(34) ПОЛУАВТОМАТ ДЛЯ ЛУЖЕНИЯ КОНТАК/ГОВ

| название | год | авторы | номер документа |
|---|---|---|---|
| Полуавтомат для лужения деталей | 1984 |
|
SU1194617A1 |
| Автоматическое роторное устройство для лужения | 1978 |
|
SU703261A1 |
| Роторный автомат для лужения цилиндрических деталей | 1978 |
|
SU774841A1 |
| Устройство для лужения выводов радиоэлементов | 1990 |
|
SU1787717A1 |
| Устройство для лужения деталей | 1972 |
|
SU443940A1 |
| Устройство для горячего лужения деталей | 1989 |
|
SU1684353A1 |
| Автомат лужения | 1986 |
|
SU1331622A1 |
| Устройство для горячего лужениядЕТАлЕй | 1978 |
|
SU815071A1 |
| Устройство для лужения выводов радиоэлементов | 1983 |
|
SU1191218A1 |
| Автомат лужения | 1986 |
|
SU1360930A1 |

Изобретение касается пайки и относится к полуавтоматам для лужения контактов.
Известно устройство для пайкн погружением, содержащее ванну для флюсования, ванну для лужения, направлякдцие с J выми зажимами для перемещения изделий, на которых имеется выстут5, обеспечивающий встряхивание паяемых узлов (1,
Недостатком jrKaaaHBoro устройства является невоэможностъ лужения мягких дета- Ю лей из-за резкого удара при встряхивании.
Известны также устройства для лужения контактов, имеющие ротор ванну I луженая, ванну флюсованияр приспособление для/по- 16 дачи изделия на позиции пайка и флюсования и узел встряхивания изделия 2 „
