Изобретение относится к области черной металлургии, в частности к охлаждению фасонных профилей проката в потоке сортовых станов горячей прокатки.
Известен способ регулируемого охлаждения проката, включающий первичное охлаждение до 650-850oС и вторичное охлаждение бунта при смотке подачей охладителя на бунт направленной струей в кольцевую зону полости заполнения бунта после заполнения 1/5-1/3 ее высоты, увеличивая интенсивность подачи охладителя в процессе намотки бунта на 2/3-4/5 его высоты к центральной по высоте зоне бунта до переохлаждения ее на 50-150oС по сравнению с температурой концевых участков бунта, при этом охладитель с максимальной интенсивностью подают в центральную часть кольца по его ширине с плавным уменьшением интенсивности к его краю (А.с. СССР 1271893, кл. С 21 D 1/02, опубл. 23.11.86.).
Однако использование известного технического решения целесообразно только при производстве бунтового проката. Охлаждение фасонных профилей проката известным способом не позволяет стабилизировать температуру по длине и сечению профиля, т.к. концевые участки, равные 1/5-1/3 общей длины раската, подвергаемые охлаждению до температуры на 50-150oС выше, чем температура средней части профиля за счет большой их протяженности по отношению к общей длине раската, приводит к возникновению значительных термических напряжений на концевых участках, т. к. температура этих участков не успевает выравняться. Значительная разница температуры по длине раската обусловлена тем, что после охлаждения перед подачей на холодильник периферийные зоны концевых участков имеют температуру 680oС, приграничные со средней частью зоны концевых участков охлаждаются до значений температур средней части, равной 650oС, а середина концевых участков имеет температуру около 800oС, что приводит к образованию значительных продольных напряжений в переходных зонах и на концах профиля, которые приводят к короблению металла и искривлению профиля.
Наиболее близким аналогом заявляемого изобретения является способ производства угловых профилей, включающий горячую прокатку и двухстадийное охлаждение с первоочередным подстуживанием вершины профиля до 500-750oC с регламентацией размеров участков локального охлаждения и последующим охлаждением профиля по всему периметру с выравниваним температуры, в котором подстуживанию подвергают прилежащую к вершине внешнюю часть полок профиля на расстоянии l=(0,90-0,95)Bi, а прилежащую к впадине внутреннюю часть полок на расстоянии l=(1,05-1,1)Bk, где Bi - расстояние от вершины профиля до точки пересечения главной центральной оси инерции поперечного сечения с внешней стороной каждой полки; Bk - расстояние от впадины профиля до точки пересечения главной центральной оси инерции поперечного сечения с внутренней стороной каждой полки (А.с. СССР 1748898, кл. В 21 В 45/02, опубл. 23.07.92.).
Признаки ближайшего аналога, совпадающие с существенными признаками заявляемого изобретения: охлаждение профиля с регламентацией размеров участков локального охлаждения.
Известный способ не обеспечивает получение требуемого технического результата по следующим причинам.
Для снижения искривления профиля осуществляют выравнивание температуры по поперечному сечению проката, затем после двухстадийного охлаждения прокат поступает на холодильник для дальнейшего охлаждения. В связи с тем, что скорость охлаждения на холодильнике концевых участков проката на 10-30% выше скорости охлаждения средней части, происходит искривление профиля за счет возникновения продольных термических напряжений, направленных вдоль продольной оси профиля от его концевых участков к середине.
Кроме того, за счет разности температур концевых участков и средней части профиля фазовые превращения происходят от концов профиля к его середине, что приводит к возникновение изгибающих продольных термических напряжений и изгибу концевых участков вниз, обусловленному конфигурацией поперечного сечения и потокам охлаждающего воздуха при транспортировании его на холодильнике, что в конечном итоге приводит к бурению проката.
