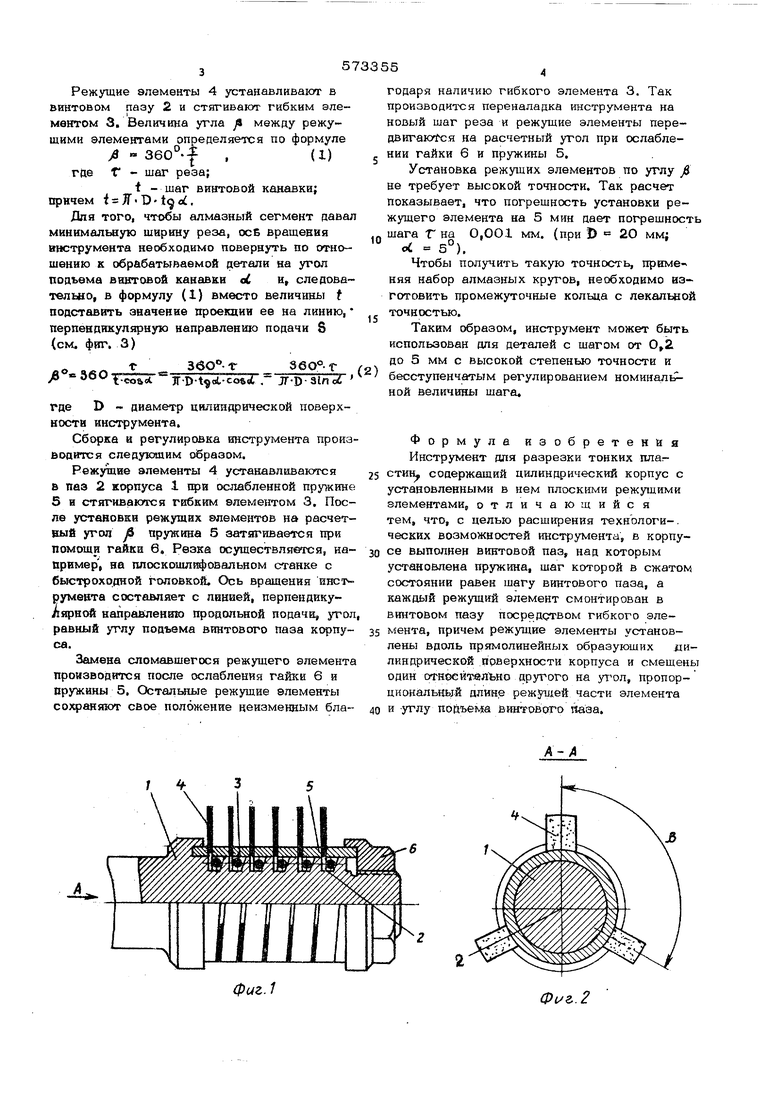
Режущие элементы 4 устанавливают в винтовом пазу 2 и стягивают гибким элементом 3. Величина угла у между режущими элементами определяется по формуле в - 360° ,(1) где f - шаг реза; i - шаг винтовой канавки; причем isJTDt ei. Для того, чтобы алмазный сегмент дава минимальную ширину реза, осЕ вращения инструмента необходимо повернуть по отношению к обрабатываемой детали на угол подъема винтовой канавки oL и, следовательно, в формулу (1) вместо величины f подставить значение проекции ее на линию, перпендикулярную направлению подачи 8 (см. фвг. 3) «лло т360 - г OOU у ЗОО . 3r-D-t9 A-co«sit JT-D-atnod где D - диаметр цилиядрической поверхности инструмента. Сборка и регулировка инструмента производится следующим образом. Режутцие элементы 4 устанавливаются в паэ 2 корпуса 1 при ослабленной 5 и стягиваются гибким элементом 3. После установки режущих элементов на расчетвый угол yS пружина 5 затягивается при помощи гайки в. Резка осуществляется, например, на плоскошлифовальном станке с быстроходной головкой. Ось вращения йнструмента составляет с линией, перпендикулярной направлению продольной подачи, угол, равный углу подъема винтового паза корпуса. Замена сломавшегося режущего элемента производится после ослабления гайки 6 и Вружины 5. Остальные режущие элементы сохрш1яют свое положение неизмевдым благодаря наличию гибкого элемента 3. Так производится переналадка инструмента на новый шаг реза и режущие элементы передвигаю я на расчетный угол при ослаблении гайки 6 и пружины 5. Установка режущих элементов по углу /б не требует высокой точности. Так расчет показывает, что погрешность установки режущего элемента на 5 мин дает погрешность шага Т на 0,001 мм. (при D 20 мм; оС 5°). Чтобы получить такую точность, применяя набор алмазных кругов, необходимо изготовить промежуточные