1
Изобретение касается сварочного производства и может быть использовано для местного нагрева при термообработке сварных швов, соединяющих участки металлических конструкций под углом друг к яру-
УУказанные соединения могут иметь кольцевые сварные швы, в частности при сварке штуцеров, люков, пазов, обечаек, днищ и других элементов сосудов. Сами элементы сварной конструкции могут быть как одинаковой так и разной толшины.
Таким образом, нагреваемый объем металла имеет х.остоянное стечение вдоль кольцевой или продольной оси сварного соединеняя.
Известна многопламанная горелка для газопрессовой сварки, термической обработки и подогрева, содержащая газоподводяший ствол со смесителем, распределитель и го- ловку с газовыми камерами, соответствуюшими контуру изделия ij . В газовьгх камерах горелки выполнены два входных отверстия для горючей смеси, расположенные на противоположных стенках камеры и обаспечиваюших смешение встречных газовых потоков. В газовых камерах имеются перегородки, расположенные над местом сосредоточения больших объемов металла.
Такая горелка позволяет обеспечить равномерный местный нагрев в тех случаях, когда в соответствии с ..лконтуром нагреваемой детали и распределением объемов металла по сечению целесообразна неодинаковая интенсивность нагрева по периметру изделия. Однако она приспособлена только к. одному типоразмеру изделия. При переходе на другие размеры и конфигурацию обрабатываемой детали необходимо изготавливать горелку специально под эти размеры.
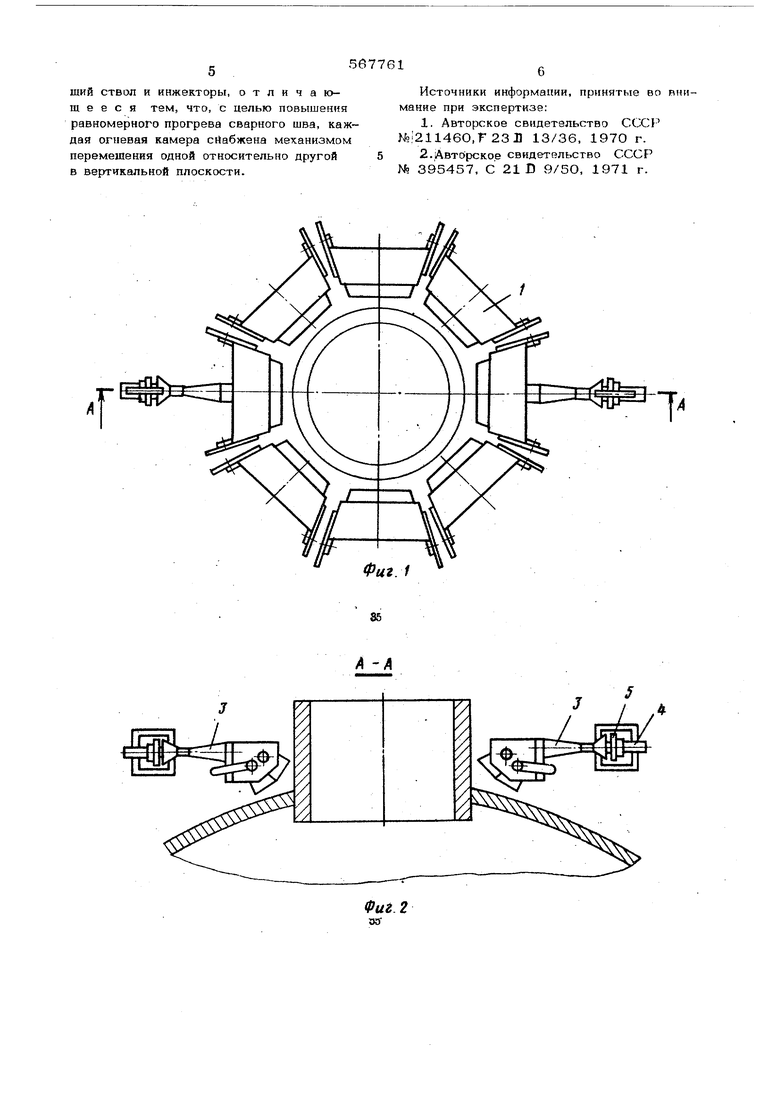
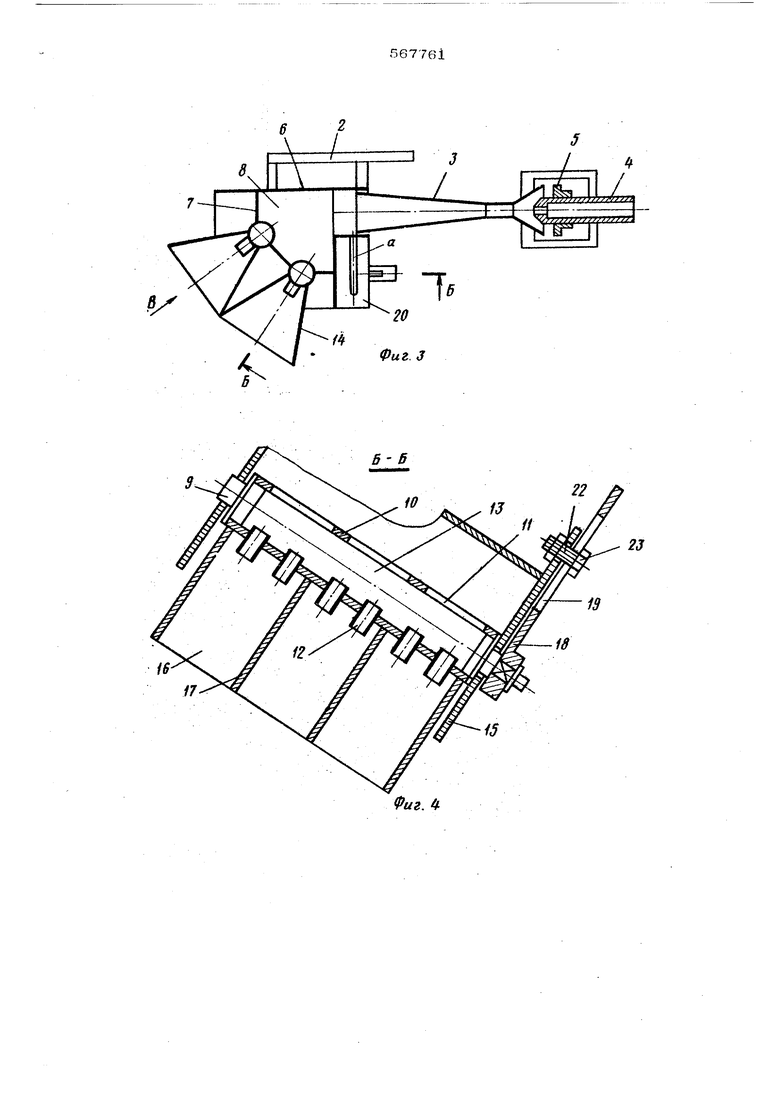
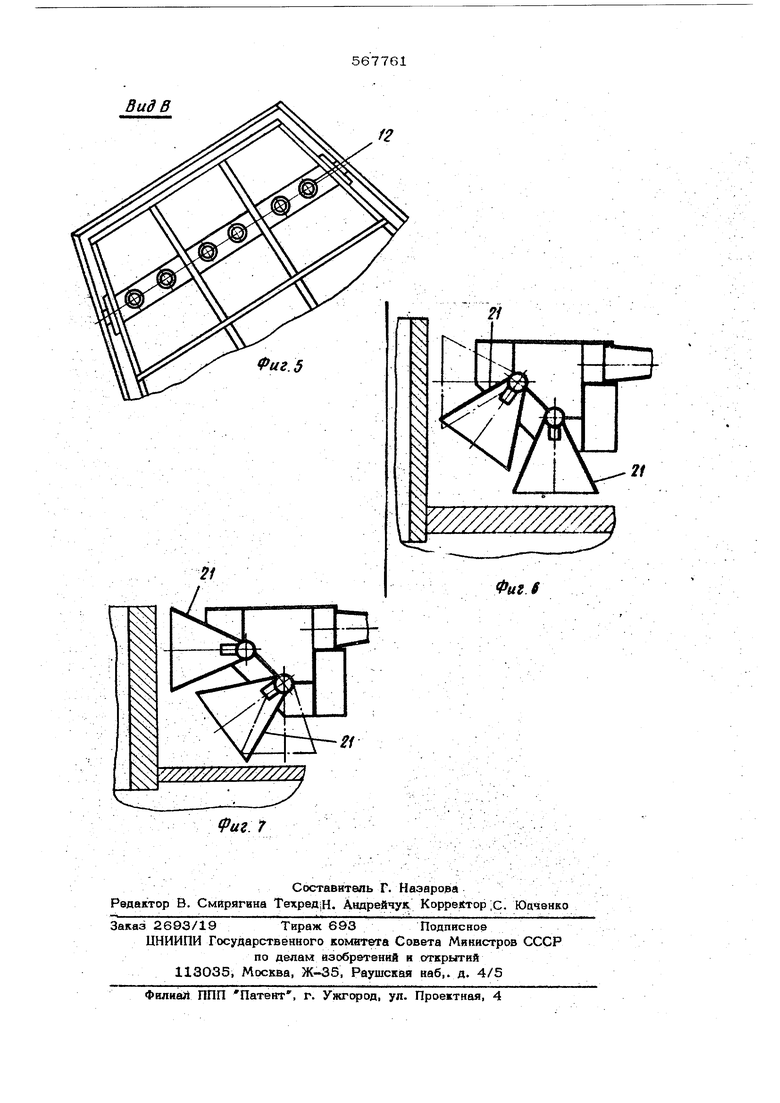
Известна установка для местного нагрева, которая предназначена для нагрева кольцевых и продольных швов тел вращения, например (рбачаекл конусов 2j . Она состоит из необходимого количества блоков, соединенных шарнирно можду собой в пояс, внутри которых последовательно размешены ка|меры: смесительная.