Реализация известного способа на практике затруднена в связи с тем, что прокат испытывает значительные термические напряжения из-за очередности операций интенсивного охлаждения как в ходе процесса первоочередного подстуживания вершины профиля, так и непосредственно по выходу из зоны охлаждения профиля от вершины до главной оси инерции. Чрезмерные термические напряжения при одновременных фазовых превращениях, происходящие неодновременно в отдельных элементах профиля, приводит к короблению проката в технологической трассе (в подводящих и отводящих рольгангах холодильника, на рейках холодильника, на входе в агрегаты порезки и т.д.). По этой причине режимы охлаждения по известному способу, обеспечивающие остаточную кривизну готового изделия в пределах требования стандарта (менее 2 мм/пог.м) без применения механической правки, не позволяют достигнуть технологической прямолинейности профиля, достаточной для стабильного транспортирования его по технологической трассе. Возникающие термические и фазовые напряжения на концевых участках профиля приводят к подгибу концов вниз. Транспортирование профиля с подогнутыми вниз концами крайне затруднено, а в ряде случаев невозможно по причине упора их в технологические зазоры ограждения рольгангов, плитового настила, рихтовальных плит холодильника.
В основу изобретения поставлена задача усовершенствования способа охлаждения фасонных профилей проката, в котором за счет разнотемпературных участков локального охлаждения по длине профиля обеспечивается создание благоприятной формы для стабильного транспортирования по технологической трассе, что позволяет повысить прямолинейность готового проката.
Поставленная задача решается тем, что в способе охлаждения фасонных профилей проката, включающем охлаждение профиля с регламентацией размеров участков локального охлаждения, согласно изобретению охлаждение профиля ведут в три этапа, при этом на первом этапе охлаждают передний конец профиля на участке длиной, равной 20-40 максимального габаритного размера поперечного сечения профиля со скоростью, равной 0,3-0,4 критической скорости охлаждения, на втором этапе охлаждают средний участок профиля со скоростью, равной 0,8-0,9 критической скорости охлаждения, а на третьем этапе охлаждают задний конец профиля на участке длиной, равной 20-40 максимального габаритного размера поперечного сечения профиля со скоростью равной 0,2-0,3 критической скорости охлаждения.
Предлагаемый способ учитывает широкий марочный и профильный сортамент продукции, производимой на прокатном стане. Изменение химического состава стали или сечения профиля влечет изменение перераспределения температуры по длине профиля. Для снижения уровня остаточных продольных термических напряжений выбирают режим охлаждения, наиболее благоприятный для данного вида проката. Зависимости длины участков локального охлаждения от габаритного размера поперечного сечения профиля и скорости охлаждения от критической скорости охлаждения выбирают из геометрических характеристик сечения и марки стали в каждом конкретном случае индивидуально.
Способ способствует оптимальному распределению температуры и продольных термических напряжений, обеспечивая минимум остаточной кривизны. Для выравнивания температуры концевых участков передний конец профиля охлаждают со скоростью, равной 0,3-0,4 критической скорости охлаждения, обусловленной тем, что температура переднего конца профиля после выхода из чистовой клети на 50-100oС выше температуры заднего конца. Поэтому задний конец профиля охлаждают со скоростью, равной 0,2-0,3 критической скорости, обеспечивая равенство значений температур концевых участков. Экспериментально установлено, что при одинаковой температуре профиля по его длине величина изгиба концевых участков профиля проката достигает величины, рваной 20-40 максимального габаритного размера поперечного сечения профиля.
Пример.
