1
Изобретение относится к гальванотехнике, в частности к электролитам для осаждения металлических покрытий из сплава олово-никель, и может быть использовано для изделий радиотехнической, электронной и ювелирной промышленности при нанесении защитно-декоративных покрытий.
Целью изобретения является снижение внутренних напряжений и повышение защитно-декоративных свойств покрытий сплавом олсЬво-никель.
Электролит для осуждения покрытий сплавом олово-никель, включающий хлористый никель, хлористое олово, фтористый аммоний и фтористый натрий, дополнительно содержит полиэтиленполиамин и N-ацетонитрилморфолина гидрохлорид.
Синтез N-ацетонитрилморфолина гидрохлорид осуществляют по .следующей методике. К раствору 1 моль, морфоли- на в 100 мл бутанола-1 при охлаждении (10-12°С) в течение 2 ч добавляют по каплям 0,5 моль нитрила монохлор- уксусной кислоты. Затем смесь нагревают при перемешивании на кипящей водяной бане 3 ч. Выпавщие после охлаждения кристаллы растворяют в воде и обрабатывают 20%-ным раствором , с последующей экстракцией эфиром. Эфирную вытяжку высушивают над прокаленным поташом. Выпавшие после отгонки растворителя кристаллы перекристал4 О5
С СО
СХ)
1468980
лизовывают из этилового спирта. Выход N-ацетонитрилморфолина составляет , т.пл. 59-60 С, Для получения гидрохлорида М-ацетилтштрилморфолина последний растворяют в сухом эфире с последугощим насыщением с:,гхим НС1. Полученные кристаллы гидрохлорида пере- кристаллизовывагат из этилового спирта. Структурная формула N-ацетонит- Q рилморфолина гидрохлорида имеет вид:
к г
г.с
f2C
/
.г/
ш
CHj
HCl CH,-Cs3J
Приготовление электролита осуществляют следующим образом.
В раствор хлористого никеля и го- рячей дистиллированной воде вводят при перемешивании половину объема раствора фторидов аммония и натрия, затем раствор хлористого олова и остат- ки раствора фторидов. После этого до- бавляют полиэтиленполиамин и растворенный в воде N-ацетонитрилморфолина гидрохлорид с последующим доведением до рН 2-3 раствором соляной кислоты и доведением объема электролита до
необходимого.
Приготовленньш электролит работает
при 50-70 С, рН 2-4 и плотности тока 0,5-5 а/дм .
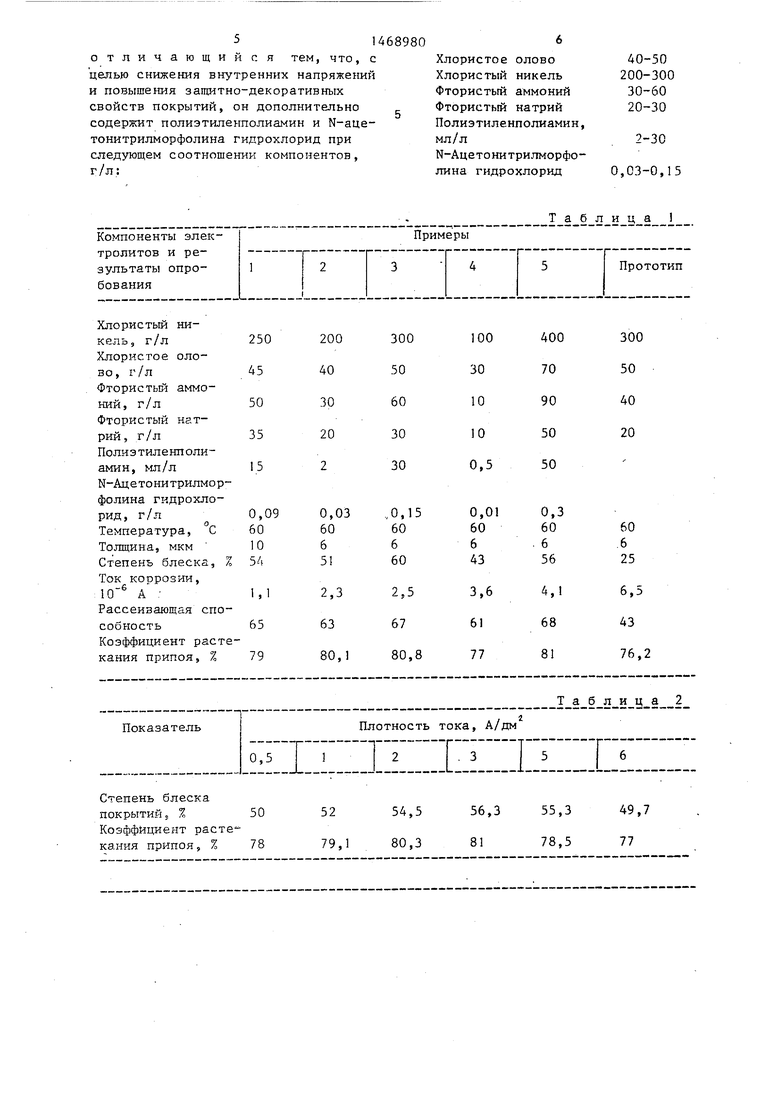
Примеры конкретного опробования электролита и результаты опробования приведены в.табл.i.
