1
Изобретение относится к металлургии и может быть использовано для отливки заготовок и расходуемых электродов под регулируемым давлением.
Известна графитовая изложница для разливки под регулируемым давлением, в которой прибыльная надставка размещена у переднего торца изложницы, к которому подводи- ся жидкий металл
t . .
Такое расположение прибыли обеспечивает свободную усадку отливки при затвердевании и, следовательно, отсутствие на поверхности заготовок усадочных трещин. Однако в дальней торцовой стенке формы необходимо выполнять газопроницаемые вставки для звакуации газов из полости в процессе раливки. Во время кристаллизации отливке необходимо придавать обратный уклон (при котором прибыль оказывается в верхней части отливки) для улучшени условий подпитки и обеспечения звакуации газов, выделяющихся из металла в процессе кристаллизации. Так как во время заполнения форьм прибыль находится в нижней части, высоту ее приходится увеличивать сверх необходимой для обеспечения подпитки отливки с таким расчетом, чтобы уровень металла в
заполненной прибыли несколько превыша уровень, соответствующий верхней точке дальнего торца полости формы.
Известна также форма с прибЕллью, расположенной у дальнего (противоположного месту подвода струи металла) торца, в которой прибыльная надставка для обеспечения ее перемещения вдоль оси отливки снабжена вставкой, представляющей собой клиновой блок с грузом 2 . При усадке отливки надст вкА .перемещается имеете с Ним ред, приподнимая клиновую вставку. На этой конструкции практически очень трудно добиться такой установки прибыли и клиновой вставки, при которой их рабочие поверхности лежали бы в одной плоскости. Наличие уступов на рабочей поверхности влечет за собой заклинивание дальнего торца отливки и появление на нем усадочных трещин, а также сколов на поверхности графита в районе клиновой вставки.
Целью изобретения является улучшение качества металла, а также повышение стойкости стенок формы за счет обеспечения свободной усалки отливки
Это достигается тем, что прибыльная нсщставка установлена на торцово стенке формы, выполненной в вил втуки, входящей в полость формы, и имеющей возможность перемещения вдоль ее продольной оси. По оси втулки проходит канал, соединяющий полость формы с полостью надставки. Наружной стороной втулка опирается на пружину или плунжер гидро- или пневмоцилиндра.
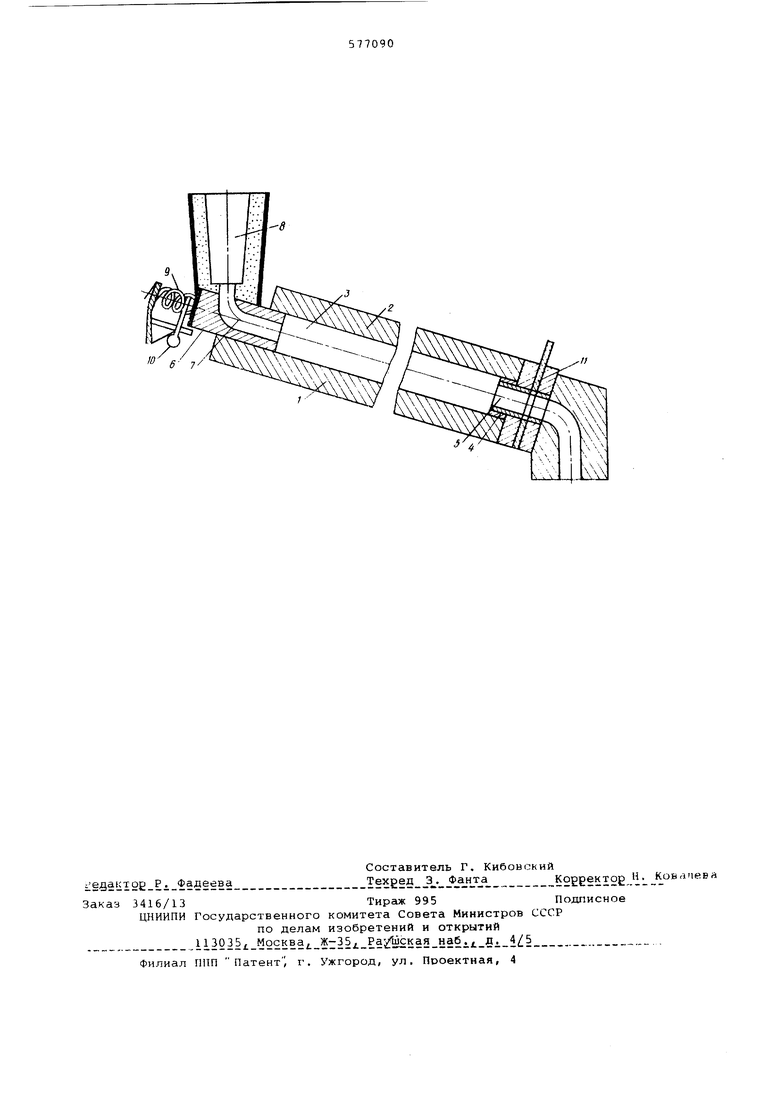
На чертеже показана графитовая форма с перемещающейся прибылью, продольный разрез.
