1
Изобретение относится к области машиностроения, в частности к Комплектованию деталей для сборки подшипников качения.
Известен способ селективного комплектования деталей для сборки подшипников качения, в«лючаюш,ий предварительное измерение диаметра дорожек качения наружных и внутренних колец и сортировку их на раз-мерные группы, заполнение этими группами колец рядов накопителей, использование предварительно измеренных и рассортированных на размерные группы тел качения, селективный выбор и комплектование пар наружных и внутренних колец с соответствуюшими этим парам колец комплектами тел качения, обеспечивающими требуемый зазор.
Реализация этого способа требует сложных автоматов с системой блоков управления. Кроме того, по известному способу производится поштучный подбор комбинаций колец с предварительно рассортированными по размерам телами качения. При необходимости точного комплектования требуется большое число размерных групп колец и тел качения, что приводит к снижению производительности комплектования. При ограниченном числе групп тел качения возможно переполнение некоторых групп накопителей кольцами из-за невозможности их использовать с имеющимися группами тел качения при одновременном отсутстВИИ групп комплектующихся колец в других накопителях. В связи с этим известный способ не обеспечивает достаточно высокой вероятности сборки подшипников.
Целью изобретения является упрощение комплектования деталей подшипииков, повышение производительности при комплектовании, а также повышение вероятности сборки.
Это достигается тем, что обнарулсение парных наружных и внутренних колец осуществляют одновременно по всем размерным группам сериями, в пределах которых разность номеров их размерных грунн, являюшаяся характеристикой разности диаметров дорожек качения наружных и внутренних колец, постоянна по величине, и комплектуют в регистре с ячейками всю серию парных колец, которую направляют на комплектование с телами качения одной размерной группы, при этом в том же регистре осуществляют ввод внутренних колец в наружные кольца.
На фиг. 1 показан вариант расположения рядов накопителей и взаимодействуюшего с ними комплектующего регистра; на фиг. 2 - сечение по А--А на фиг. 1; на фиг. 3 - вид по стрелке Б на фиг. 1; на фиг. 4 и 5 - варианты выполнения ячеек комплектующего регистра; на фиг. б - сетка разбивки полей допусков наружных и внутренних колец на размерные группы.
Накопители 1 для наружных колец 2 и накопители 3 для внутренних .колец 4 выполнены в виде лотков и служат для накопления рассортированных по разным группам колец (см. фиг. 1 и фиг. 2). Они снабжены непоказанными на чертеже датчиками контроля наличия в них колец и устройствами для поштучной выдачи их из каждого накопителя. Ряды накопителей I и 3 установлеиы с одинаковым пшгом так, что напротив каждой нары накопителей размещается парная ячейка комплектующего регистра 5, принимающего парные кольца. Под накопителями 1 и 3 расположена движущаяся лента 6, над которой расположены направляющие 7, разделяющие поверхность ленты 6 на пять отдельных параллельных ручьев, в конце которых установлены лотки 8 и голов,ки 9 для вставления тел качения в подшипник с устройствами контроля наличия комплектов тел качения и их выдачи (см. фиг. 3).
Комплектующий регистр 5 вмещает одновременно по одному кольцу из каждого накопителя и установлен с возможностью продольного сдвига на целое число щагов расположения накопителей 1 и 3 и бокового сдвига на расстояние между рядами накопителей и в положение всех пяти ручьев на ленте 6. Между направляющими 7 ручьев установлены флажки 10 с шагом, равным тагу расположения рядов накопителей 1 и 3, предназначенные для укладки колец на движущейся ленте.
Спаренные ячейки комплектующего регистра 5 (см. фиг. 4) имеют два гнезда 11 и 12, предназначенные для приема соответственно наружного 2 и внутреннего 4 колец, перемычку 13 с окном и поводковые диски 14, скрепленные с боковыми рейками (не показаны), продольное перемещение которых обеспечивает ввод внутренних колец в наружные.
