1
Изобретение относится к области нанесения электролитических покрытий, в частности к электролитам для электролитического осаждения сплавов олово-никель.
Известны электролиты для осаждения сплаВОВ олово-никель на основе хлористых солей олова и никеля, содержащие различные органические добавки, например хлоральгидрат, 8-хинолинсульфокислоту и др. 1, 2J.
Наличие в электролитах органических добавок затрудняет корректирование электролитов, а их накопление в электролите в ряде случаев приводит к ухудшению качества покрытий.
Наиболее близким к изобретению по составу компонентов является известный электролит для осаждения сплавов олово-никель, содержащий двухлористое олово, хлористый никель, фтористый натрий и фтористый аммоний З.
Однако данный электролит не обеспечивает получения эластичных покрытий сплавом толщиной 150-200 мкм из-за хрупкости и отслаивания покрытий, так как осадки сплава обладают значительными внутренними наприжениями.
Нредложенный электролит отличается от известного тем, что, с целью получения эластичных осадков толщиной до 150-200 мкм, он дополнительно содержит сернокислое олово и сернокислый никель при следующем соотнощении компонентов, г/л:
Двухлористое олово25-30
Хлористый никель140-150
Фтористый натрий25-30
Фтористый аммоний35-38
Сернокислое олово16-20
Сернокислый никель120-150
Электролит готовят следующим образом. В нагретой до 55-65 С дистиллированной воде (1/3 необходимого объема) растворяют хлористый никель и фтористый натрий, рН раствора доводят соляной кислотой до 3-4, после чего растворяют двухлористое олово.
В 1/3 необходимого объема дистиллированной воды, нагретой до 40-50 С, отдельно растворяют никель сернокислый и фтористый аммоний, раствор подкисляют до рН 3-4 и затем растворяют сернокислое олово.
Приготовленные растворы сливают при перемещивании и доводят дистиллированной водой до необходимого уровня,
Готовность электролита к работе проверяют но качеству получаемого осадка сплава олово-никель, и при необходимости электролит прорабатывают при плотности тока () 0,5- 0,7 А/дм в течение 2-3 час до получения качественных покрытий.
Процесс осаждения рекомендуется проводить .при температуре электролита 55-60°С,
рН 3,5-4,0, плотности тока 0,8-1,0 А/дм с использованием никелевых анодов. Выход по току составляет 97-99%.
При снижении концентрации хлористого никеля в электролите менее 140 г/л осаждаются некачественные темные покрытия сплавом, а повышение его концентрации более 150 г/л приводит к получению растрескивающихся покрытий.
Аналогичное влияние на качество покрытий оказывает изменение концентрации сернокислого никеля, содержание же в электролите двухлористого и сернокислого олова менее указанных пределов также приводит к получению темных осадков, а увеличение их концентрации сверх указанных пределов - к получению хрупких осадков.
Электролит корректируют по данным химического анализа и очищают путем обработки активированным углем.
Использование предложенного электролита может быть проиллюстрировано следующими примерами.
Пример 1. Из электролита, содержащего, г/л:
Двухлористое олово25
Хлористый никель140
Фтористый натрий28
Фтористый аммоний35
Сернокислое олово16
Сернокислый никель120
при температуре 55°С, рН 3,5 и ( А/дм получают полублестящие эластичные покрытия сплавом, содержащим 35% никеля со скоростью осаждения 18 мкм/час.
Эластичность осадков, измеренная методом изгиба образца по ГОСТ 16962-71 (метод
110-1), составляет 10 перегибов при толщине осадка 150 мкм.
Пример 2. Указанная в примере 1 эластичность покрытий при аналогичной толщине сохраняется при осаждении сплава, содержащего 35% никеля из электролита состава, г/л:
Двухлористое олово27
Хлористый никель145
Фтористый натрий28
Фтористый аммоний35
Сернокислое олово18
Сернокислый никель135
Температура 55°С, ,8, А/дм. Скорость осаждения 18 мкм/час, осадки полублестящие.
Пример 3. Эластичность покрытий, аналогичных примерам 1 и 2, снижается до 8 перегибов при толщине 150 мкм при осаждении из электролита, содержащего, г/л:
Двухлористое олово30
Хлористый никель150
Фтористый натрий28
Фтористый аммоний38
Сернокислое олово20
Сернокислый никель150
при температуре 55°С, рН 4,0, А/дм. Скорость осаждения 20 мкм/час, содерл ание никеля в сплаве 35%.
