(54J ФОРМА ДЛЯ ОТЛИВКИ ПРЯМОУГОЛЬНЫХ СЛИТКОВ
| название | год | авторы | номер документа |
|---|---|---|---|
| Форма для отливки прямоугольных слитков | 1974 |
|
SU495145A1 |
| Форма для литья заготовок под регулируемым давлением | 1976 |
|
SU577090A1 |
| Форма для литья заготовок под регулируемым давлением | 1980 |
|
SU900966A1 |
| Способ литья заготовок | 1981 |
|
SU1042883A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ МОДЕЛЕЙ ПОРШНЯ | 2009 |
|
RU2513672C2 |
| ЛИТНИКОВАЯ СИСТЕМА ДЛЯ ЛЕГИРОВАНИЯ СТАЛИ В ПРОЦЕССЕ ОТЛИВКИ СЛИТКОВ | 2001 |
|
RU2206429C2 |
| СПОСОБ ЛЕГИРОВАНИЯ СТАЛИ ПРИ РАЗЛИВКЕ И ЦЕНТРОВОЙ ЛИТНИК ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2121409C1 |
| СИСТЕМА ЛИТЬЯ | 2018 |
|
RU2760016C2 |
| Форма для литья заготовок под регулируемым давлением | 1976 |
|
SU592515A1 |
| Машина для вертикального непрерывного литья заготовок | 1987 |
|
SU1650336A1 |
Изобретение относится к металлургии, в частности к разливке под регулируемым давлением металлов и сплавов в .многополостную изложницу, позволяющую получать несколько сортовых квадратных или прямоугольных заготовок.
По основному авт. св. № 495145 известна форма для отливки прямоугольных слитков под регулируемым давлением сортовых квадратных и прямоугольных заготовок, состояпдая из двух полуформ, преимущественно графитовых, заключенных в металлические обоймы, имеюп1,ая несколько полостей, заполняемых металлом, выполненных так, что диагональ сечения полостей совпадает с линией разъема полу(|н)рм У одного из торцов рабочих полостей в полуформах выполнены отверстия, соединяющие
эти полости между собой и с подприбыльной частью и каналом металлопровода. Форма имеет устройство, прижимающее полуформы в рабочем положении друг к другу 1.
Такая конструкция формы обеспечивает воз.можность сближения отлитых заготовок после снятия прижима полуформ одна к другой под воздействием усилий, возникающих вследствие усадки соединительных литников. Эти перемещения заготовок предохраняют рабочие поверхности полостей полуформ от сминания.
Недостатком известной фор.мы является то, что литник, соединяющий верхнюю полость с полостью прибыли, не имеет возможности свободной усадки, что вызывает заиюм.Сние н снятие верхней части полуформ.
Целью изобретения является 1овышение срока службы формы.
Это достигается тем, что форма дли отливки нрямоугольных слитков имеет вставку с центральным отверстием и клинообразными опорными новерхностями, размещенгькми в подприбыльной части полуформ соосно с литниковым каналом.