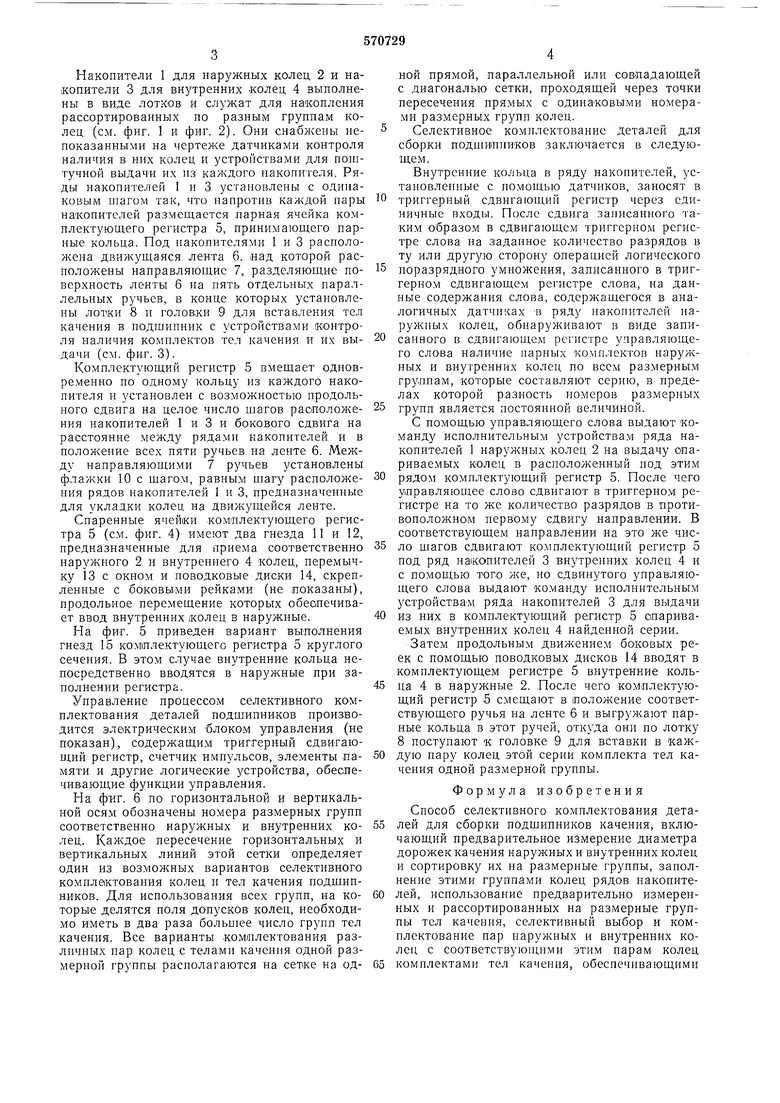
На фиг. 5 приведен вариант выполнения гнезд 15 ком1плектующего регистра 5 круглого сечения. В этом случае внутренние кольца непосредственно вводятся в наружные при заполнении регистра.
Управление процессо.м селективного комплектования деталей подшипников производится электрическим блоком управления (не показан), содержащим триггерный сдвигающий регистр, счетчик импульсов, элементы памяти и другие логические устройства, обеспечивающие функции управления.
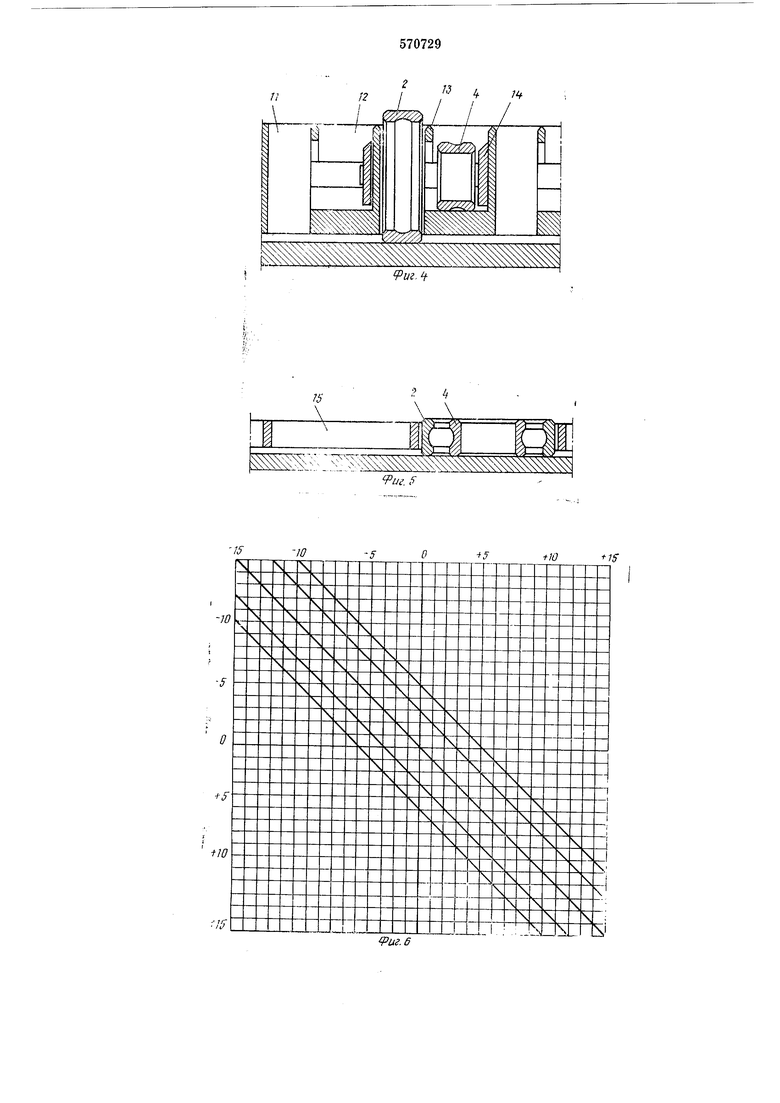
На фиг. б по горизонтальной и вертикальной осям обозначены номера размерных групп соответственно наружных и внутренних колец. Каждое пересечение горизонтальных и вертикальных линий этой сетки определяет один из возможных вариантов селективного комплектования колец и тел качения подшипников. Для использования всех групп, на которые делятся поля допусков колец, необходимо иметь в два раза большее число групп тел качения. Все варианты комплектования различных пар колец с телами качения одной размерной группы располагаются на сетке на одной прямой, параллельной или совпадающей с диагональю сетки, проходящей через точки пересечения прямых с одинаковыми номерами размерных групп колец.
Селективное комплектование деталей для сборки подшипников заключается в следующем.
Внутренние кольца в ряду накопителей, установленные с помощью датчиков, заносят в
триггерный сдвигающий регистр через единичные входы. После сдвига записанного таким образом в сдвигающем триггерном регистре слова на заданное количество разрядов в ту или другую сторону операцией логического