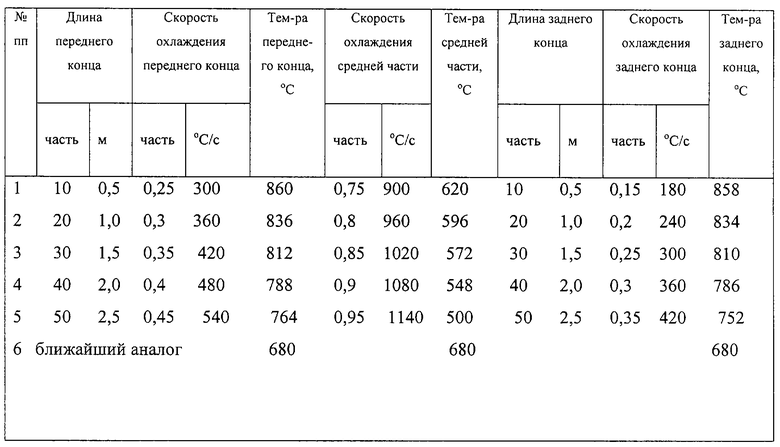
После окончания процесса прокатки на стане 300 полученный угловой профиль 50•50•5 мм из стали 3пс с температурой конца прокатки 980oС и скоростью прокатки, равной 11 м/с, подают в установку охлаждения длиной 4,4 м, где осуществляют охлаждение в струйном режиме. При этом температура заднего конца в момент попадания в установку охлаждения составляет 930oС. Струи воды ориентированы на массивный элемент и участки профиля. С помощью блока запорной регулировочной арматуры с системами автоматизированного управления изменяют расход воды, подаваемой в форсунки. Критическая скорость охлаждения равна 1200oС, максимальный габаритный размер профиля равен 0,05 м.
На первом этапе охлаждают передний конец профиля на участке длиной, равной 10-50 максимального габаритного размера поперечного сечения профиля, со скоростью 0,25-0,45 критической скорости охлаждения, которую обеспечивают с помощью системы автомазированного управления подачи воды под давлением 2,5 МПа и расхода 0,02 м3/с.
На втором этапе охлаждения при выходе из установки охлаждения переднего конца профиля включают дополнительные форсунки, повышая расход воды до 0,28 м3/с и охлаждают средний участок профиля со скоростью, равной 0,75-0,95 критической скорости охлаждения.
На третьем этапе охлаждают задний конец профиля длиной, равной 10-60 максимального габаритного размера поперечного сечения профиля, со скоростью 0,15-0,35 критической скорости охлаждения, для чего отключают часть форсунок, обеспечивая расход воды 0,017 м3/с. Затем профиль подают на холодильник для окончательного охлаждения. Полученные результаты представлены в таблице ( 1-5).
Охлаждение по способу - ближайшему аналогу углового профиля 50•50•5 мм из стали 3пс с температурой конца прокатки 980oС проводят в два этапа. Подвергают подстуживанию прилежащую к вершине внешнюю часть полок профиля на расстоянии 27 мм и прилежащую к впадине внутреннюю часть полок профиля на расстоянии 25 мм до 700oС. Затем профиль охлаждают по всему периметру до среднемассовой температуры менее 700oС и подают на холодильник. Результаты представлены в таблице ( 6).
Как видно из таблицы ведение охлаждения по предлагаемому способу обеспечивает получение высокого результата ( 1-3) при соблюдении всех заявляемымх признаков. За счет охлаждения концов профиля со скоростью меньшей, чем скорость охлаждения средней части, в переходной зоне наблюдается изгиб концов вверх, что свидетельствует о благоприятной форме профиля для стабильного транспортирования проката. Микроструктура металла по длине профиля в концевых участках и средней части соответствует 5-8 баллу шкалы ГОСТ 5039-82, что свидетельствует о примерно равных скоростях охлаждения профиля на холодильнике. Нарушение хотя бы одного из заявляемых признаков (варианты 4, 5) приводят к получению формы проката, неблагоприятной для стабильного транспортирования.
