Изобретение относится к машиностроению, к области станкостроения, и может быть использовано при финишной абразивной обработке винтовых поверхностей точных винтов, например винтов винтовых насосов, из трудношлифуемых материалов методом охватывающего шлифования.
Известен способ доводки винтовых поверхностей притиром при их относительном вращательном и возвратно-поступательном движении под действием осевой нагрузки с добавлением абразива в зону обработки и выдержке времени суммарного контакта, при этом к притиру в осевой плоскости прикладывают момент сил, который плавно изменяют пропорционально расстоянию от точки контакта в передаче винтовая поверхность - притир до оси винтовой поверхности, и одновременно изменяют время суммарного контакта притира и винтовой поверхности на участках профиля в соответствии с приведенными зависимостями [1].
Недостатком известного способа и инструмента для его реализации является ограниченность применения и сложность реализации, требующая специального оборудования.
Наиболее близким по технической сущности и достигаемому результату является способ абразивной обработки винтов кольцеобразным охватывающим инструментом, включающий сообщение детали вращения, а инструменту - возвратно-поступательной продольной подачи, при этом в качестве инструмента используют охватывающий деталь кольцеобразный абразивный круг, состоящий из корпуса в виде цилиндрической пружины и абразивного слоя, закрепленного на его внутренней поверхности, кроме того, скорость вращения детали задают в зависимости от режущих свойств абразива.
Недостатками известного способа являются минимальная площадь контакта инструмента с заготовкой, особенно при обработке выступов винта, не позволяющая интенсифицировать режимы обработки, кроме того, неподвижное невращающееся состояние инструмента требует большой (на порядок выше) скорости вращения обрабатываемой детали, которую не в состоянии обеспечить имеющееся в эксплуатации оборудование.
Задачей изобретения является повышение качества, производительности и точности обработки за счет использования метода охватывающего шлифования и вращения самого инструмента, увеличивающего площадь контакта инструмента и заготовки и скорость резания и позволяющего интенсифицировать обработку винтовых поверхностей.
Поставленная задача решается предлагаемым способом отделочной обработки винтов проволочно-абразивным охватывающим инструментом, включающим сообщение детали вращения со скоростью, зависящей от режущих свойств абразива, а инструменту - поперечной подачи врезания и возвратно-поступательной продольной подачи, причем в качестве инструмента используют гибкий проволочный вал с закрепленным на нем абразивным слоем.
При этом способ предназначен для обработки винтов винтовых насосов, а гибкий проволочный вал располагают под углом подъема резьбы обрабатываемого винта к плоскости, перпендикулярной оси его вращения.
Кроме того, гибким проволочным валом охватывают обрабатываемый винт не менее чем на 360°, при этом свободный конец упомянутого вала шарнирно соединяют с помощью пружины сжатия с основанием, на котором закреплен его индивидуальный привод вращения, причем гибкому проволочному валу сообщают вращение относительно собственной оси посредством индивидуального привода вращения.
При этом поперечную подачу врезания гибкого проволочного вала осуществляют изменением усилия натяжения пружины сжатия. Кроме того, поперечную подачу врезания гибкого проволочного вала осуществляют на ходу изменением усилия натяжения пружины сжатия посредством механизма натяжения свободного конца вала.
Сущность способа поясняется чертежами.
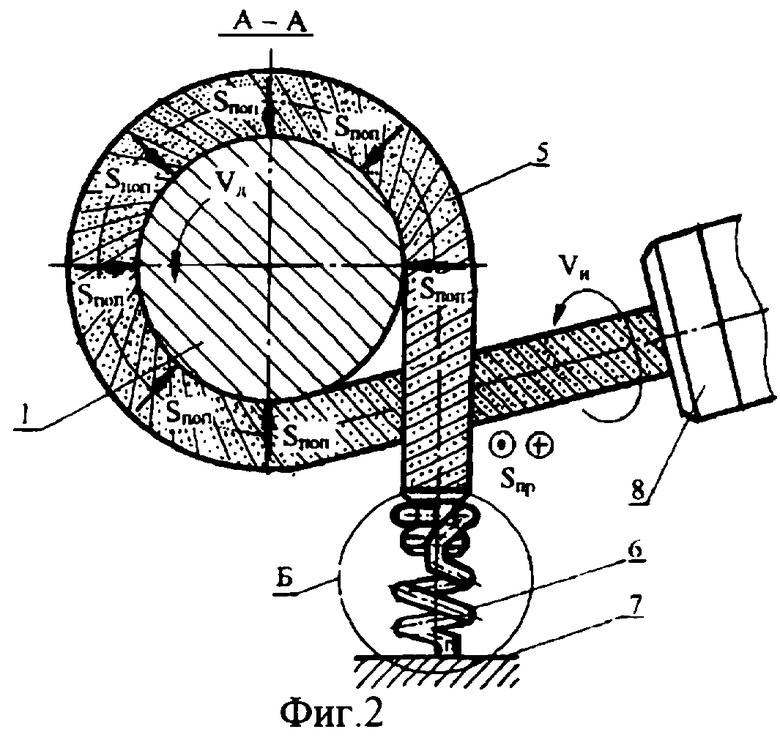
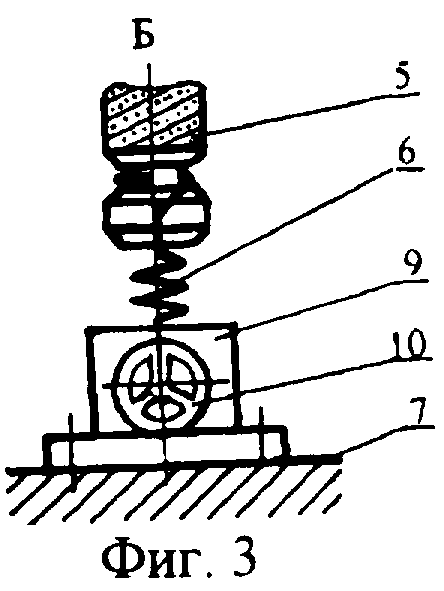
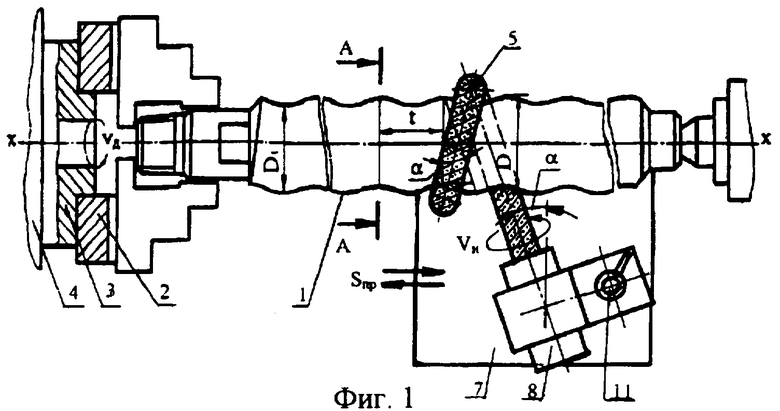
На фиг.1 приведена схема обработки по предлагаемому способу; на фиг.2 - сечение А-А на фиг.1; на фиг.3 - элемент Б на фиг.2, второй вариант крепления конца гибкого проволочно-абразивного вала.
При финишной абразивной обработке винт 1 (например, винтовых насосов, имеющих профиль и размеры D, D1, t, е, е1, показанные на фиг.1) по предлагаемому способу закрепляют в патроне 2 шпинделя 3 бабки 4, и обрабатываемой детали сообщают вращательное движение. Скорость вращения детали задают в зависимости от режущих свойств абразивного инструмента 5, которому сообщают возвратно-поступательную продольную подачу Sпр, при этом в качестве инструмента используют гибкий проволочный вал с закрепленным на нем абразивным слоем.
Гибкий проволочно-абразивный вал 5 располагают под углом α подъема резьбы обрабатываемого винта 1 к плоскости, перпендикулярной оси вращения последнего.
Гибким проволочно-абразивным валом 5 охватывают обрабатываемый винт 1 не менее чем на 360° (см. фиг.1), а свободный конец шарнирно соединяют с помощью пружины 6 сжатия с основанием 7, где закреплен индивидуальный привод 8 вала 5.
При этом гибкому проволочно-абразивному валу 5 придают вращение относительно собственной оси с помощью индивидуального привода 8, а поперечная подача врезания обеспечивается усилием натяжения пружины 6 сжатия. Это вариант крепления вала 5, работающего в одном режиме.
Для быстрого перехода с режима чернового шлифования, которое производится при значительном натяжении пружины 6, в режим получистового, а затем - чистового и выхаживания, которое производится при минимальном натяжении пружины, т.е. для регулирования усилия врезания в поперечном направлении используется (второй вариант крепления) специальный механизм 9 натяжения свободного конца вала 5 через пружину 6 (фиг.3). Механизм 9 натяжения представляет собой червячный редуктор, на входном валу которого закреплен маховичок 8 ручной настройки усилия поперечной подачи Sпоп, а на выходном - барабан натяжения пружины 6.
На наружную поверхность гибкого проволочного вала нанесен абразивно-алмазный слой, например, на гибкой вулканитовой или резиновой связке, или другим известным способом.
Одновременно с главным движением резания, которым является вращение инструмента относительно своей продольной оси, сообщают возвратно-поступательную продольную подачу Sпр относительно вращающейся детали с помощью суппорта (если обработка ведется на токарном станке, не показан), на котором закреплено основание 7, служащее для установки на него индивидуального привода 8 и устройства крепления свободного конца вала 5, причем крепление индивидуального привода осуществляется с помощью шарнирно-стопорного устройства 11, относительно оси которого поворачивается привод при настройки на тот или иной угол α.
Охватывая обрабатываемый винт 1 и благодаря пружинящим свойствам гибкого проволочно-абразивного вала 5, его виток (или несколько витков), перемещаясь вдоль оси и копируя профиль обрабатываемого винта, изменяет (изменяют) свои размеры в радиальном направлении, обеспечивая радиальную подачу S. Виток (витки) увеличивается и уменьшается в диаметре, в поперечном сечении принимая форму круга, когда проходит по впадине, или форму эллипса, когда проходит по вершине, и наружной вращающейся абразивно-алмазной рабочей поверхностью, в сечении имеющей профиль круга радиусом, равным радиусу впадины винтовой поверхности обрабатываемого винта, ведут интенсивную абразивную обработку по всей длине винта благодаря продольной подачи.
Наружная абразивно-алмазная рабочая поверхность вала, заправленная первоначально по форме цилиндра и поддерживающая этот профиль благодаря самозаточке, в процессе обработки занимает положение как во впадине, так и на выступе. При этом, находясь во впадине, виток вала контактирует с заготовкой всей режущей поверхностью, снимая одинаковый припуск металла, что и на выступе, благодаря упругим свойствам натяжной пружины 6.
Пример. Обрабатывался винт левый Н41.1016.01.001 винтового насоса ЭВН5-25-1500, который имел следующие размеры: общая длина -1282 мм, длина винтовой части - 1208 мм, диаметр поперечного сечения винта - ⊘27-0,05 мм, эксцентриситет e1=1,65 мм, е=3,3 мм, шаг t=28±0,01 мм, шероховатость Rа=0,4 мкм; винтовая поверхность однозаходная, левого направления; материал - сталь 18ХГТ ГОСТ 4543-74, твердость НВ 207-228, масса - 5,8 кг. Припуск на сторону - 0,25 мм. Обработка проводилась на токарно-винторезном станке мод. 16К20, гибкий проволочно-абразивный вал из 2 витков с наружным диаметром d=10 мм, с толщиной абразивного слоя h=2 мм, марки 44А12С18В ГОСТ 2424-83, окружная скорость заготовки - vд=169,56 м/мин (2,82 м/с), nд=2000 об/мин, продольная подача Sпр=2,8 мм/об, окружная скорость вала vи=1,57 м/с (nи=3000 об/мин), при этом скорость резания составляла (2,822+1,572)=3,22 м/с, требуемая шероховатость и точность винтовой поверхности была достигнута через Тм=5,35 мин (против Т
Достоинствами предлагаемого способа обработки проволочно-абразивным охватывающим инструментом является возможность абразивной обработки валов с переменным сечением, в частности винтов, легко достижима нужная скорость резания, высокая производительность.
Преимущества предлагаемого способа абразивной обработки проволочно-абразивным охватывающим инструментом: отсутствие стыков; более плавное вращение; большая жесткость технологической системы, нет необходимости поддерживать от прогиба люнетом обрабатываемый нежесткий, имеющий большую длину при малом диаметре винт (как при традиционном круглом шлифовании); повышается качество и точность обработки благодаря кольцевому охватыванию инструментом обрабатываемой поверхности при снятии больших неравномерных припусков; в 2-3 раза повышается производительность обработки благодаря большой площади контакта инструмента с заготовкой и сокращению количества проходов; свободный доступ смазочно-охлаждающей жидкости (СОЖ) в зону резания между витками также положительно влияет на производительность.
Благодаря применению предлагаемого способа абразивной обработки винтовых поверхностей винтов проволочно-абразивным охватывающим инструментом улучшается качество и повышается производительность за счет снижения теплонапряженности процесса и гарантированной бесприжоговой обработки.
Источники информации
1. А. с. СССР № 1328170, кл. В 24 В 37/02, В 23 G 1/36, 4042739/31-08, заявл. 26.03.86, опубл. 07.08.87. БИ № 29.
2. Патент № 2170650 РФ, МКИ В 23 G 1/36. Способ абразивной обработки винтов кольцеобразным охватывающим инструментом. Степанов Ю.С., Афанасьев Б.И., Коськин А.В. № 99122553/02. 27.10.99. 20.07.2001. БИ № 20 - прототип.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ОТДЕЛОЧНОЙ ОБРАБОТКИ ВИНТОВ | 2002 |
|
RU2228240C1 |
| СПОСОБ АБРАЗИВНОЙ ОБРАБОТКИ ВИНТОВ КОЛЬЦЕОБРАЗНЫМ ОХВАТЫВАЮЩИМ ИНСТРУМЕНТОМ | 1999 |
|
RU2170650C1 |
| СПОСОБ АБРАЗИВНО-АЛМАЗНОЙ ОБРАБОТКИ УПРУГИМ ИНСТРУМЕНТОМ | 2004 |
|
RU2261788C1 |
| АБРАЗИВНО-АЛМАЗНЫЙ ИНСТРУМЕНТ | 2004 |
|
RU2261793C1 |
| УСТРОЙСТВО ДЛЯ АБРАЗИВНОЙ ОБРАБОТКИ ВИНТОВ ОХВАТЫВАЮЩИМ ИНСТРУМЕНТОМ | 2001 |
|
RU2203798C2 |
| СПОСОБ АБРАЗИВНОЙ ОБРАБОТКИ ВИНТОВ ОХВАТЫВАЮЩИМ ИНСТРУМЕНТОМ | 2001 |
|
RU2200077C1 |
| СПОСОБ ШЛИФОВАНИЯ И ПОЛИРОВАНИЯ ОТВЕРСТИЙ | 2002 |
|
RU2237567C2 |
| ГИБКИЙ ОХВАТЫВАЮЩИЙ АБРАЗИВНЫЙ ИНСТРУМЕНТ ДЛЯ ОБРАБОТКИ ЭКСЦЕНТРИЧНЫХ ВАЛОВ И ВИНТОВ | 2001 |
|
RU2201331C2 |
| УСТРОЙСТВО ДЛЯ ШЛИФОВАНИЯ И ПОЛИРОВАНИЯ ОТВЕРСТИЙ | 2002 |
|
RU2228248C1 |
| ГОЛОВКА ДЛЯ ШЛИФОВАНИЯ ЭЛЛИПТИЧЕСКИХ ПОВЕРХНОСТЕЙ ВАЛОВ | 2002 |
|
RU2211133C1 |
Изобретение относится к машиностроению и может быть использовано при финишной абразивной обработке винтовых поверхностей точных винтов, например винтов винтовых насосов, из трудношлифуемых материалов методом охватывающего шлифования. Способ включает сообщение детали вращения со скоростью, зависящей от режущих свойств абразива, а инструменту - поперечной подачи врезания и возвратно-поступательной продольной подачи. При этом в качестве инструмента используют гибкий проволочный вал с закрепленным на нем абразивным слоем. Использование изобретения ведет к повышению качества, производительности и точности обработки за счет использования метода охватывающего шлифования и вращения самого инструмента, увеличивающего площадь контакта инструмента и заготовки и скорости резания, что позволяет интенсифицировать обработку винтовых поверхностей. 6 з.п. ф-лы, 3 ил.
| СПОСОБ АБРАЗИВНОЙ ОБРАБОТКИ ВИНТОВ КОЛЬЦЕОБРАЗНЫМ ОХВАТЫВАЮЩИМ ИНСТРУМЕНТОМ | 1999 |
|
RU2170650C1 |
| Устройство для доводки резьбы ходовых винтов | 1980 |
|
SU895599A1 |
| УСТРОЙСТВО ДЛЯ ШЛИФОВАНИЯ | 1996 |
|
RU2121426C1 |
| DE 3516619 A1, 21.11.1985. | |||