поразрядного умножения, записанного в триггерном сдвигающем регистре слова, на данные содержания слова, содержащегося в аналогичных датчиках в ряду накопителей наружных колец, обнаруживают в виде записанного в сдвигающем регистре управляющего слова наличие парных комплектов наружных и внутренних колец по всем размерным группам, которые составляют серию, в пределах которой разность номеров размерных
групп является постояпной величиной.
С помощью управляющего слова выдают команду исполнительным устройствам ряда накопителей 1 наружных колец 2 на выдачу спариваемых колец в расположенный под этим
рядом комплектующий регистр 5. После чего управляющее слово сдвигают в триггерном регистре на то же количество разрядов в противоположно.м первому сдвигу направлении. В соответствующем направлении на это же число шагов сдвигают комплектующий регистр 5 под ряд накопителей 3 внутренних колец 4 и с помощью того же, но сдвинутого управляющего слова выдают команду исполнительным устройствам ряда накопителей 3 для выдачи
из них в комплектующий регистр 5 спариваемых внутренних колец 4 найденной серии.
Затем продольным движением боковых реек с помощью поводковых дисков 14 вводят в комплектующем регистре 5 внутренние кольца 4 в наружные 2. После чего комплектующий регистр 5 смещают в положение соответствующего ручья на ленте 6 и выгрулсают парные кольца в этот ручей, откуда они по лотку 8 поступают к головке 9 для вставки в каждую пару колец этой серии комплекта тел качения одной размерной группы.