Она состоит из нижней 1, верхней 2 и боковых 3 стенок, которые в сомкнутом положении образуют полость формы. С переднего торца форма закрывается графитовой втулкой 4 с вгнеупорнгал литниковым каналом 5, по которому металл поступает в изложницу, а с заднего торца - втулкой б, в которо выполнен канал 7, соединяющий прибыльную надставку 8 с изложницей. Втулка 6 опирается на пружину 9, находящуюся перед разливкой в сжатом положении и заторможенную чекой 10. Возможна замена пружины 9 гидро- или пневмоцилиндром. Подводящий литниковы канал перекрывается затворным устройств ом 11.
Форма работает следующим образом.
После заполнения формообразующей полости и прибыльной надставки металлом под регулируемым давлением, перекрытия затворного устройства 11 и выдержки металла под давлением в течени
50-60 с, необходимой для образования достаточно прочной корочки, чекой 10 освобождают пружину 9 (или подают давление в гидроцилиндр, заменяющий ее). Торцовая втулка 6, соединенная с надставкой 8, начинает вдвигаться в изложницу, следуя за усадкой слитка.
Пример. На агрегате для отливки заготовок сечением 200-200 мм и длиной 4000 мм под регулируемым давлением отливают опытные заготовки из нержавеющей стали Х18Н10Т и быстрорежущей стали Р6М5. Линейная усадка заготовок из такой стали 2-2,5% и при начальной длине заготовки 4000 мм достигает 100 мм. Рабочая полость формы образована плоской неподвижной нижней стенкой и двумя Г образными боковыми стенками, .которые отводятся в сторону путем поворота вокруг осей, паралельных продольной оси изложницы, с помощью двух гидроцилиндров. Перед началом заполнения формы металлом задний торцовый блоквтулку устанавливают: в положение, обеспечивающее получение заданной длины отливаемой заготовки. Пружина, ход которой соответствует величине усадки слитка при кристаллизации (100 мм), находится в сжатом состоянии и застопорена чекой, Зс1дний конец пружины упирается в стационарный упор. После заполнения формы металлом, выдержки его под давлением в течение 60с обеспечивающей образование у стенок формы корочки затвердевшего металла толщиной 20 мм, перекрывается затворное устройство, отделяющее полость формы от металлопровода. Затем с помощью гидроцилиндров слегка раздвигаются боковые стенки изложницы и освобождается чека, удерживающая пружину в сжатом состоянии. Благодаря раздвижке боковых стенок уменьшается трение между заготовкой, длина которо уменьшается из-за усадки, между торцовой втулкой, на которой установлена прибыльная надставка, и продольными стенками формы, и торцовая втулка под действием усилия, развиваемого пружиной, постепенно движется в полойть формы, следуя за усадкой заготовки.
Формула изобретения
Форма лля литья заготовок под регулирутгмым давлением, состоящая из боковых и торцовых стенок, подвижной прибыльной-надставки, размещенной в противоположном месту подвода металла конце формы, отличающаяс я тем, что, с целью улучшения качества металла и повьЕиения стойкости стенок формы за счет обеспечения свободной усадки отливки, прибыльная надстав.ка установлена на торцовой стенке формы, выполненной в виде втулки с каналом, соединяющим полость надставки с полостью формы, имеющей возможность перемещения в полости изложницы вдоль ее оси за счет поджимного устройства, установленного на задней стенке втулки.
Источники информации, принятые во внимание при экспертизе:
1. Патент США № 3326272, кл. 164-323, 1967.
2, Авторское свипетельство №325091, кл. В 22 D 17/02 1970.
Ю
6
1 
| название | год | авторы | номер документа |
|---|---|---|---|
| Форма для литья заготовок под регулируемым давлением | 1980 |
|
SU900966A1 |
| Форма для отливки прямоугольных слитков | 1976 |
|
SU591266A2 |
| Форма для отливки прямоугольных слитков | 1974 |
|
SU495145A1 |
| Устройство для непрерывного или полунепрерывного литья металлических заготовок | 1989 |
|
SU1836182A3 |
| УСТРОЙСТВО ДЛЯ ОТЛИВКИ СТАЛЬНЫХ СЛИТКОВ | 2005 |
|
RU2285579C1 |
| Устройство для отливки слитков | 1986 |
|
SU1382582A1 |
| ВЕРТИКАЛЬНАЯ РАЗЪЕМНАЯ ИЗЛОЖНИЦА | 2003 |
|
RU2240891C1 |
| Способ получения слитков | 1975 |
|
SU532460A1 |
| Устройство для изготовления литых заготовок | 1979 |
|
SU854583A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ЛИТЬЯ В ФОРМУ-КРИСТАЛЛИЗАТОР | 2013 |
|
RU2541267C2 |