При охлаждении по способу - ближайшему аналогу ( 6) полученная форма проката неблагоприятна для стабильного транспортирования, поскольку передний и задний концы профиля имеют подгиб вниз.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ОХЛАЖДЕНИЯ ФАСОННЫХ ПРОФИЛЕЙ ПРОКАТА | 2001 |
|
RU2212295C1 |
| СПОСОБ ПРОИЗВОДСТВА СОРТОВОГО ПРОКАТА КРУГЛОГО СЕЧЕНИЯ | 2001 |
|
RU2212458C1 |
| СПОСОБ СТАБИЛИЗАЦИИ ТЕПЛОВОГО ПРОФИЛЯ ВАЛКОВ | 2001 |
|
RU2191650C1 |
| СПОСОБ ПРОИЗВОДСТВА ФАСОННЫХ ПРОФИЛЕЙ | 2001 |
|
RU2212288C1 |
| СПОСОБ ПРОИЗВОДСТВА КРУГЛЫХ СОРТОВЫХ ПРОФИЛЕЙ В БУНТАХ | 2005 |
|
RU2289632C2 |
| СПОСОБ ПРОКАТКИ ПРОФИЛЕЙ ИЗ НЕПРЕРЫВНОЛИТОЙ ЗАГОТОВКИ КРУГЛОГО СЕЧЕНИЯ | 1998 |
|
RU2151657C1 |
| Способ термического упрочнения проката | 1991 |
|
SU1823881A3 |
| СПОСОБ ПРОИЗВОДСТВА ГОРЯЧЕКАТАНЫХ НИЗКОЛЕГИРОВАННЫХ ЛИСТОВ | 2010 |
|
RU2457912C2 |
| СПОСОБ ПРОКАТКИ КАТАНКИ | 1998 |
|
RU2148443C1 |
| СПОСОБ ПРОИЗВОДСТВА ГОРЯЧЕКАТАНОЙ КАТАНКИ ДЛЯ ИЗГОТОВЛЕНИЯ АРМАТУРНОГО ПРОКАТА ПЕРИОДИЧЕСКОГО ПРОФИЛЯ ДЛЯ АРМИРОВАНИЯ ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ | 2009 |
|
RU2394923C1 |
Изобретение относится к области черной металлургии, в частности к охлаждению фасонных профилей проката в потоке сортовых станов горячей прокатки. Задача изобретения: создание благоприятной формы для стабильного транспортирования по технологической трассе, что позволяет повысить прямолинейность готового проката. Способ включает охлаждение профиля в три этапа с регламентацией размеров участков локального охлаждения, при этом на первом этапе охлаждают передний конец профиля на участке длиной, равной 20-40 максимального габаритного размера поперечного сечения профиля со скоростью, равной 0,3-0,4 критической скорости охлаждения, на втором этапе охлаждают средний участок профиля со скоростью, равной 0,8-0,9 критической скорости охлаждения, а на третьем этапе охлаждают задний конец профиля на участке длиной, равной 20-40 максимального габаритного размера поперечного сечения профиля со скоростью, равной 0,2-0,3 критической скорости охлаждения. Изобретение обеспечивает стабильное транспортирование и прямолинейность проката. 1 табл.
Способ охлаждения фасонных профилей проката, включающий охлаждение профиля с регламентацией размеров участков локального охлаждения, отличающийся тем, что охлаждение профиля ведут в три этапа, при этом на первом этапе охлаждают передний конец профиля на участке длиной, равной 20-40 максимального поперечного размера профиля со скоростью, равной 0,3-0,4 критической скорости охлаждения, на втором этапе охлаждают средний участок профиля со скоростью, равной 0,8-0,9 критической скорости охлаждения, а на третьем этапе охлаждают задний конец профиля на участке длиной, равной 20-40 максимального поперечного размера профиля со скоростью, равной 0,2-0,3 критической скорости охлаждения.
| Способ производства угловых профилей | 1990 |
|
SU1748898A1 |
| RU 1788640 C1, 20.05.1999 | |||
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ ПОЛОС | 1993 |
|
RU2120481C1 |
| Устройство для охлаждения водою паров жидкостей, кипящих выше воды, в применении к разделению смесей жидкостей при перегонке с дефлегматором | 1915 |
|
SU59A1 |

