(54) УСТАНОВКА ДЛЯ МЕСТНОГО НАГРЕВА СВАРНЫХ ШВОВ
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для термообработки сварных швов полых изделий | 1977 |
|
SU737483A1 |
| Устройство для дуговой сварки | 1983 |
|
SU1098734A1 |
| Устройство для термообработки сварных швов | 1975 |
|
SU544692A1 |
| Устройство для электродуговой сварки кольцевых швов | 1981 |
|
SU979056A1 |
| Устройство для термической обработки полых изделий | 1978 |
|
SU765381A1 |
| Устройство для нагрева сварных соединений полых изделий | 1982 |
|
SU1071652A1 |
| УНИВЕРСАЛЬНЫЙ СТЕНД ДЛЯ ПРАВКИ ДИСКОВ АВТОМОБИЛЬНЫХ КОЛЕС | 2010 |
|
RU2530229C2 |
| СПОСОБ ТЕРМООБРАБОТКИ СВАРНЫХ ШВОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2384632C2 |
| Устройство для местной термической обработки | 1976 |
|
SU567761A1 |
| Установка для термообработки кольцевых сварных швов | 1989 |
|
SU1664855A1 |
. Изобретение относится к печам для термообработки изделий, а именно, к устройствам для термической обработки сварочны.х швов и может быть использовано при сварке вертикальных сосудов с наклонными стенками для химической промышленности, а также при изготовлении с последующей термообработкой кожухов доменных печей и другого оборудования.
Известна установка для газопламенной термообработки сварных швов полых изделий, включающая роликовый стенд, внешний нагреватель, выполненный в виде соединенных шарнирами в кольцо индивидуальных камер сгорания с горелками и .прикрепленный к траверсе, установленного на рельсах самоходного портала, внутренний нагреватель, выполненный в виде двух полуколец, собранных из камер сгорания с горелками, соединенных Между собой шар-, нирами и талрепами,установленных на телескопической стойке полой штанги и подтянутых к ней тягами. Штанга шарнирно закреплена на тележке, при этом ее внутренняя полость на входе сочленена с патрубком вентилятора, а на выходе - с кольцевыми коллекторами 1. Штанга снабжена роликами центрирующего упора для ее установки на внутренней поверхности обрабатываемого изделия. Все горелки внутреннего нагревателя ориентированы вверх. Установка позволяет осуществлять двусторонний нагрев кольцевого шва горизонтального сосуда одновременно по всей его длине, что достигается двухсторонним расположением нагревателей, полностью охватывающих шов.
Однако установка обладает существенным недостатком. Она не позволяет осуществлять термическую обработку сварнь1х швов вертикальных сосудов.
Известна установка для индукционного нагрева сварных швов содержащая индуктор,, стойку, пиноль с приводом горизонтального и вертикального перемещений, снабженная позидионером, укрепленным между пинолью и индуктором и состоящая из трех взаимосвязанных шарнирных звеньев 2. Данная установка обеспечивает индукционный нагрев сварных швов вертикальных сосудов.
Одним из недостатков индукционной установки является ее низкая экономичность.
Наиболее близким решением по технической сущности является известная установка для местного нагрева изделий, содержащая консоль с установленными на ней блоками нагревательных устройств, щарнирно соединенных между собой в пояс и снабженных фиксаторами положения как каждого блока, так и пояса, в целом, патрубков подвода газа и воздуха 3.
Известная установка также обладает недостатком; она не позволяет производить двухсторонний нагрев как кольцевых, так и прямолинейных сварных щвов изделий, имеющих форму полого цилиндра, а также отличную от цилиндра, например, усеченного конуса. Как показала практика, качество металла при одностороннем нагреве сварного щва резко снижается, особенно при термообработке толстостенных изделий (толщина стенки более 80-100мм).
Целью изобретения является обеспечение двухстороннего нагрева сварных щвов изделий с наклонными стенками.
Поставленная цель достигается тем, что прижимное устройство выполнено в виде треугольной рамы, на одном конце основания которой жестко закреплен груз, а на другом конце шарнирно закреплен блок нагревательных устройств, при этом верщина рамы соединена с канатом с лебедкой.