распределительная и вая с соплами, а также газоподводяший ствол и инжекторы. Этот пояс соедицен с консолью и может совершать возвратно-поступательны перемещения вперэд-назйд и вверх-вниз. Такая конструкция позволяет перед обработкой сварных швов отрегулировать положение блоков относительно обрабатыва мрго аппарата по высоте н конфигурации, а также установить горелки на необходимо расстояние от обрабатываемой поверхности изделия. Однако она;не обеспечивает равномерного нагрева сварных швовдеталей, соединенных под углом друг к другу, особенно, когда элементы соединения имеют разную тоишину. Целью изобретения является повышение равномерного прогрева сварного шва, -сое- динйющего под различными |Углами1 деталк, в том числе разной толщины и типо размеров. Поставленная аель достигается тем, что огневая камерй снабжена механизмом перемещения одной относительно другой в вертикальной плоскости. На фиг. 1. изображено предлагаемое уст ройство, вид в плане; на фиг. 2 - раэрез А-А фиг 1; на фиг. 3 - газовая горелка, продольный разрез; на фиг. 4- разрез Б-Б фиг. 3; на фиг. 5 - вид В фиг. 3; на фиг. и 7 - узлы газовых камер в возможных положениях для обработки изделий. Устройство для местного нагрева представляет собой блок газовых горелок 1, собираемых по контуру обрабатываемого из :делня при помощи кронштейнов 2 и крепежных деталей (на чертежах j не показаны). Каждая горелка состоит из газоподводящег ствола 3 с инжектором 4 и регулирующей шайбой 5. Газоподводяший ствол жестко соединен с головкой.6 горелки, представля щей Собой сварную конструкцию, имеющую в плане форму: правильной тра;пеиии, во вну ренней плоскости которой закрейпейы перемычки 7, обраэу ршиб смесительную S камеру. В торцовые ст енки: головки посредством заглушки 9, которые вьшолняют роль f ft :оапф, вмонтированы две аналогичные по: конструкции Фрубы 10. В трубах выполнены щелевые отверсти.