(54) СПОСОБ ВЫРАВНИВАНИЯ ТЕМПЕРАТУРЫ ПО ДЛИНЕ ПРОКАТА
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ ПОЛОС | 2004 |
|
RU2279937C1 |
| СПОСОБ ПРОИЗВОДСТВА РУЛОНОВ ГОРЯЧЕКАТАНОЙ ТРУБНОЙ СТАЛИ | 2004 |
|
RU2270064C1 |
| Способ охлаждения толстолистового проката | 1991 |
|
SU1817714A3 |
| Способ горячей прокатки полос | 1991 |
|
SU1784299A1 |
| Способ охлаждения горячекатаного металла | 1980 |
|
SU900916A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНЫХ ТРУБ ИЗ ГОРЯЧЕКАТАНОГО ЛИСТОВОГО МАТЕРИАЛА | 1999 |
|
RU2175900C2 |
| СПОСОБ ОХЛАЖДЕНИЯ ФАСОННЫХ ПРОФИЛЕЙ ПРОКАТА | 2001 |
|
RU2207207C1 |
| Способ регулируемого охлаждения проката | 1975 |
|
SU1271893A1 |
| СПОСОБ ПРОИЗВОДСТВА ГОРЯЧЕКАТАНОГО ПЛОСКОГО ПРОКАТА | 2005 |
|
RU2289485C1 |
| Способ образования мотка | 1986 |
|
SU1391758A1 |
t
эобретение касается способов вь равннвания температуры по длине проката, на пример раската, полученного в черновой групе рабочих клетей полосового стана перед задачей его в чистовую группу.
Известен способ охлаждения водой горячего проката, включакяаий поргаюнную подачу охладителя (воды) сбоку или сверху на полосу, в котором для повышения интенсивности процесса охлаждения, охладитель периодически полностью удаляют с охлаждающей поверхности под давлением потоками воды или воздуха ,ll .
Недостатком такого способа охлаждения горячего проката водой является сравнительно частый выход из строя охлаждающих устройств ввиду засорения коллекторов, форсунок и т.д., а также снижение долговечности работы; всего обсрудования. Кроме того, практически часто невозможно добиться требуемой высокой скорости охлаждения, а вместе с ней высокой степени равиомернос1И охлаждения по ширине и О11редепе1шому по длине без коробльния.
Особенно остро возшшает необходвмооть более равномерного выравнгвания по ширине и определенному способу выравнявавия температуры по длине проката перед задачей их в чистовую ; gynny. Обычно твмп&ратура одного конца проката аи 2O...SO С больше другого, что шляется одной va основных причин возникновениа дальнейшей прокатке продольной развоголашввос. Принудительное охлаждение воздухом дает возможность избежать недостатк ш, присущих охлаждению водой (более равномерное поперечное охлаждение, повышение долгове ности всего оборудования), но не обеспечивает требуемых скоростей охлаждения ввиду энергозатрат и не обеспечивает выравнивание температуры пэ длине раската.
Цель изобретения - снижение обшей потери тепла прокатом и сокращение времени процесса выравнивания его температур::.
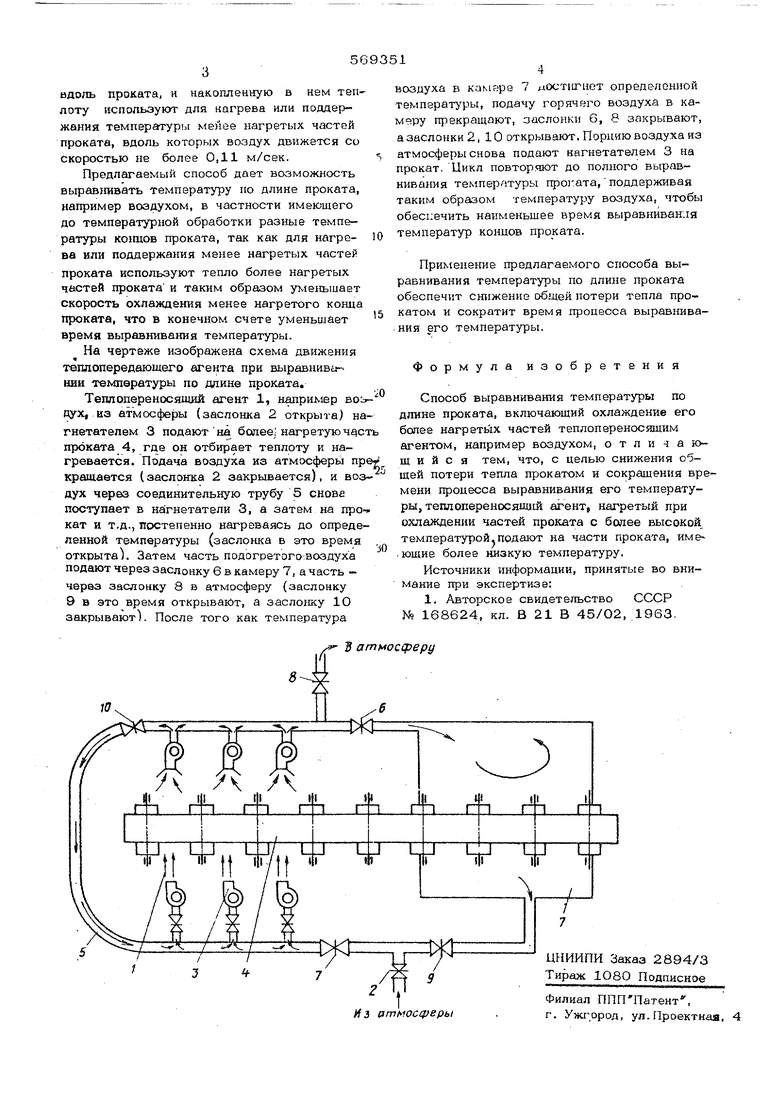
Это достигается тем, чТо L ггредлагаемом способе тепло от более нагретых частей проката отбирают принудительным охлаждениемтеплопереносящим агентом, например воздухом, движуздимся со скоростью 2... 5 м/сек