Однако это устройство имеет ряд недостатков: при ударе по детали происходит смятие iдетали и механическое повреждение ее при 20 падении; неполное пролуживание и снятие излишков припоя на деталях с глухими отвер стиями.
Целью изобретения является обеспечение безударного встряхивания посла лужения, 25
Укааашая аель дост1ггается тем, что уаея встрнхивания встроек в приспособление длй- подачи издвлня, которое вьгаолнено в виде шарнирнО рачажного механизма, содержащего ползун и унругай элемент, один конец, которого жестко закрет лен на ползуне.
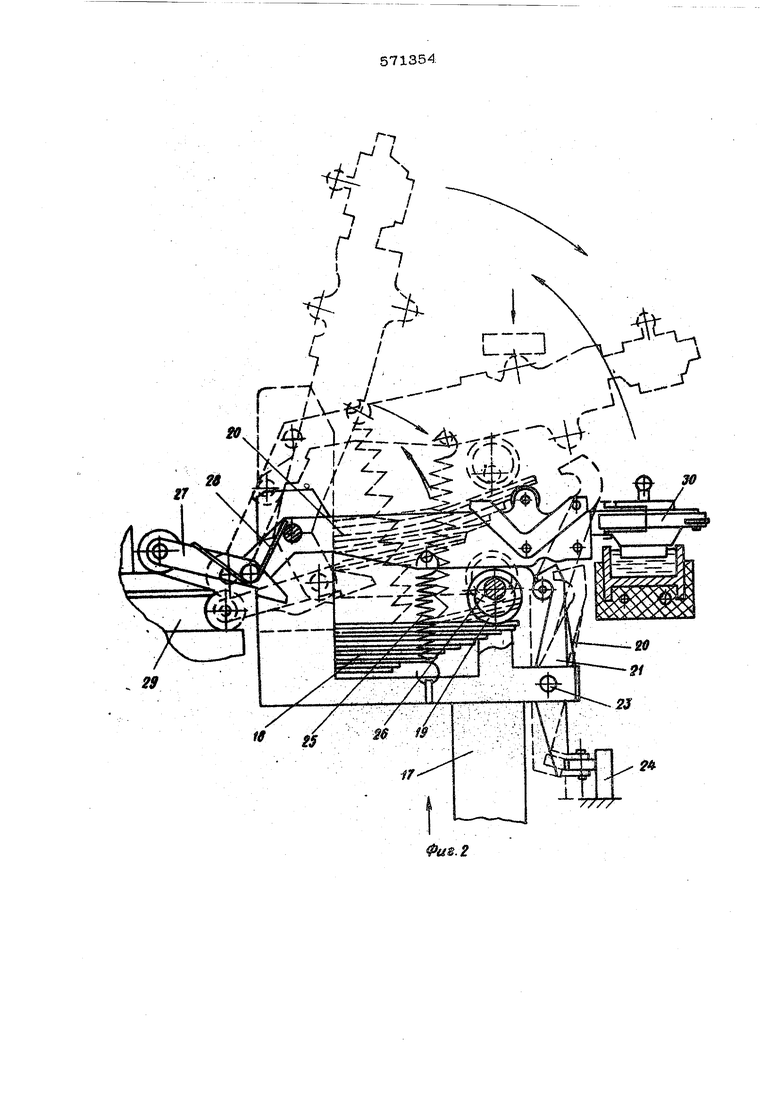
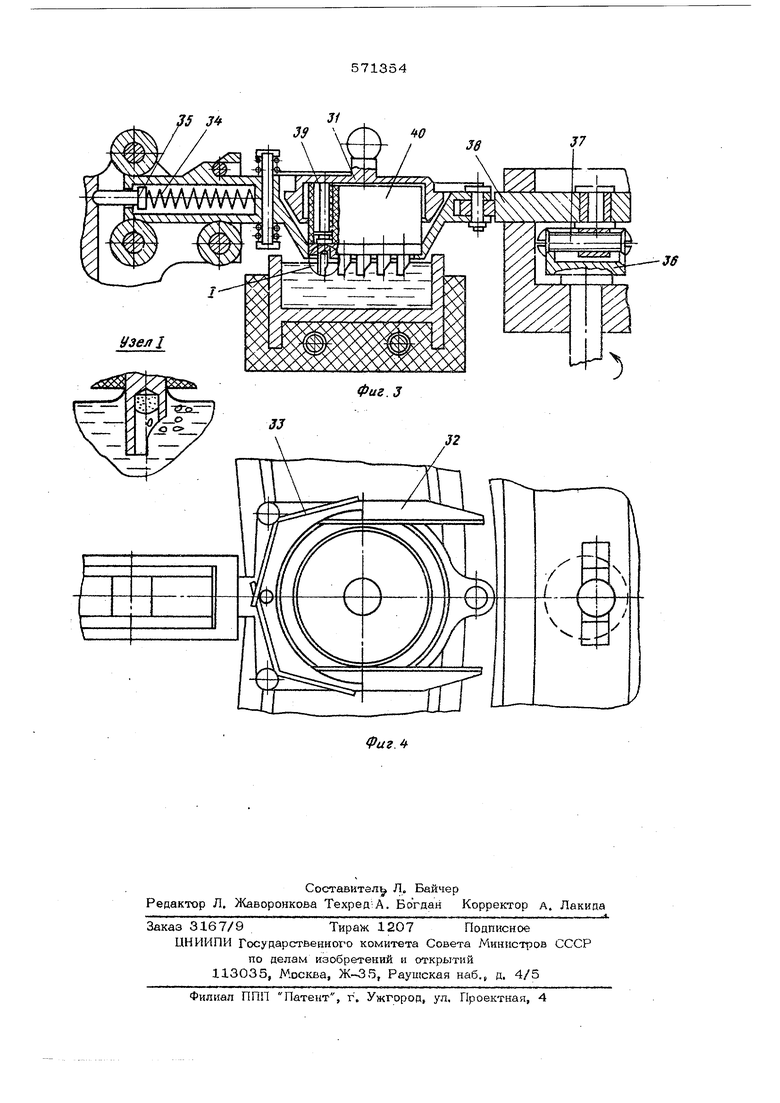
На фиг, 1 изображена кинематическая схема предлагаемого полуавтомата} ца фиг, 2 - приспособление для подачи цзделия{ на фиг, 3 - оправка ; и вибропривод: ка . фиг, 4 то же, вид сверху и узел I фиГ. 3.
Полуавтомат содержит ротор 1 луження| вибропривод 2, приводимый в возвратно-поступательное движение электродвигателем 3 постоянного тока, привод -ротора, состоящий из электродвтателя, клйноремеиной и червячной передач и,пары зубчатых колес, эпектроблок регулирования припоя, ванну 4 флюсования с устройством 5 автоматического pev yлирования уровня зеркала флюса, скребок 6, служащий для очистки аеркала припоя, к станину, на которой смонтпрованы все уалыуст ройства.
