекались металлические фасонные отливки и образцы.
По чистоте поверхности отливок и образцов производилась оценка защитных свойств применяемых составов формовочной смеси и защитных присадок. Из данных таблицы 2 следует, что все опробованные составы защитных присадок позволяют получать лучшее качество по чистоте (окисным включениям) поверхности отливок по сравнению с защитной присадкой-прототипом, что подтверждает повышенные защитные свойства предлагаемых присадок. Количество дефектных отливок уменьшается примерно в 2-4 раза. За исключением состава присадок № 7, 8 все они не содержат сернокислого алюминия, который из-за содержания в нем 18 молекул воды сильно увлажняют присадку и при контакте с жидким металлом возможно выделение сероводорода. Однако состав присадок № 7, 8 содержит сернокислого алюминия меньше, чем состав прототипа и поэтому возможное выделение сероводорода также меньше.
При применении присадок составов № 1, 2, 3, 4 сероводород не выделяется и этим улучшает санитарно-гигиенические условия труда и экологию окружающей среды.
Количество дефектных образцов при их применении по сравнению с присадкой-прототипом уменьшается в 2-4 раза, что позволит получать экономический эффект.
Таким образом, применение предлагаемого изобретения позволит получать качественные отливки из различных магниевых сплавов, снизить трудовые и энергетические затраты по устранению дефектов в отливках (деталях) и улучшить санитарно-гигиенические условия.
| название | год | авторы | номер документа |
|---|---|---|---|
| Присадка для формовочных смесей | 2019 |
|
RU2696803C1 |
| ПРОТИВОПРИГАРНАЯ ПРИСАДКА ДЛЯ ФОРМОВОЧНЫХ СМЕСЕЙ | 2002 |
|
RU2221668C1 |
| ФОРМОВОЧНАЯ СМЕСЬ ДЛЯ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ ФОРМ ПРИ ЛИТЬЕ МАГНИЕВЫХ СПЛАВОВ | 2016 |
|
RU2632754C1 |
| Смесь для изготовления стержней и облицовочного слоя форм при литье магниевых сплавов и способ ее приготовления | 1982 |
|
SU1072979A1 |
| Противопригарная краска для песчаных форм и стержней, используемых при литье магниевых сплавов | 2018 |
|
RU2697680C1 |
| Способ изготовления отливок из легкоокисляющихся сплавов | 1977 |
|
SU624715A1 |
| ПРОТИВОПРИГАРНАЯ КРАСКА ДЛЯ ЛИТЕЙНЫХ ФОРМ ДЛЯ ЛИТЬЯ МАГНИЕВЫХ СПЛАВОВ | 2016 |
|
RU2632753C1 |
| СПОСОБ ПРИГОТОВЛЕНИЯ ФОРМОВОЧНОЙ СМЕСИ ДЛЯ МАГНИЕВЫХ СПЛАВОВ | 2004 |
|
RU2264884C1 |
| Самотвердеющая смесь для изготовления форм и стержней при литье магниевых сплавов | 1988 |
|
SU1614884A1 |
| Способ производства отливок из магния и магниевых сплавов | 1929 |
|
SU25130A1 |
Изобретение относится к литейному производству, в частности к фасонному литью магниевых сплавов в песчаные формы. Присадка для формовочных смесей включает борную кислоту 14-20 мас.%, фтористый алюминий 8-18% и остальное - мочевину. Присадка может дополнительно содержать одно вещество из группы, включающей углекислый марганец, углекислый магний, сернокислую медь, сернокислый аммоний, сернокислый алюминий, сернокислый магний, в количестве 4-8 мас.%. Обеспечивается повышение надежности защиты жидких магниевых сплавов от окисления и пригара, улучшение санитарно-гигиенических условий труда. 1 з.п. ф-лы, 2 табл.
Борная кислота 14-20
Фтористый алюминий 8-18
Мочевина Остальное
Борная кислота 14-20
Фтористый алюминий 8-18
Один компонент из группы: углекислый
марганец, углекислый магний,
сернокислая медь, сернокислый аммоний,
сернокислый алюминий, сернокислый магний 4-8
Мочевина Остальное
| 0 |
|
SU330899A1 | |
| Магниевые сплавы | |||
| Справочник | |||
| ч | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Технология производства и свойства отливок и деформированных полуфабрикатов | |||
| - М.: Металлургия, 1978, с.109 | |||
| КОЛОБНЕВ И.Ф | |||
| и др | |||
| Справочник литейщика | |||
| Цветное литье из легких сплавов | |||
| - М.: Машиностроение, 1974, с.250 | |||
| Формовочная смесь для литья магниевых сплавов | 1990 |
|
SU1828418A3 |