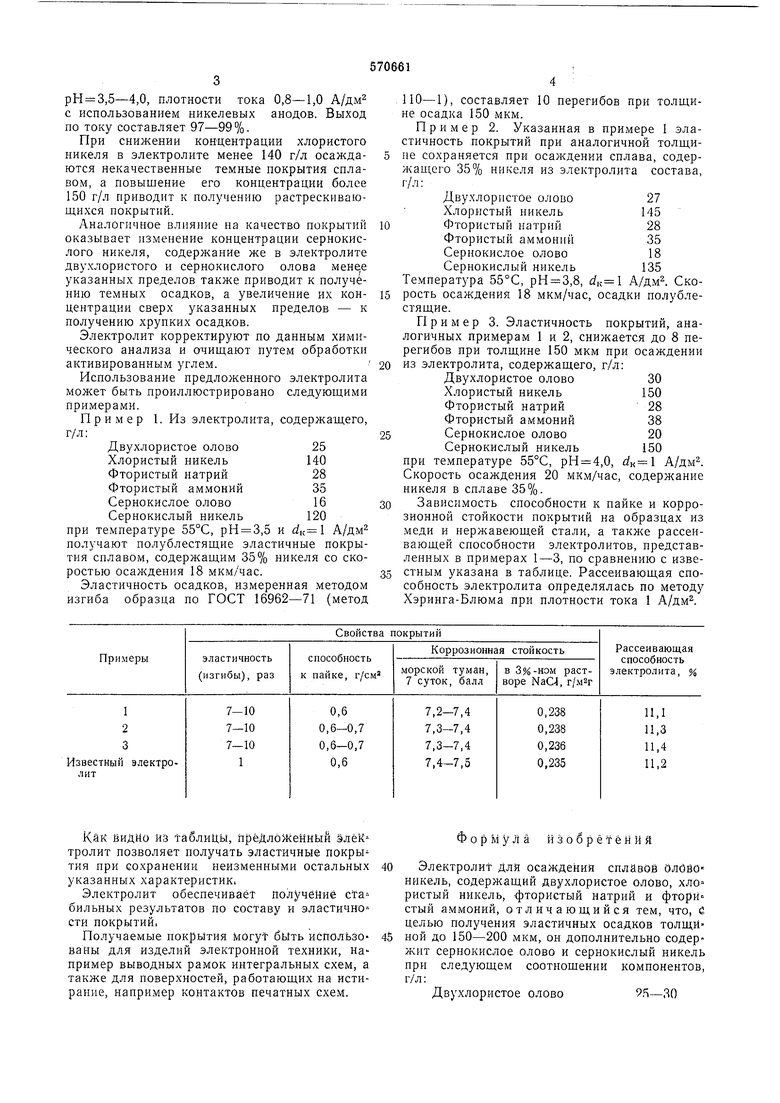
Зависимость способности к пайке и коррозионной стойкости покрытий на образцах из меди и иержавеющей стали, а рассеивающей способности электролитов, представленных в примерах 1-3, по сравнению с известным указана в таблице. Рассеивающая способность электролита определялась по методу Хэринга-Блюма при плотности тока 1 А/дм.
| название | год | авторы | номер документа |
|---|---|---|---|
| Электролит для осаждения покрытий сплавом олово-свинец | 1986 |
|
SU1407998A1 |
| Электролит для нанесения покрытий сплавом олово-висмут | 1978 |
|
SU763486A1 |
| ЭЛЕКТРОЛИТ ДЛЯ ЭЛЕКТРООСАЖДЕНИЯ ОЛОВО-НИКЕЛЕВЫХ ПОКРЫТИЙ | 2013 |
|
RU2526656C1 |
| ЭЛЕКТРОЛИТ ДЛЯ ЭЛЕКТРОХИМИЧЕСКОГО ОСАЖДЕНИЯ СПЛАВА НИКЕЛЬ-БОР | 2004 |
|
RU2265086C1 |
| Электролит для осаждения сплава олово-висмут | 1989 |
|
SU1712469A1 |
| СПОСОБ ЭЛЕКТРОЛИТИЧЕСКОГО ОСАЖДЕНИЯ СПЛАВА ОЛОВО-НИКЕЛЬ | 1971 |
|
SU310951A1 |
| Способ местной защиты стальных деталей при химико-термической обработке | 1982 |
|
SU1041601A1 |
| Электролит для осаждения покрытий сплавом олово-никель | 1987 |
|
SU1468980A1 |
| Электролит для нанесения покрытий сплавом олово-сурьма | 1977 |
|
SU639967A1 |
| Электролит для меднения алюминия и его сплавов | 1986 |
|
SU1416529A1 |
Как Ёидно Из Таблицы, предложенный злёКтролит позволяет получать эластичные покры тия при сохранении неизменными остальных указанных характеристик.
Электролит обеспечивает Иолучёйиё ста бильных результатов по составу и эластично сти покрытий,
Получаемые покрытия могут быть исполЬзованы для изделий электронной техники, например выводных рамок интегральных схем, а также для поверхностей, работающих на истирание, например контактов печатных схем.
Формула изобретений
Электролит Дли осаждения СИЛЙВОЁ ОлОЁОникель, содержащий Двухлористое олово, хло ристый никель, фтористый натрий и фторй стый аммоний, отличающийся тем, что, 6 целью получения эластичных осадков толщиной до 150-200 мкм, он дополнительно содержит сернокислое олово и сернокислый никель при следующем соотнощении компонентов, г/л:
Двухлористое олово Я-30 5 Хлористый никель140-150 Фтористый натрий25-30 Фтористый аммоний35-38 Сернокислое олово16-20 Сернокислый никель120-1505 Источники информации,иринятые во внимание при экспертизе 6 1. Авторское свидетельство СССР № 310951, кл. С 25D 3/60, 1971. 2. Авторског свидетельство СССР № 314819, кл. С 25D 3/60, 1971. 3. Вайнер Я. В. и др. Технология электрохимических покрытий. Л., «Машиностроение, 1972, с. 307-308.