Формула изобретения
Способ селективного комплектования деталей для сборки подшипников качения, включающий предварительное измерение диаметра дорожек качения наружных и внутренних колец и сортировку их на размерные группы, заполнение этими группами колец рядов накопителей, использование предварительно измеренных и рассортированных на размерные группы тел качения, селективный выбор и комплектование пар наружных и внутренних колец с соответствуюпхимн этим парам колец комплектами тел качения, обеспечивающими
требумыйзазор, отличающийся тем,что,с целью упрощения комплектования, повышения производительности, а также повыщения вероятности сборки, обнаружение парных наружных и внутренних колец осуществляют одновременно по всем размерным группам сериями, в пределах которых разность номеров их размерных групп, являющаяся характеристи
кой разности диаметров дорожек качения наружных и внутренних колец, постоянна по величине, и комплектуют в регистре с ячейками всю серию парных колец, которую направляют на комплектование с телами качения одной размерной группы, при этом в том же регистре осуществляют ввод внутренних колец в наружные кольца.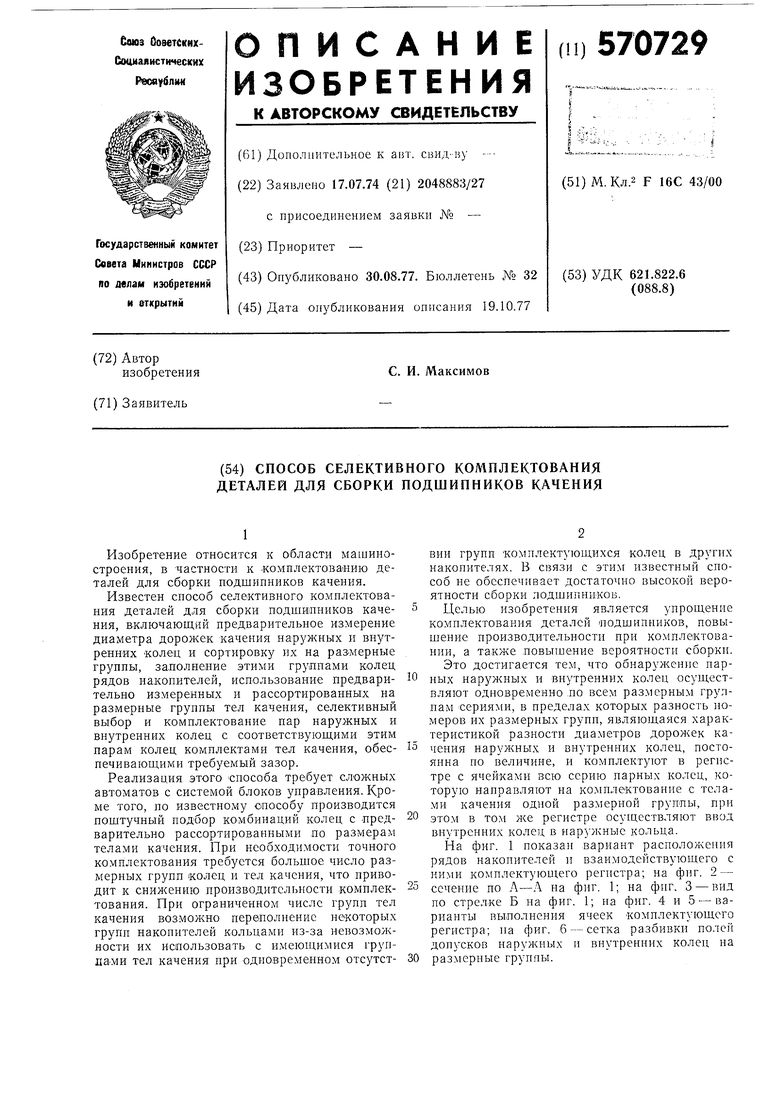
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ АВТОМАТИЧЕСКОГО СЕЛЕКТИВНОГО КОМПЛЕКТОВАНИЯ ДЕТАЛЕЙ ДЛЯ СБОРКИ ПОДШИПНИКОВ КАЧЕНИЯ | 1991 |
|
RU2025594C1 |
| СПОСОБ КОМПЛЕКТОВАНИЯ ДЕТАЛЕЙ ПРИ СЕЛЕКТИВНОЙ СБОРКЕ РАДИАЛЬНО-УПОРНЫХ ШАРИКОПОДШИПНИКОВ | 1998 |
|
RU2141582C1 |
| Способ комплектования деталей при селективной сборке конических роликоподшипников | 1988 |
|
SU1594305A1 |
| Автомат для селективного комплектования и сборки подшипников качения | 1974 |
|
SU519562A1 |
| АВТОМАТ ДЛЯ СБОРКИ КОМПЛЕКТОВ РАДИАЛЬНЫХ ПОДШИПНИКОВ КАЧЕНИЯ | 1970 |
|
SU261155A1 |
| Способ сборки подшипника качения | 2016 |
|
RU2627258C1 |
| Способ комплектования шарикоподшипников | 2016 |
|
RU2626800C1 |
| Способ комплектования трехточечного шарикоподшипника | 1988 |
|
SU1590732A1 |
| Автомат для комплектования шарикоподшипников | 1974 |
|
SU740990A1 |
| УСТРОЙСТВО ДЛЯ КОМПЛЕКТОВАНИЯ ДЕТАЛЕЙ ДЛЯ СБОРКИ ДВУХРЯДНЫХ РАДИАЛЬНО-УПОРНЫХ ШАРИКОПОДШИПНИКОВ | 1997 |
|
RU2148738C1 |


.jmogg
10 11 iifiiiain D/ I i I и rniT
Чш.