ч 11 и жестко закреп лены сопла 12. Внутренняя полость трубы образует распределительную 13 камеру. К каждой трубе жестко присоединены боковые 14 и торцовые 15 стенки, которые образуют газовую 16 камеру, имеюшуювплане форму правильной трапеции, а в поперечном сечении-расходяшийся раструб. Во внутренней полости огневых камер р мешены ребра жесткости 17. На одном кон ае заглушки трубы жестко закреплена рук ятка 18 с вертикальной прорезью 19. К головке горелки прикреплена пластина 20 с продольной прорезью . Внутренние поверхности огневых камер облицованы огнеупорным материалом (на чертежах не показано). Таким образом, распределительные газовые камеры горел и конструктивно вьшолнены так, что они образуют два аналогичньп узла 21, совершающих независимое угловое перемещение в вертикальной плоскости относительно головки горелки и относительно один другого и могут быть (зафиксированы в нужном положении. Устройство для местного нагрева работает следующим образом. Перед обрайотКой изделия устройство монтируется при помоши кронштейнов и крепежных деталей в блок, соответствующий обрабатываемой контуру детали. Форма головки горелки, образую щая в плане правильную трапецию, позволяет наиболее плотно соединить горелки в блок, соответственно конфигураций периметра обрабатываемой детали.С помошЬю рукояток 18 поворотные узлы устанавливают так, чтобы их положение соответствовало углу обрабатываемого сварного соединения и толщине деталей, образующих это угловое соединение и фиксируют их в таком по ложении при помощи бопта 22 с гайкой 23, проходящего;в прорези 19 рукояти и пластиьы 20. Подают горячий газ под избыточньш давлением в инжектор, который инжектирует из атмосферы воздух через проходные отверстия, зазор которых регулируется шайбой .5. Газовая смесь проходит через смесительную камеру 8,;поступает через отверстия 11 в .