I
Изобретение относится к металлообработке, а именно к нарезанию резьбы метчиками.
Известны метчики для нарезания конической резьбы с четным числом перьев. При нарезании резьбы этими метчиками в стали повышенной ВЯЗКОСТИ набпюцаются сколы и выкрашивания зубьев, так как происходит наклеп обрабатываемой поверхности на глубину, превышающую толщину среза 1 .
Известны и другие метчики для нарезания конической резьбы, с четным числом перьев, у которых для уменьшения сколов и выкрашивания зубьев перья метчика на капиб рующей части срезаны через . Данный метчик наиболее близок к изобретению по технической сущности и достигаемому результату.
Этот метчик плохо центрируется в обрабатываемом отверстии, так как опора на аубья двух оставшихся перьев при выполнении меТчика с четырьми перьями ненадежна.
Цель изобретения - улучшение центрирования метчика в обрабатываемом отверстии
Для этого В предлагаемом метчике перья через одно срезаны по ширине со стороны передней грани.
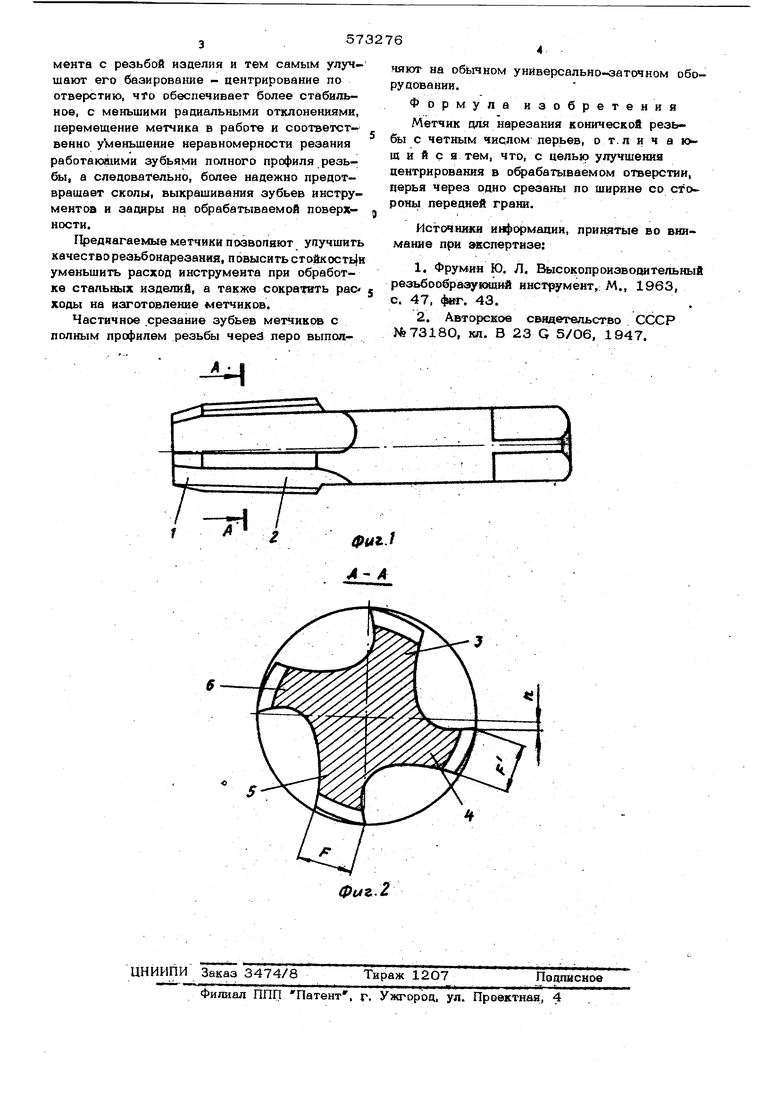
На фиг. 1 изображен описываемый метчик с четным числом перьев для нарезания конической резьбы (четырехперый), общий BHs; на фиг. 2 - разрез А-А на фаг, 1.
Рабочая часть метчика состоит из заборной 1 и калибрующей 2 частей с перьями 3, 4, 5, 6. Перья 3 и 5 имеют ширшпг Р, перья 4 и 6J расположенные между перьями 3 и 5, срезаны по ширине со стороны передней на величину h(6,08 0,16) F и имеют ширину . На величину h могут быть срезань перья ho их ширине F не на всей рабочей части, а только на калибрующей.
Зубья с полным профилем резьбы сшгмаю двойную толщину среза, которая больше радиуса округления боковой, режущей кромки зубьев или. равна ему. Вследствие этого резание осуществляется вне зоны наклепа или по менее упрочненнок-гу слою металла, Нережушие зубья на зауженных перьях обеспечивают увеличение длины контакта инстру-
мента с резьбой изделия и тем самым улучшают его базирование - центрирование по отверстию, что обеспечивает более стабильное, с меньшими радиальными отклонениями, перемещение метчика в работе и соответственно у леньшение неравномерности резания работающими зубьями полного профиля резьбы, а следовательно, более надежно предотвращает сколы, выкрашивания зубьев инструментов и задиры на обрабатываемой поверхности.