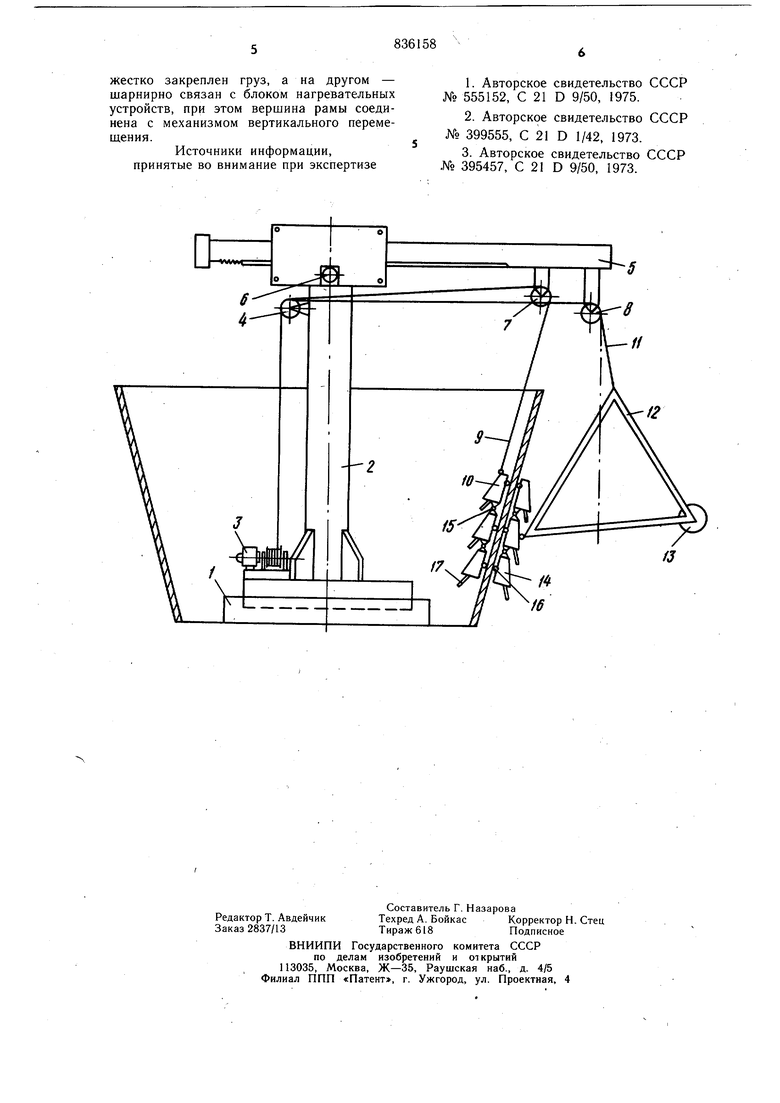
На чертеже изображена данная установка.
Установка содержит неподвижное основание 1, на котором установлена поворотная колонка 2, к которой прикреплена лебедка 3 и обводной блок 4. На поворотной колонке 2 смонтирована с возможностью радиального перемещения консоль 5 и механизм радиального перемещения 6 консоли 5. На консоли укреплены обводные блоки 7 и 8. Канат 9 лебедки 3 соединен с блоком нагревателей 10. К канату 11 лебедки 3 одной из верщин прикреплена треугольная рама 12, на одном конце основания которой жестко закреплен груз 13, а на противоположном конце основания щарнирно закреплен блок нагревателей 14. В блоках нагревателей 10 и 14 нагреватели связаны друг с другом щарнирно, а каждый щарнир снабжен механизмом жесткой фиксации 15. Каждый из блоков нагревателей 10 и 14 снабжен парой колес 16 для контакта с обрабатываемым изделием. В торце каждого нагревателя установлены газовые горелки 17 так, что движение продуктов сгорания происходит снизу вверх.
Установка работает следующим образом.
При термообработке сварных щвов вертикальных изделий типа обечаек и конусов неподвижное основание 1 устанавливается в центре изделия. Перемещением консоли 5
.при помощи механизма радиального перемещения 6 блоки нагревателей 10 и 14 размещаются по обе стороны стенки изделия с фиксацией (при необходимости взаиморасположения нагревателей в блоках
нагревателей) при помощи механизма жесткой фиксации 15. Блок йагревателей 10 под действием составляющей силы своего веса прижимается к стенке и контактирует с ней колесами, Это происходит из-за того, что стенка, с которой взаимодействует блок
нагревателей 10, образует с горизонталью тупой угол. Блок нагревателей 14 колесами 16 контактирует со стороной стенки изделия, образующей острый угол с горизонталью. Верщина рамы, соединенная с электролебедкой, а также верщина, где закреплен груз 13, находится в плоскости, расположенной за вертикалью, проведенной через точку подвески каната 11 на блок 8. Грузом 13 регулируем горизонтальную составляющую силы веса системы, образованной
блоком нагревателей 14 и треугольной рамой 12 с грузом 13, которая прижимает блок нагревателей 14 к наклонной стенке изделия в процессе перемещения нагревателей вдоль сварного щва.
Перед термообработкой сварного щва производится розжиг горелок 17. Затем включается лебедка 3, которая обеспечивает синхронное перемещение блоков нагревателей 10 и 14 вдоль сварного щва.
Для термообработки кольцевых щвов
вертикальных изделий, блоки нагревателей 10 и 14 разворачиваются горизонтально. Фиксируется взаимоположение нагревателей в блоках нагревателей 10 и 14 механизмами жесткой фиксации 15. Производится розжиг горелок 17. Вращательным движением поворотной колонки 2 обеспечивается перемещение блоков нагревателей вдоль стенки изделия.
Данное устройство, благодаря наличию такого прижимного устройства, может быть
применено для местного нагрева вертикальных и горизонтальных труб и обечаек как цилиндрической, так и конической формы, например, обечайки доменных печей, а таТ(же изделий, не являющихся трубами или обечайками, например борт корабля.
Формула изобретения
Установка для местного нагрева сварных щвов, содержащая консоль с установленными на ней и шарнирно связанными между собой блоками нагревательных устройств, механизмы радиального и вертикального перемещения, и прижимное устройство, отличающаяся тем, что с целью обеспечения двухстороннего нагрева сварных щвов изделий с наклонными стенками, прижимное устройство выполнено в виде треугольной рамы, на одном конце основания которой
жестко закреплен груз, а на другом - шарнирно связан с блоком нагревательных устройств, при этом вершина рамы соединена с механизмом вертикального перемещения.
Источники информации, принятые во внимание при экспертизе
