1
Изобретение относится к пайке и может быть использовано в радиои электротехнической промьшшенности, в частности для пайки сборных деталей, например гнезд электрических разъемов.
Целью изобретения является повыmei e качества изготавлйваемлх деталей и расширение функциональных врзможностей полуавтомата.
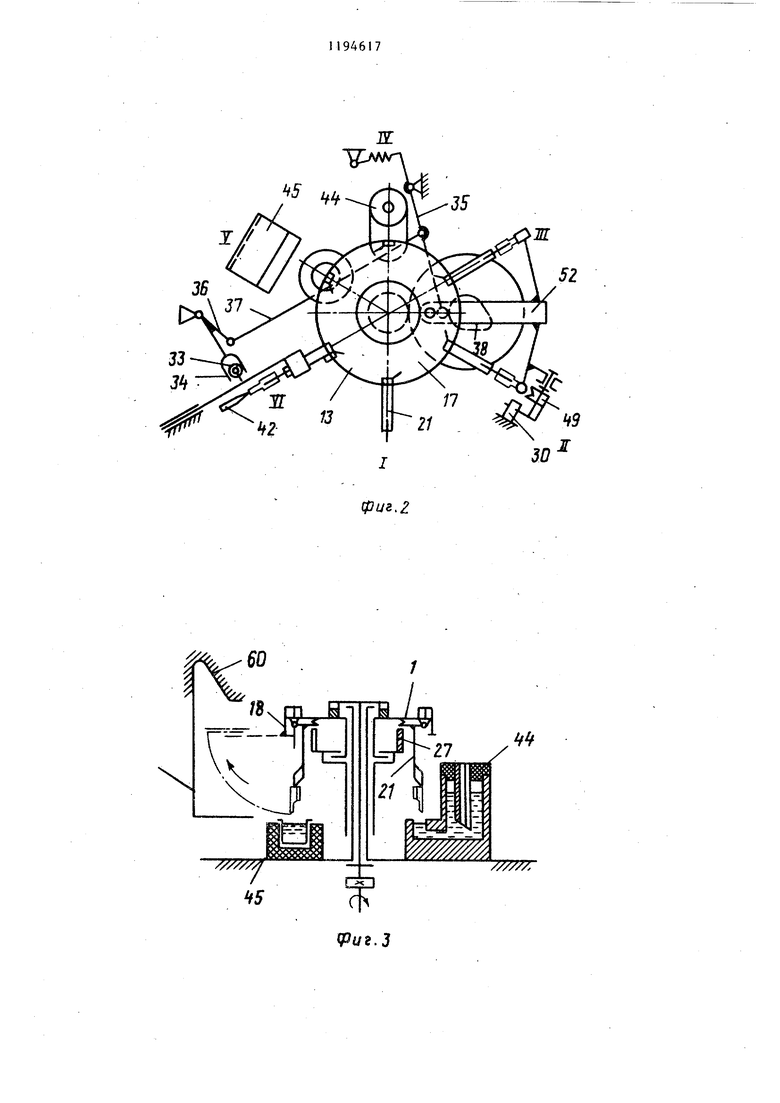
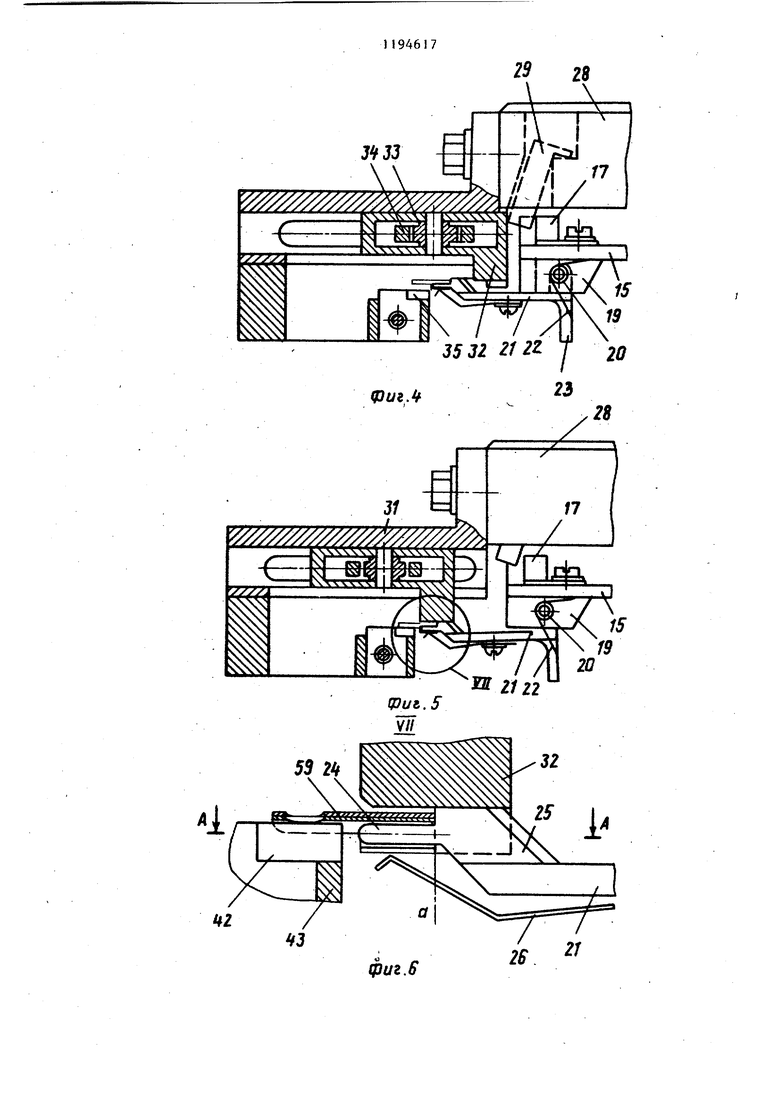