Ротор i, имеющий кольцевую ванну лужения 7 и несколько рабочих позиций, смоя-
тировав на {фиводном валу 8, Каждая поаипия ротора освашена прирпособлекввм 9 для подачи изделои, имеющим воавратйо«41осту-пательаое {щвженвв от копира 1О, упором 11, убираюшимся копиром 12, клином 13, имеющим вбавратно--п(х:тупательвое движение от Komipa 14, захватом 15, имекхдим возвратво-поступательное овинсевве от ко.пира 16, Каждое прясвособлевие для подачи из да ЛИЯ состоит из ползуна 17, рерсоры 18, осуществляющей силовое давление через втулку 19 на коленчатый рычаг 20, удерживаемый затвором 21, поджимаемым пружиной 22 и поворачивающимся на оси 23 под действием копира 24; пружины 25 растяженвя, служащей для равномерног.о тормо жения коленчатог о рычага-ограничителя 26 позаол5оошего .использовать толУсо максиг мальвую силу сжатия рессоры при заданной величине хода. Коленчатый рычаг связан шарнирно с ры чагом 27j удерживаемым пружиной 28 в поджатом к кольцевому упору 29 положении Коленчатый рычаг снабжен оправкой ЗО, приводимой в возвратно-поступательное дви жение виброприводом. Оправка ЗО состоит из колпачка 31, запираемого защелками 32 поджимаемыми пружинами 33, и пружины сжатия 34, действующей на упор 35. Вибропривод I состоит из эксцентрика 36 с переменным радиусом действия, регулируемого установочным винтом 37, и толкателя 38. На полуавтомате лужения облуживаются детали .39, предварительно набранные в тех нологические пакеты 4О. Полуавтомат работает следующим образом. При вращении ротора, который имеет иепрерывное вр эшательное-движение, в оправку ЗО закладьтвается пакет 40 с деталями 39.; Затем блок лужения от копира 1О начинает двигаться вниз, опуская детали обрабатываемой поверхностыо В ванну .4 с флюсом. Детали, смоченные флюсом, извле каются из ванны 4 и накрываются колпачком 31, запираемым защелками 32. «Захват 15, приводш /1Ый в движение копиром 16, отходит вверх, а детали 39 опускаюпгся в ванну лужения 7. Вибропривод 2 приводит детали в горизонтально-колебателыюе движение, в результате чего увелич11Вается интенсивность
прогрева и путем выполаскивания происходит проникновение припоя в отверстие датали. Затгем затвор 21 открывается копиром 24, и коленчатый рычаг 20 под действием рессоры 18 резко выводит пакет 4О с деталями 39 из припоя по дуге. Рычаг 2О тормозится пружиной 25 и фиксируется в верхнем положении рычагом 27. Е результате этого обеспечивается минимальная толщина лужения, а движение по дуге предотвращает забрызгивание деталей 39. При движении ползуна 17 вверх происходит плавное опускание рычага 2О, обеспечиваемое щарнирно-рычажньш механизмом, в результате чего на н остывших деталях сохраняется; зеркальность покрытия. Упор 11 вводится в рабочее положение и, упираясь в рычаг 2О, взводит рессору 18, фиксируется затвором Stl. Захват 15 и клин 13 подводятся к оправке ЗО, захват 15 надевается на колпачок 31, а клин 13 открывает защелкии движением захвата 15 вверх происходит снятие колпачка 31. Освободивщийся. снимается с рабочей позиции.; Наличие вибропрнвода рессоры, щарнирно-рычажного механизма в полуавтомате устраняет разбрызгивание поверхностей деталей, сокращает расход припоя, повыщает чистоту лужения, увеличивает срок службы механизма. Формула изобретения Полуавтомат для лужения контактов, содержащий poTq), ванну флюсования, ванну с припоем, приспособление для подачи изделия на позиции флюсования и пайки и узел встряхивания изделий, о т л и ч а ющ и и с я тем, что, с целью обеспечения безударного встряхивания детали после лужения, узел встряхивания встроен в приспособление для подачи изделия, которое выполнено в виде шарнирно-рычажного механизма, содержащего ползун и упругий элемент, преимущественно рессору, один конец которой жестко закреплен на ползуне. Источники информации, принятые во внимание при экспертизе: 1.Авторское свидетельство № 113665, кл. В 23 К 3/06, 1957 г. 2,Авторское свидетельство № 19О753, кл. С 23 С 3/О6, 1957 г. f / / JPE 2 «г. / t tx P Rs3 2
ггтг
Фи&.2
ФигЛ
