1
Изобретение относится к области сварочного производства, в частности к автоматическим регуляторам направления электрода по стыку.
Известен автоматический регулятор нанравления электрода ло стыку, содержащий усилитель, электромеханическое устройство перемещения горелки и генератор высокочастотного тока.
Недостатком известного регулятора является низкая точность его слежения, что особенно заметно при сварке стыков значительной кривизны.
Целью изобретения является повышение точности слежения.
Это достигается тем, что на вход усилителя автоматического регулятора направления электрода по стыку включен колебательный контур, а носледовательно с генератором высокочастотного тока и горелкой включены конденсатор и токосъемник.
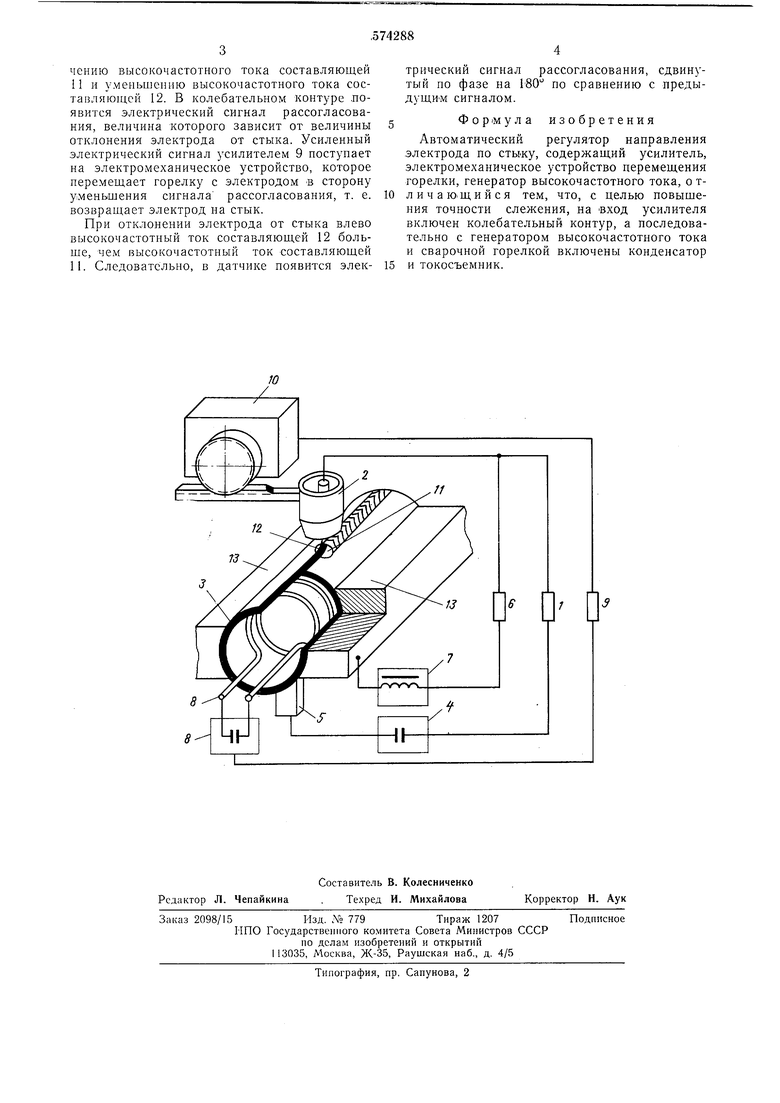
Иа чертеже изображен автоматический регулятор направления электрода по стыку.
Он состоит из генератора высокочастотного тока 1, подключенного к сварочной горелке 2 и изделию 3 через разделительный конденсатор 4 и токосъемник 5. Источник питания 6 подключен к сварочной горелке 2 и изделию В через дроссель индуктивности 7. Колебательный контур 8 подключен на вход фазочувствительного усилителя 9, который соединен электрически с электромеханическим устройством перемещения 10, жестко связанным с горелкой 2.
В процессе сварки высокочастотное напряжение с генератора 1 подается на сварочную дугу через конденсатор 4 и токосъемник 5. В результате горения сварочной дуги на кромках 3 происходит разделение высокочастотного тока на две составляющие 11 и 12, которые протекая но изделию 3, находящемуся в фильере 13, создают электромагнитные поля, наводящие в колебательном контуре 8 электрический сигнал рассогласования. Этот сигнал поступает на вход усилителя 9.
Токосъемник 5, выполненный, в виде скользящего контакта, предназначен для рационального направления высокочастотных составляющих тока 11 и 12 в изделии.
Конденсатор 4 и дроссель 7 предназначепы для разделения токов высокой и низкой частоты.
При симметричном расположении электрода относительно стыка высокочастотные составляющие тока 11 и 12 равны, следовательно электрический сигнал рассогласования, наводимый в колебательном контуре, равен нулю.
При отклонении электрода от стыка вправо столб дуги смещается, что нриводит к увеличению высокочастотного тока составляющей 11 и уменьшению высокочастотного тока составляющей 12. В колебательном контуре .появится электрическнй сигнал рассогласования, величина которого зависит от величины отклонения электрода от стыка. Усиленный электрический сигнал усилителем 9 поступает на электромеханическое устройство, которое перемещает горелку с электродом в сторону у:меньшения сигнала рассогласования, т. е. возвращает электрод на стык.
При отклонении электрода от стыка влево высокочастотный ток составляющей 12 больще, чем высокочастотный ток составляющей 11. Следовательно, в датчике появится электрический сигнал рассогласования, сдвинутый по фазе на 180 по сравнению с предыдущим сигналом.
Формула изобретения
Автоматический регулятор направления электрода по стьжу, содержащий усилитель, электромеханическое устройство перемещения горелки, генератор высокочастотного тока, о тличаЮЩийся тем, что, с целью повышения точности слежения, на вход усилителя включен колебательный контур, а последовательно с генератором высокочастотного тока и сварочной горелкой включены конденсатор и токосъемник.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ПОЛОЖЕНИЕМ ЭЛЕКТРОСВАРОЧНОЙ ГОРЕЛКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2261159C1 |
| СПОСОБ УПРАВЛЕНИЯ ПОЛОЖЕНИЕМ ЭЛЕКТРОСВАРОЧНОЙ ГОРЕЛКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2010 |
|
RU2448819C2 |
| СПОСОБ АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ПОЛОЖЕНИЕМ ЭЛЕКТРОСВАРОЧНОЙ ГОРЕЛКИ ОТНОСИТЕЛЬНО СТЫКА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2051015C1 |
| Способ управления положением электросварочной горелки относительно стыка и устройство для его осуществления (его варианты) | 1982 |
|
SU1087283A1 |
| Устройство для слежения за стыком при сварке продольного шва свальцованной из ленты трубы | 1979 |
|
SU863270A1 |
| Устройство для регулирования напряжения импульсной дуги | 1983 |
|
SU1098705A1 |
| СПОСОБ ДУГОВОЙ СВАРКИ ТОЛСТОЛИСТОВОГО МЕТАЛЛА МЕТОДОМ "ПОПЕРЕЧНАЯ ГОРКА", СВАРОЧНЫЙ АВТОМАТ И ВИДЕОСЕНСОРНЫЙ БЛОК ДЛЯ РЕАЛИЗАЦИИ СПОСОБА | 2006 |
|
RU2372176C2 |
| Способ автоматической дуговой сварки и устройство для его осуществления (его варианты) | 1984 |
|
SU1235682A1 |
| СПОСОБ АВТОМАТИЧЕСКОЙ ДУГОВОЙ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2011 |
|
RU2490103C1 |
| Устройство для автоматической сварки | 1976 |
|
SU685453A1 |