В табл.2 показано влияние плотности тока на степень блеска покрытий и коэффициент растекания припоя дпя со
става электролита по примеру 1.
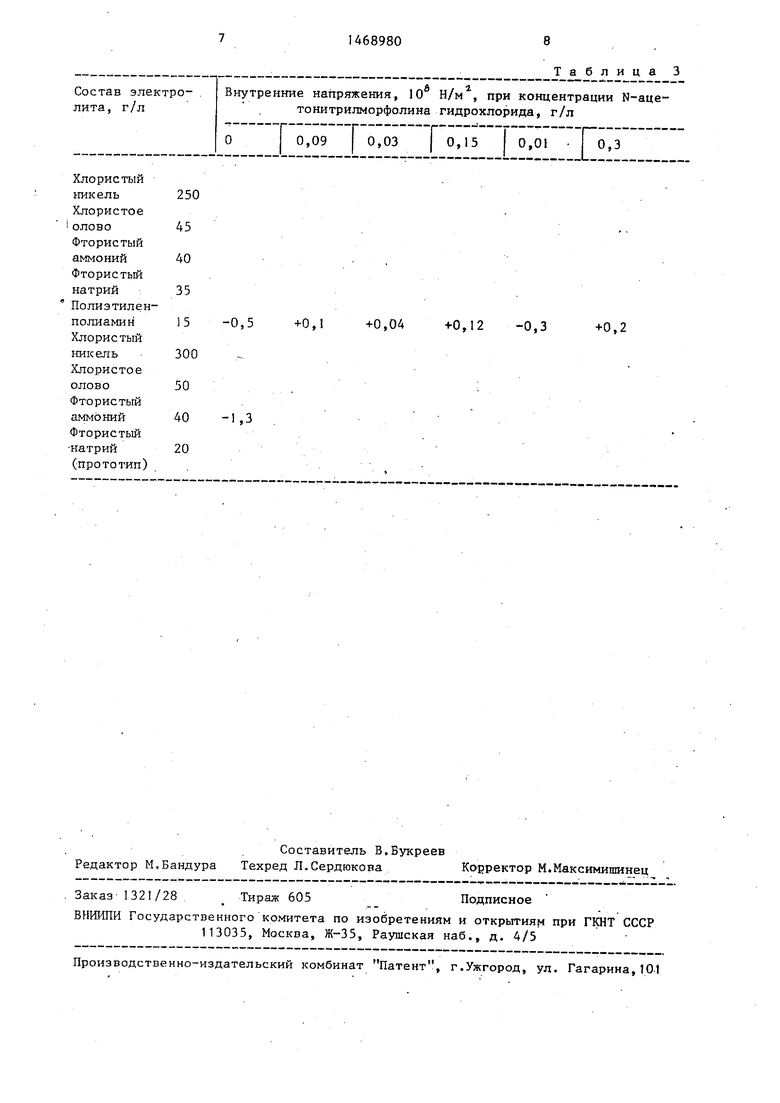
В табл.3 приведена зависимость внутренних напряжений покрытий от Koi-щентрации N-ацетонитрилмор фолин гидрохлорида.
Исследование рассеивающей способности электролита проводили в щелевой ячейке Молера с разборным катодом, состоящим из десяти латунных пластин шириной 9,8 мм каждая,
.1 1икротвердость покрытий сплавом олово-никель измеряли на микротвердомере ПМТ-5 методом статистического вдавливания алмазной пирамиды нагрузкой 50 г. Блеск покрытий определяли с помощью фотоэлектрического блеско мера ФБ-2 в относительных: единицах по отношению к свеженапыленному серебряному зеркалу.
Коррозионную стойкость осадков определяли электрохимическим методом регистрации катодно-анодных поляризационных кривых и :вычисления : тока коррозии. Внутренние напряжения покрытий измеряли по методу деформации гибкого катода.
Способность покрытий к пайке измеряли методом определения коэ(| фициен- та растекания припоя по высоте капли растекающегося припоя по формуле
5
0
5
К
где
Р
к - D , D
100%,
D
высота капли растекающегося припоя;
диаметр гипотической капли припоя, определяемый из предложении отсутствия силы тяжести исходной дозы припоя по уравнению
6М
S
где М - масса дозы припоя;
р - плотность припоя в расплавленном состоянии.