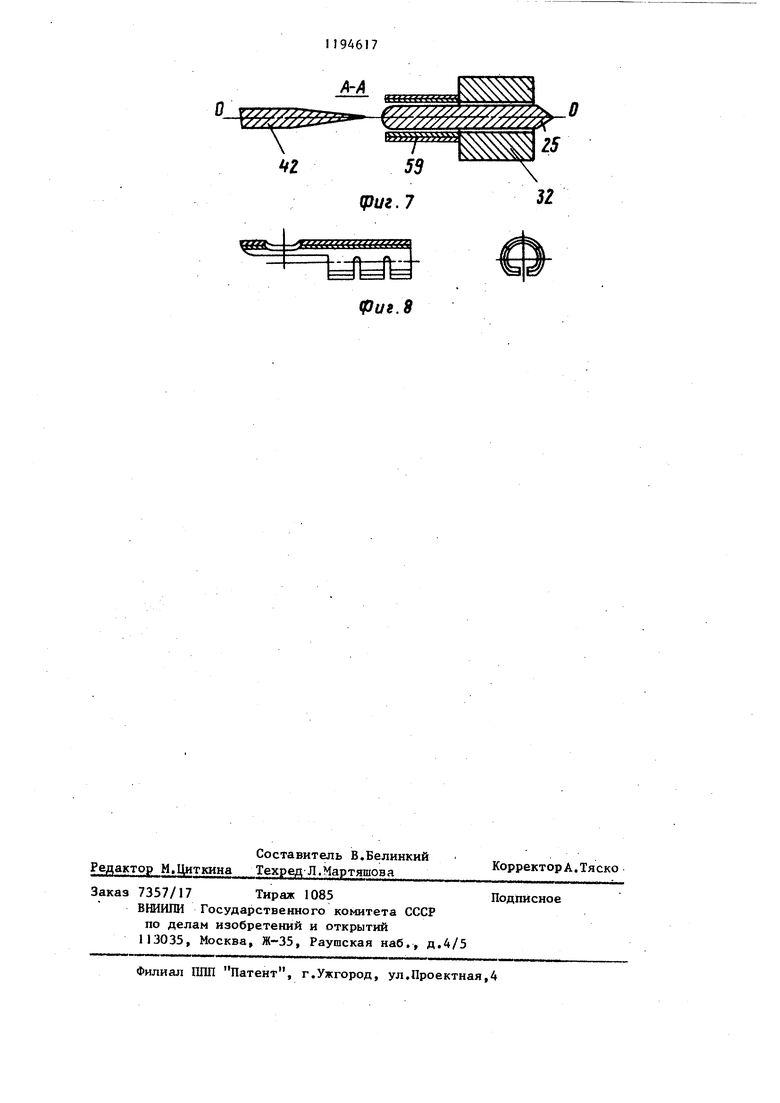
На фиг.1 изображена кинематическая схема полуавтомата; на фиг.2 схема расположения операций; на фиг.3 - ванны флюсовая и лужения; на фиг.4 - разгрузочное устройство в момент остановки ротора; на фиг.5разгрузочное устройство во время разгрузки детали; на фиг.6 - узел УИ на фиг.5; -на фиг. 7 - сечение А-А нд фиг.б; на фиг.8 - паяемое изделие.
Полуавтомат дпя лужения .деталей содержит станину I с закрепленной на ней полой стойкой 2, в которой на опорном подшипнике 3 вращается вал 4 приводи1 « 1й в движение электромотором 5 через редуктор 6. На верхнем конце вала закреплен фрикционный диск 7. На полую стойку 2 надет корпус 8 с фрикционом 9. Корпус 8 подпружинен к станине I пружиной 10 и имеет возможность перемещаться в вертикальном направлении по штанге--фиксатору П. В фрикционе 9 размещается диск 12 ротора 13, состоя- щего из полого вала 14 и стола 15. На столе 15 жестко закреплен фрикционный диск 16, упоры 17 и 18, кронштейны 19, в которых на осях 20 шарнирно установлены коромысла 21, подпружиненные к столу 15 пружинами 22. К каждому короьаьюлу под углом 90 прикреплены поводки 23. На коромыслах 21 установлены захватные устройства, содержащие оправки 24 с ловителями 25 и листовыми пружинами 26.
На корпусе 8 сверху закреплен копир 27, управляющий коромыслами 21 через поводки 23. Над ротором 13 находится прикрепленное к станине 1 кольцо 28, на котором имеется собачка 29, взаимодействующая с упорами 17 стола 15, упор 30 и стойка 31 разгрузочного устройства. В стойке 31 находится ползун 32, приводимый в возвратно-.поступательное движение через ролик. 33 вилкой 34,
17г
совершающей качательное движение от рычагов 35 и 36, тяги 37 н кулачка 38, расположенного на промежуточном валу 39 и приводимом во вращение пару шестерен 40 и 41 от вала 4, Разгрузочное устройство снаб жено также рассекателем 42, закрепленным в Ьобышке 43 станины 1. На стойке I расположены ванна флюсоваЯия 44 с автоматическим поддержатнием флюса и ванна лужения 45. Узел сварки состоит из нижнего электрода 46, подпружиненного пружиной 47, верхнего подвижного электрода 48 н фиксатора 49. Фиксатор 49 подпружинен пружиной 50 и может поворачиваться на оси 51. Подвижный электрод 48 закреплен вместе с фиксато.ром 49 на держателе 52, получающем возвратно-поступательное движение через тягу 53 от кулач са 54, расположенного на промежуточном валу 39. Снизу на тяге 5 закреплен ролик 55, взаимодействуняций с кулачком 54, и толкатель 56, управляющий выключателем 57 сварочного аппарата. На держателе 52 расположена втулка 58, взаимодействующая с корпусом 8. Между втулкой 58 и корпусом 8 имеется зазор Л , по величине равный расстоянию между свариваемыми деталями 59 и подвижным электродом 48 На станине 1 укреплен приемник 60 брызг припоя н кассета 61 для приема обработанных деталей.
Полуавтомат работает следующим образом.
Вал 4, а вместе с ним фрикционный диск 7 получают непрерывное вращательное движение. Собачка 29 удерживает ротор 13 за один из упоров 17, закрепленных на столе 15 ротора. Обрабатываемая деталь 59, состоящая из двух вставленных одно в другое пружинных гнезд, устанавливается на оправку 24 захватного устройства и поджимается пружиной 26. Кулачок 54 через ролик 55 и тягу 53 опускает держатель 52, а тот, в свою очередь опускает корпус 8 с установленным в фрикционе 9 ротором 13; ролик 55 сходит с кулачка 54, держатель 52 и корпус 8 с ротором 13 возвращаются вверх пружиной Ю. Двигаясь вверх, упор 17 освобождает собачку 29, и как только фрикционный диск 16 коснется вращающегося фрикционного диска 7, ротор прворачивается на 60° до вхождения
3
собачки 29 в контакт со следукици упором 17. Таким образом,за один оборот вала39 ротор 13 перемещает обрабатываемые детали 59 с позиции на позицию.
На полуавтомате выполняются следующие операции: на позиции 1 - ручная загрузка деталей; на позиции 11сварка; на позиции 111 - обжимка; на позиции 1У - флюсование; иа позици У - лужение; на позиции У1разгрузка деталей.
Опускаясь, держатель 52 перемещает вниз подвижный электрод 48 с фиксатором 49, кото1ялй в верхнем положении электрода 48 находится на упоре 30 и отведен от обрабатываемой детали. Поворачиваясь по оси 51, фиксатор под действием пружины 50 поджимает детали 59 на оправке 24, 4 1ксируя тем самым их перед сваркой в необходимом положении, чем достигается совмещение отверстий на хвостовиках -деталей и качественная сварка. Как только будет выбран зазор д между корпусом 8 и втулкой 58 держателя 52, подвижный электрод 48 каснется детали 59. В это время начинает движение вниз ротор 13 вместе с 21 и установленными деталями 59. ВоДдя в соприкосновение с нижним подпружиненным электродом 46, электрод 48 через хвостовик детали 59 сжимает пружину 47, обеспечивая тем самым необходимое усилие .сжатия деталей при сварке. В крайнем нижнем положении ротора 13 через сварочные, электроды пропускается электрический ток со сварочного аппарата, включенного выключателем 37, управляемого толкателем 56, закрепленным на тя- ге 53. Так как при сварке возможна незначительная деформаи ия хвостовиков деталей, в полуавтомате предусмотрена их обжимка после сварки на позиции ПК Механизм обжимки придает деталям первоначальную форму .хвострвика и приводится в действие держателем 52. При движении между 111 и 1У позициями крро1 шсла 21 своими поводками 23 набе.гают на профильную поверхность копи4Ы74
ра 27 и поворачивается на осях 20 на 90. При движении ротора 13 вниз на позициях 1У и У детали 59 окунаются последовательно в ванну 5 44 флюсования и ванну 45 лужения. Одновременно с началом поворота ротор поводок 23 на позиции У сходит с копира 27 и коромысло 21 под действием пружины 22 возвращается в исtO ходное положение, ударяясь при этом в упор 18. При ударе не ус- певшие затвердеть излишки припоя стряхиваются с хвостовика детали 59 и улавливаются в приемни 15- ке 60.
На позиции У1 происходит разгрузка деталей. Кулачок 38 на промежуточном валу 39 поворачивает рычаг 36,
2Q который через тягу 37 и рычаг 35 поворачивает вилку 34. (Качательнре-. движение вилки 34 через ролик 33, закрепленный в ползуне 32, преобразуется в возвратно-поступательное
25 движение ползуна 32. Совершая движение от оси ротора 13, ползун 32 скругленной на заходе горизонтальной поверхностью паза нажимают на скос ловителя 25 и поворачивает ко-
ромысло на небольшой угол, укладывая тем самым хвостовик обработанной детали 59 на рассекатель 42 При дальнейшем движении ползуна 32 он вертикальными поверхностями паза устанавливает ловитель 25 с деталью 59 на оправке 24 точно по оси О-О, чем обеспечивается надежное попадание детали прорезью на заостренную часть рассекателя 42, и, коснувшись поверхностью х торца детали 59, проталкивает ее по рассекателю 42 и сбрасывает в кассету 61 . Так как детали 59 являются гнездами электрических разъемов, к ним предъявляется требование по обес печению определенного усилия расчленения с ответной частью-штырями. При проходе рассекателя 42 в прорези детали 59 происходит калибровка деталей по усилию сжатия. Рассекатель 42 может выполняться различной толщины в зависимости от усилия расчленения.
Ж
фиг.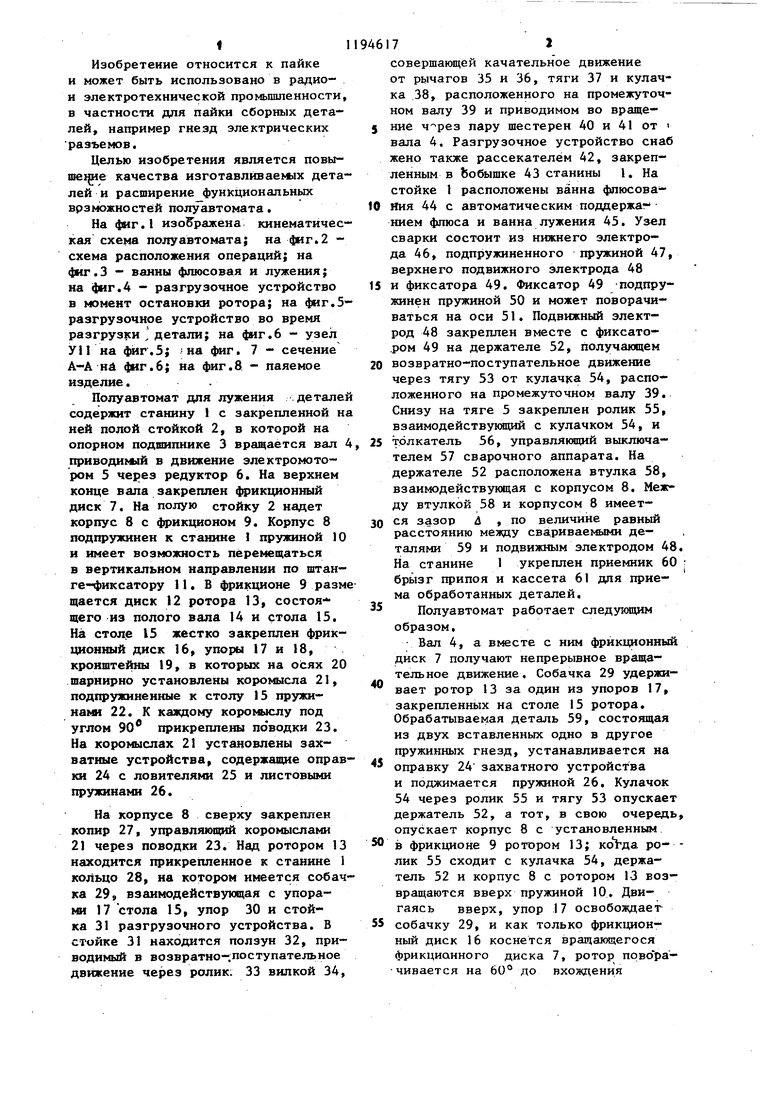

| название | год | авторы | номер документа |
|---|---|---|---|
| Полуавтомат для лужения контактов | 1975 |
|
SU571354A1 |
| Устройство для обработки выводов радиоэлементов | 1988 |
|
SU1580604A1 |
| Устройство для подготовки радиоэлементов к монтажу | 1988 |
|
SU1704306A1 |
| Устройство для подачи радиоэлементов с осевыми выводами | 1986 |
|
SU1336276A1 |
| Установка для сварки | 1990 |
|
SU1756084A1 |
| Устройство для изготовления полых деталей из полосового и ленточного материала | 1983 |
|
SU1204302A1 |
| Полуавтомат для стачивания деталей по заданному контуру | 1974 |
|
SU506665A1 |
| Роторно-конвейерная линия | 1990 |
|
SU1815153A1 |
| Устройство для клепки | 1985 |
|
SU1297980A1 |
| УСТАНОВКА ДЛЯ СВОРКИ И СВАРКИ ИЗДЕЛИЙр д.-„.^,:.., .•VV'JVir'^HflJSliK ( uii : ^t>&^ ».,i'eitsi i-v- iP.»';.|БИБЛИЮ! EKA | 1971 |
|
SU304083A1 |
ПОЛУАВТСОМАТ ДЛЯ ЛУЖЕНИЯ ДЕТАЛЕЙ, содержащий станину, распо ложенные на ней ванны флюсования и лужения, а также кинематически связанные с приводом ротор с коромыслами, захватные устройства с ло вителями и разгрузочное устройство отличающийся тем, что, с целью повышения качества изготав ваемых деталей и расширения функци нальных возможностей полуавтомата, он снабжен узлом сварки, выполненным в виде двух электродов с торцевым фиксатором, шарнирно установленным на держателе подвижного электрода и кинематически связанным с приводом, и закрепленным на станине кольцом, а разгрузочное устройство выполнено в виде 1 азмещенного на станине калибрукяцего элемента с остроконечной передней кромкой и рас ;положенной на кольце :стойки с Г образным ползуном, установленным с возможностью возвратно-поступательного перемещения в ней и периодического взаимодействия с ловителями захватных устройств. Л /
45
(риг.З
///77/7
А-А
Z
f AfAV«{i(
Фиг.8
| Полуавтомат для лужения деталей | 1972 |
|
SU470558A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