распределительную -камеру 13, оттуда через газовые со11ла 12 fe гйзобую. камеру 16, где и зажигается. Расположенные, под: углом друг к другу огневые камеры, устаиовленные за счет поворота узлов 21 соответственно параметрам обрабатываемого изделия, обеспечивают выход потоков продуктов сгорания под углом, соответствующим углу обрабатываемого сварного соединения. Устройство местного нагрева обеспечивает постоянный интенсивный прогрев одновременно по всему периметру зоны углового сварHoroijuBa деталгй рйзличной толщины с переменным углом соединения. Формула изобретения Устройство для местной термической обработки сварных швов, содержащее блоки, соединенные собой, внутри каждого из которых последовательно размещены камеры: смесительная, распределительная огневая с соплами, а также газоподводяший CTBtwi и инжекторы, о т л и ч а юш е е с я тем, что, с целью повышения равномерного прогрева сварного шва, каждая огневая камера снабжена механизмом перемешения одной относительно другой в вертикальной плоскости.
Источники информации, принятые во мание при экспертизе:
1. Авторское свидетельство СССР № 211460,Г 231 13/36, 1970 г.
2.|Автбрское свидетельство СССР № 395457, С 21 D 9/5О, 1971 г.

| название | год | авторы | номер документа |
|---|---|---|---|
| ГОРЕЛКА ФАКЕЛЬНАЯ ИНЖЕКЦИОННАЯ | 2002 |
|
RU2215938C1 |
| Устройство для газопламенной обработки материалов | 2016 |
|
RU2716913C2 |
| РЕЗАК ДЛЯ ОГНЕВОЙ РЕЗКИ МЕТАЛЛА | 1989 |
|
SU1792148A1 |
| МНОГОПЛАМЕННАЯ ГОРЕЛКА ДЛЯ ГАЗОПРЕССОВОЙ СВАРКИ, ТЕРМИЧЕСКОЙ ОБРАБОТКИ И ПОДОГРЕВА | 1968 |
|
SU211460A1 |
| Устройство для нагрева рельсовой плети бесстыкового пути | 2022 |
|
RU2796902C1 |
| СПОСОБ ТЕРМОАБРАЗИВНОЙ ОБРАБОТКИ И МАШИНА "БОБР" ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2338638C2 |
| ИНЖЕКЦИОННАЯ ГАЗОВАЯ ГОРЕЛКА | 1992 |
|
RU2038536C1 |
| ГОРЕЛКА ИНФРАКРАСНОГО ИЗЛУЧЕНИЯ | 1994 |
|
RU2084762C1 |
| Установка для местного нагрева сварныхшВОВ | 1979 |
|
SU836158A1 |
| РЕЗАК ДЛЯ РЕЗКИ СТАЛИ НА ЖИДКОМ ГОРЮЧЕМ | 1995 |
|
RU2101611C1 |
Т Фиг.
Фи. 2 1 //
Фиг. 3 бФиг. 4 б