Результаты опробования показьшают что электролит имеет высокую рассеивающую способность (63-67%) и позво- ляет получать качественные покрытия сплавом олово-никель, обладающие ииз- кими внутренним:- напряжениями (0,1- Оэ15 10 Н/м ) и, вследствие высокого блеска (50-60%) и коррозионной стойкости (ток коррозии 1, l-2,5-l o А) покрытий, повышенными запц тно-декора- тивными свойствами. Микротвердость покрытий составляет 450-480 кгс/мм. Использование дпя электролита нестационар ньсс режимов электролиза (импульсного и реверсивного тока спо- собствует дальнейшему повышению качества покрытий. Так, напрш-iep, исполь : зование реверсивного тока при
пр
; C pg 60:20 мс обеспечивает осаждение покрытии сплавом олово-никель, которые уже при толщине в 6 мкм практически не корродируют (ток коррозии равен 0).
Формула изобретения
Электролит для осаждения покрытий сплавом олово-никель, включающий хлористое олово, хлористый никель, фтористый аммоний и фтористый натрий.
50 78
52 54,5 79,1 80,3
56,3 55,3 49,7 81 78,5 77
Таблица 3
| название | год | авторы | номер документа |
|---|---|---|---|
| Электролит для осаждения сплава олово-никель | 1987 |
|
SU1481270A1 |
| Электролит для осаждения покрытий сплавом олово-никель | 1988 |
|
SU1618788A1 |
| ЭЛЕКТРОЛИТ ДЛЯ НЕПОСРЕДСТВЕННОГО НИКЕЛИРОВАНИЯ АЛЮМИНИЯ И ЕГО СПЛАВОВ | 1992 |
|
RU2061104C1 |
| ЭЛЕКТРОЛИТ "ВИКТОРИЯ" | 1998 |
|
RU2143502C1 |
| Электролит для осаждения сплава олово-висмут | 1989 |
|
SU1712469A1 |
| СПОСОБ НАНЕСЕНИЯ МЕТАЛЛИЧЕСКИХ ПОКРЫТИЙ НА ИЗДЕЛИЯ ИЗ МАГНИЯ И ЕГО СПЛАВОВ | 1999 |
|
RU2150534C1 |
| ЭЛЕКТРОЛИТ ДЛЯ ЭЛЕКТРООСАЖДЕНИЯ ОЛОВО-НИКЕЛЕВЫХ ПОКРЫТИЙ | 2013 |
|
RU2526656C1 |
| СПОСОБ НАНЕСЕНИЯ АНТИКОРРОЗИОННОГО ПОКРЫТИЯ | 2019 |
|
RU2718794C1 |
| СПОСОБ ЭЛЕКТРОЛИТНО-ПЛАЗМЕННОЙ ОБРАБОТКИ ПОВЕРХНОСТИ МЕТАЛЛОВ | 2013 |
|
RU2537346C1 |
| Электролит для осаждения покрытий из сплава цинк-никель | 1990 |
|
SU1733505A1 |
Изобретение относится к гальванотехнике, в частности к электролитам для осаждения металлических покрытий из сплава олово-никель. Цель снижение внутренних напряжений и повышение защитно-декоративных свойств покрытий. Это достигается тем, что электролит дополнительно содержит по- лиэтиленполиамин и N-ацетонитрилмор- фолина гидрохлорид при следующем соотношении компонентов, г/л: хлорис-. тое Олово 40-50; хлористый никель 200-300; фтористый аммоний 30-60; фтористый натрий 20-30; полиэтилен- полиамин 2-30 мл/л; N-ацетонитрил- морфолина гидрохлорид 0,03-0,15. 1 Электролит позволяет получать качественные покрытия сплавом олово-никель, обладаюЕцие низкими . внутренними напряжениями (Oj1-0, Н/м) и вследствие высоког-Ъ блеска (50-60%) и коррозионной стойкости (ток коррозии 1,1-2,5«10 А) покрытий повьш1ен- ными защитно-декоративными свойствами. 3 табл. & (Л с:
Хлористый никель 250 Хлористое I олово 45 Фтористый аммоний 40 Фтористый натрий 35 Полиэтилен- полиамин i 5 Хлористый ГЕИкехгь 300 Хлористое олово 50 Фтористый аммоний 40 Фтористый натрий 20 (прототип)
-0,5 +0.1 +0,04 +0,12 -0,3
-,3
+0,2
| Электролит для осаждения покрытий сплавом олово-никель | 1984 |
|
SU1203132A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
| Вячеславов П.М | |||
| Электролитическое осаждение сплавов | |||
| Устройство станционной централизации и блокировочной сигнализации | 1915 |
|
SU1971A1 |
| Зубчатое колесо со сменным зубчатым ободом | 1922 |
|
SU43A1 |