ГТредпагаемые метчики позволяют улучшить качестворезьбонарезания, повыситьстайкость|н уменьшить расход инструмента при обработке стальных изделий, а также сократить рас ходы на изготовление метчиков.
Частичное .срезание зубьев метчиков с полным профилем резьбы через перо выпояняют на обычном универсально-заточном оборудовании.
Формула изобретения Метчик для нарезания конической резьбы с четным числом перьев, о т.л и ч а и и с а тем, что, с целью улучшения центрирования в офабатываемом отверстии, перья через одно срезаны по ширине со стороны передней грани.
Источники информации, принятые во внимание при экспертизе:
1.Фрумин Ю. Л. Высокопроизводительный резьбообрвзуюший инструмент, М., 1963,
с. 47, фаг. 43..
2.Авторское свидетельство СССР №73180, кл. В 23 G 5/06, 1947.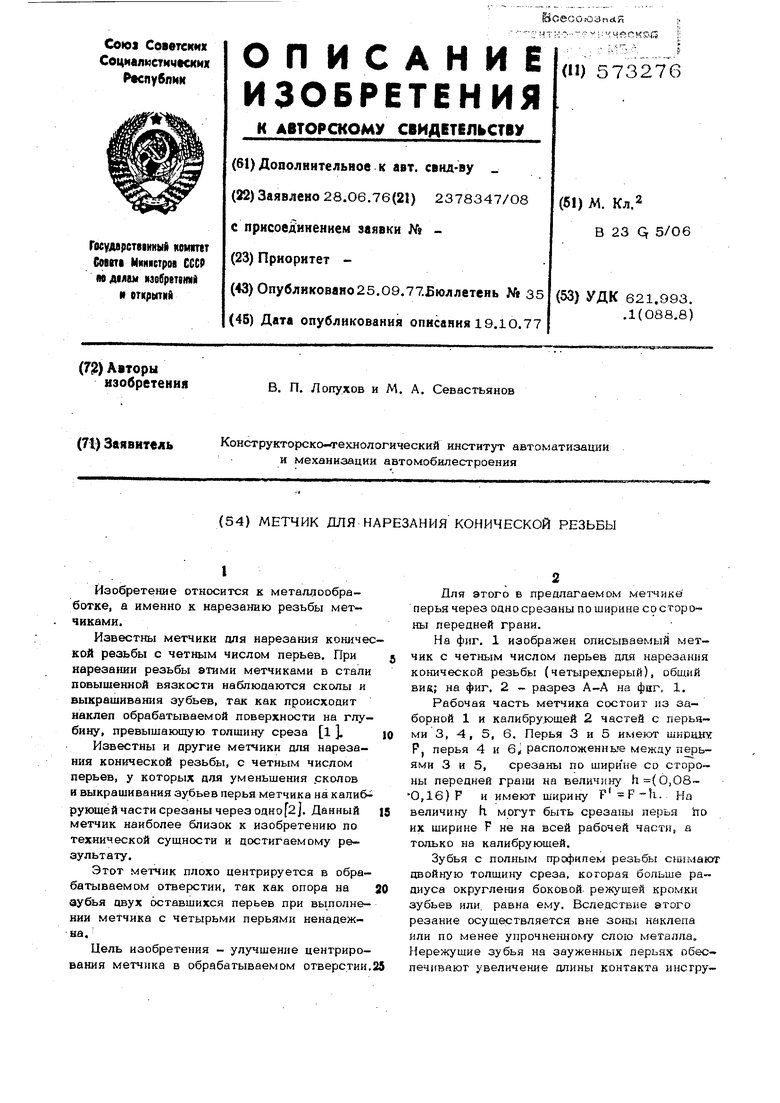
| название | год | авторы | номер документа |
|---|---|---|---|
| Метчик для нарезания конической резьбы | 1980 |
|
SU891283A2 |
| Метчик и способ его изготовления | 1987 |
|
SU1537430A1 |
| Метчик для обработки волоконно-армированных композитных материалов | 2019 |
|
RU2725582C1 |
| Способ нарезания резьбы в отверстиях и инструмент для его осуществления | 2016 |
|
RU2638138C2 |
| Метчик для нарезания точных резьб | 1975 |
|
SU522009A2 |
| Метчик для нарезания точных резьб | 1979 |
|
SU831445A1 |
| Способ нарезания резьбы и инструмент для его осуществления | 2016 |
|
RU2634536C2 |
| МЕТЧИК | 1996 |
|
RU2103121C1 |
| СПОСОБ ОБРАБОТКИ ОТВЕРСТИЙ И ИНСТРУМЕНТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2018416C1 |
| ЧЕРВЯЧНАЯ ТВЕРДОСПЛАВНАЯ ФРЕЗА | 1997 |
|
RU2120360C1 |