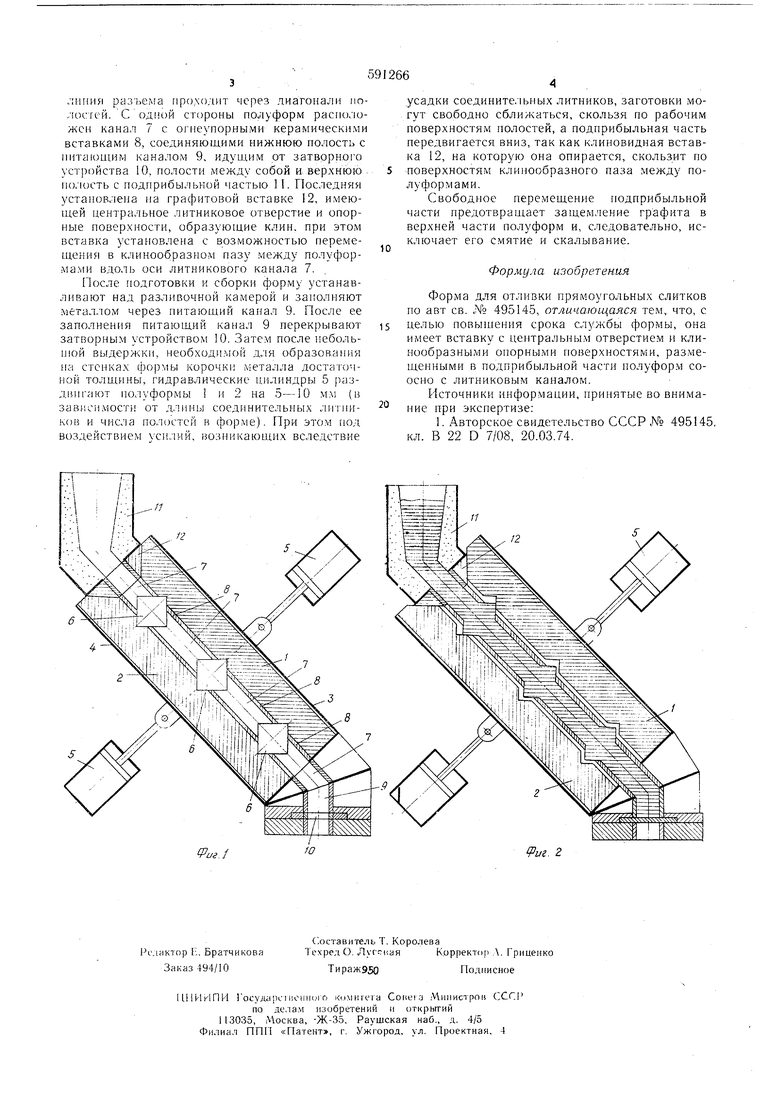
На фиг. 1 показана предлагаемая форма (при сжатых полуформах перед заполнением ее металлом), поперечный разрез; на фиг. 2 - то же (после затвердевания слитков с раздвинутыми полуформами и прибылью, сместившимися в результате усадки литников), поперечный разрез.
Трехполосная изложница для отливки квадратных заготовок состоит из двух графитовых
полуформ 1 и 2, заключенных в металлические обоймы 3 и 4. Перед разливкой полуформы 1 и 2 прижимаются друг к другу гидравлическими цилиндрами 5 или другими нажи.мными устройствами. В сомкнуто.м состоянии ио.:|уформы 1 и 5 2 образуют три разливочные полости 6 так, что
;111ния разъема проходит через лиагоналн полос гей. С одной стороны полуформ рас 1о:южен канал 7 с огнеупорными керамическими вставками 8, соединяющими нижнюю полость с iiHTatouuiM каналом 9, идущим от затворно1о устройства 10, полости между собой и верхнюю но.юсть с подприбыльной частью 11. Последняя устан( на графитовой вставке 12, имеющей центральное литниковое отверстие и опорные поверхности, образующие клин, при этом вставка установлена с возможностью перемещения в клинообразном пазу между полуформами вдоль оси литникового канала 7.
После подготовки и сборки форму устанавливают над разливочной камерой и за1 олняют металлом через питающий канал 9. После ее заполнения питающий канал 9 перекрывают затворным устройством 10. Затем после небольнюй выдержки, необходи.мой д.чя образования на стенках формы корочки металла достаточной толщины, гидравлические цилиндры 5 раздвигают нол формы 1 и 2 на 5-10 мм (в зависимости от длины соединительных ,:п-г ников и числа полостей в форме). При этом иод воздействием чхчлий, возникающих всле.ц.ствие
усадки соедините.пэных ,питников, заготовки могут свободно сближаться, скользя по рабочим поверхностям полостей, а поднрибыльная часть передвигается вниз, так как клиновидная вставка 12, на которую она опирается, скользит но поверхностям клинообразного паза между полуформами.
Свободное перемещение подприбыльной части предотвращает защемление графита в верхней части полуформ и, следовательно, исключает его смятие и скалывание.
Формула изобретения
Форма для отливки прямоугольных слитков но авт св. NO 495145, отличающаяся тем, что, с целью повышения срока службы формы, она имеет вставку с центральны.м отверстием и клинообразными опорны.ми поверхностями, раз.меHj,eHHbiMH в подприбыльной части полуфор.м соосно с литниковым каналом.
Источники информации, принятые во внимание при экспертизе:
