I
Изобретение относится к конвейерному транспорту. Оно может быть использовано в рабочих органахскребковых конвейеров.
Известны тяговые органы скребковых конвейеров, для увеличения жесткости которых применяется цепь большего калибра и скребки увеличенной массы.
Однако такие тяговые ррсаны металлоемки и не обеспечивают нормальную работу в длинных забоях и на маломощных пластах
Наиболее близким техническим решением из известных является скребок двухцепного скребкового конвейера, включающий деформированный ,а- средней части профиль двутаврового сечения, верхнюю и нижнюю полки. Концы скребков закреплены в цепях при помощи соединительных звеньев. Скребки выполнены в средней части в виде спирали таким образом, что они дугообразно изогнуты в сторону несущего полотна рештака и равномерно прилегают к нему.
Такое выполнение скребков обеспечивает увеличение момента сопротивления изгибу скребка только в плоскости движения его, а в вертикальной плоскости момент сопротивления, наоборот, снижен. По этой причине под действием транспортируемой горной массы и попадания кусков породы и угля под скребок в момент прохода по приводной головке н перехода через приводные барабаны последний прогибается кверху. Изогнутый кверху скребок теряет транспортирующую способность, чем и создает дополнительные эксплуатационные неудобства.
Целью. изобретения является повышение жесткости с-кребка в горизонтальной и вертикальной плоскостях
Это достигается тем, что верхняя полка средней части дугообразно изогнута и повернута под углом в сторону, противоположную движению скребка.
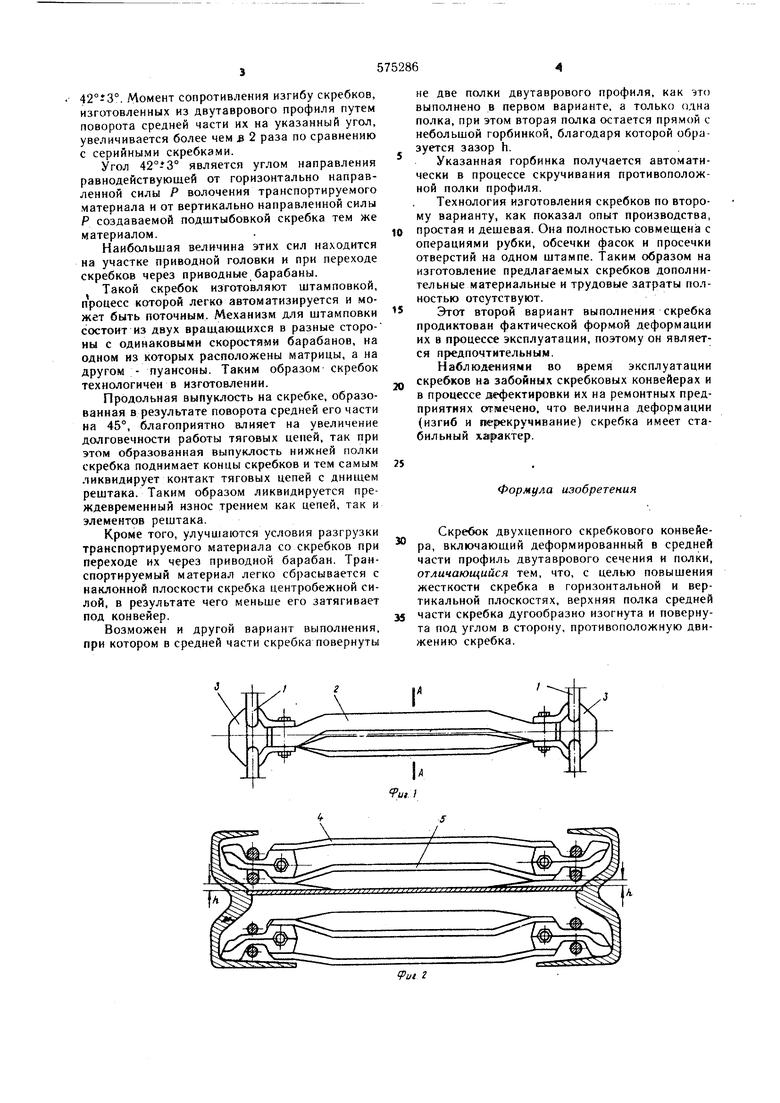
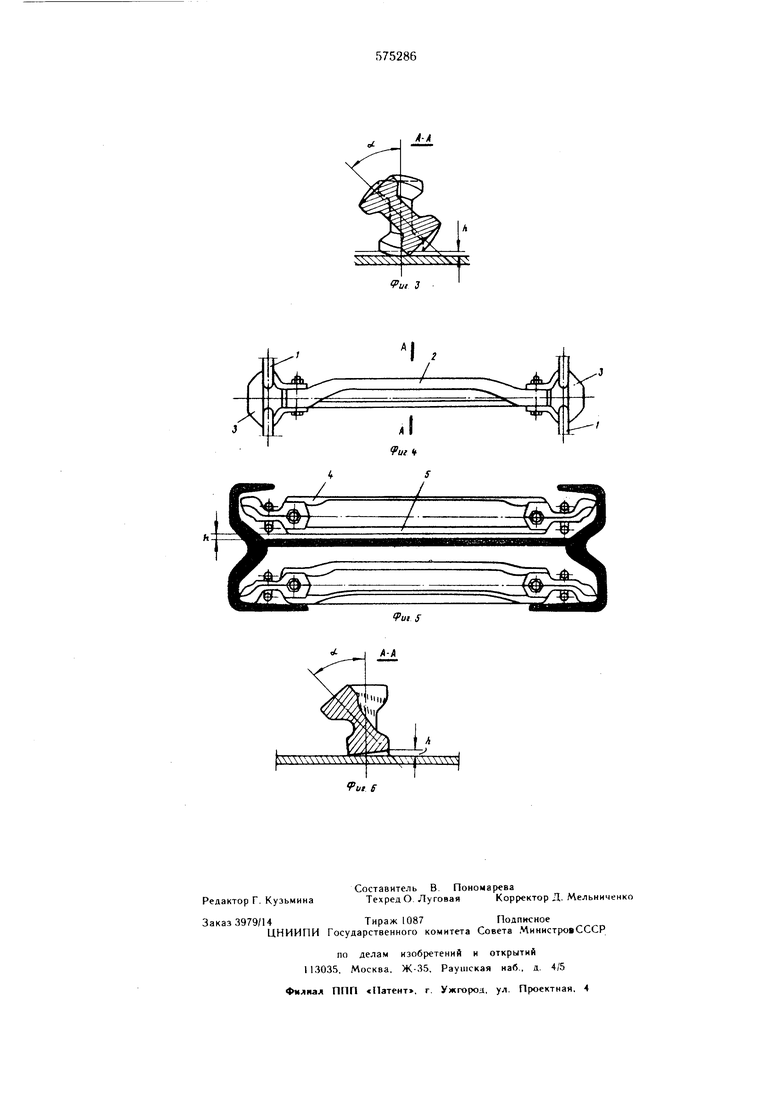
На фиг. 1 изображен отрезок тягового органа со скребком} вид в плаие; на фиг. 2 скребковый конвейер, поперечный разрез (первый вариант выполнения , на фиг. 3 - разрез А - А фиг. 1; на фнг. 4-6 -то же (второй вариант выполнения)
Тяговый орган скребкового конвейера включает тяговые цепи 1, скребки 2 и соединительные звенья 3. , имеющий двутавровое поперечное сечение с верхней 4 н нижней 5 полками, в средней части выполнен повернутым под некоторым углом по продольной оси. Для обеспечения равнопрочности скребка по горизонтальной и вертикальной осям угол noiiopoia 5 средней части скребка находится в .пределах 42°-3°. Момент сопротивления изгибу скребков, изготовленных из двутаврового профиля путем поворота средней части их на указанный угол, увеличивается более чем & 2 раза по сравнению с серийными скребками. Угол 42°-3° является углом направления равнодействующей от горизонтально направленной силы Р волочения транспортируемого материала и от вертикально направленной силы Р создаваемой подштыбовкой скребка тем же материалом.. Наибольшая величина этих сил находится на участке приводной головки и при переходе скребков через приводные барабаны. Такой скребок изготовляют штамповкой, процесс которой легко автоматизируется и может быть поточным. Механизм для штамповки состоит из двух вра1цаюш,ихся в разные стороны с одинаковыми скоростями барабанов, на одном из которых расположены матрицы, а на другом - пуансоны. Таким образом скребок технологичен в изготовлении. Продольная выпуклость на скребке, образованная в результате поворота средней его части на 45°, благоприятно влияет на увеличение долговечности работы тяговых цепей, так при этом образованная выпуклость нижней полки скребка поднимает концы скребков и тем самым ликвидирует контакт тяговых цепей с днищем рештака. Таким образом ликвидируется преждевременный износ трением как цепей, так и элементов рештака. Кроме того, улучшаются условия разгрузки транспортируемого материала со скребков при переходе их через приводной барабан. Транспортируемый материал легко сбрасывается с наклонной плоскости скребка центробежной силой, в результате чего меньше его затягивает под конвейер. Возможен и другой вариант выполнения, при котором в средней части скребка повернуты не две полки двутаврового профиля, как это выполнено в первом варианте, а только одна полка, при этом вторая полка остается прямой с небольшой горбинкой, благодаря которой образуется зазор h. Указанная горбинка получается автоматически в процессе скручивания противоположной полки профиля. Технология изготовления скребков по второму варианту, как показал опыт производства, простая и дешевая. Она полностью совмещена с операциями рубки, обсечки фасок и просечки отверстий на одном штампе. Таким образом на изготовление предлагаемых скребков дополнительные материальные и трудовые затраты полностью отсутствуют. Этот второй вариант выполнения скребка продиктован фактической форм.ой деформации их в процессе эксплуатации, поэтому он является предпочтительным. Наблюдениями во время эксплуатации скребков на забойных скребковых конвейерах и в процессе дефектировки их на ремонтных предприятиях отмечено, что величина деформации (изгиб и перекручивание) скребка имеет стабильный характер. Формула изобретения Скребок двухцепного скребкового конвейера, включающий деформированный в средней части профиль двутаврового сечения и полки, отличающийся тем, что, с целью повышения жесткости скребка в горизонтальной и вертикальной плоскостях, верхняя полка средней части скребка дугообразно изогнута и повернута под углом в сторону, противоположную двиению скребка.
fui 1
fPui 3
| название | год | авторы | номер документа |
|---|---|---|---|
| Скребок двухцепного скребкового конвейера | 1987 |
|
SU1535790A1 |
| ЗАБОЙНЫЙ СКРЕБКОВЫЙ КОНВЕЙЕР | 2018 |
|
RU2692392C1 |
| СКРЕБКОВЫЙ КОНВЕЙЕР | 2013 |
|
RU2513091C1 |
| СКРЕБКОВЫЙ КОНВЕЙЕР | 1996 |
|
RU2111913C1 |
| ЗАБОЙНЫЙ СКРЕБКОВЫЙ КОНВЕЙЕР | 2010 |
|
RU2466076C2 |
| СКРЕБКОВЫЙ КОНВЕЙЕР ДЛЯ ОБЕЗВОЖИВАНИЯ ТРАНСПОРТИРУЕМОГО МАТЕРИАЛА | 1998 |
|
RU2152343C1 |
| ЗАБОЙНЫЙ СКРЕБКОВЫЙ ЗАРУБНОЙ КОНВЕЙЕР | 2014 |
|
RU2574090C1 |
| УСТРОЙСТВО ДЛЯ БОКОВОЙ РАЗГРУЗКИ СКРЕБКОВОГО КОНВЕЙЕРА | 1993 |
|
RU2083849C1 |
| Тяговый орган скребкового конвейера | 1979 |
|
SU800044A1 |
| Скребковый конвейер-сортировщик | 1989 |
|
SU1713861A1 |
I .
Л
Puiit
fui S