кольца с лекальной точностью. Таким образом, инструмент может быть использован для деталей с шагом от до 5 мм с высокой степенью точности и бесступенчатым регулированием номинальной величины шага. Формула изобретения Инструмент для разрезки тонких плагстиНу содержащий цилиндрический корпус с установленными в нем плоскими режущими элементами, отличающийся тем, что, с целью расширения технологи-. ческйх возможностей инструмента, в корпусе выполнен винтовой паз, над которым установлена пружина, щаг которой в сжатом состоянии равен шагу винтового паза, а каждый режущий элемент смонтирован в винтовом пазу посредством гибкого элемента, причем режущие элементы установлены вдоль прямолинейных образующих цилиндрической поверхности корпуса и смещены один относительно другого на утол, пропорциональный цпине части элемента и -углу подъема винтового яаза.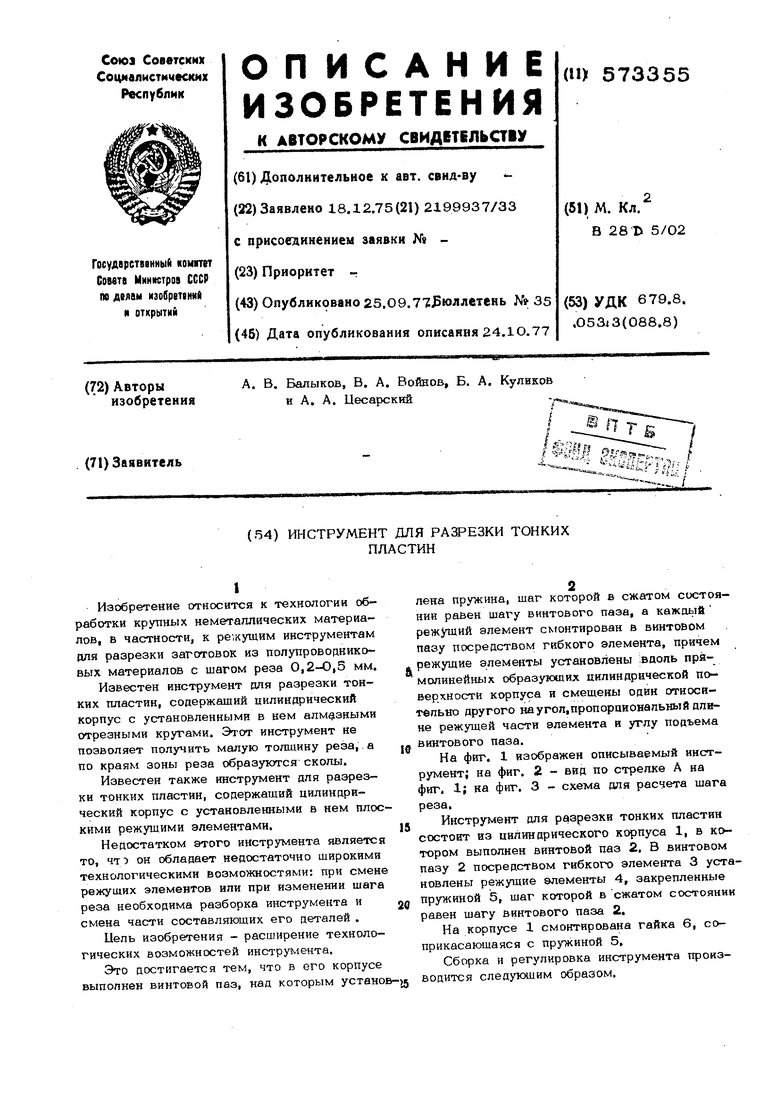
| название | год | авторы | номер документа |
|---|---|---|---|
| Инструмент для разрезки тонких пластин | 1980 |
|
SU880774A1 |
| ЧЕРВЯЧНЫЙ ИНСТРУМЕНТ, СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ, ОБОРУДОВАНИЕ ДЛЯ ЕГО ИЗГОТОВЛЕНИЯ И ЭКСПЛУАТАЦИИ | 1998 |
|
RU2169061C2 |
| УСТРОЙСТВО ДЛЯ ОТДЕЛОЧНОЙ ОБРАБОТКИ ВИНТОВ | 2002 |
|
RU2228240C1 |
| УСТРОЙСТВО ДЛЯ ШЛИФОВАНИЯ ВИНТОВ | 2005 |
|
RU2298461C1 |
| СПОСОБ ОТДЕЛОЧНОЙ ОБРАБОТКИ ВИНТОВ ПРОВОЛОЧНО-АБРАЗИВНЫМ ОХВАТЫВАЮЩИМ ИНСТРУМЕНТОМ | 2002 |
|
RU2230648C1 |
| СПОСОБ ШЛИФОВАНИЯ ВИНТОВ | 2005 |
|
RU2305025C1 |
| УПРУГИЙ ВИНТОВОЙ АЛМАЗНО-АБРАЗИВНЫЙ ИНСТРУМЕНТ | 2006 |
|
RU2307021C1 |
| СПОСОБ АЛМАЗНО-АБРАЗИВНОЙ ОБРАБОТКИ ОТВЕРСТИЙ УПРУГИМ ИНСТРУМЕНТОМ | 2006 |
|
RU2307018C1 |
| СПОСОБ ПРЕРЫВИСТОЙ АЛМАЗНО-АБРАЗИВНОЙ ОБРАБОТКИ ВРЕЗАНИЕМ ВНУТРЕННИХ КАНАВОК | 2006 |
|
RU2329130C1 |
| КОМБИНИРОВАННЫЙ АЛМАЗНО-АБРАЗИВНО-ВЫГЛАЖИВАЮЩИЙ ИНСТРУМЕНТ | 2005 |
|
RU2303512C1 |

1 Чфиг.1
,.2
