со
00
Изобретение относится к черной металлургии и может быть использовано для получения слитков большой массы.
Целью изобретения является повышение выхода годного металла за счет уменьшения донной обрези.
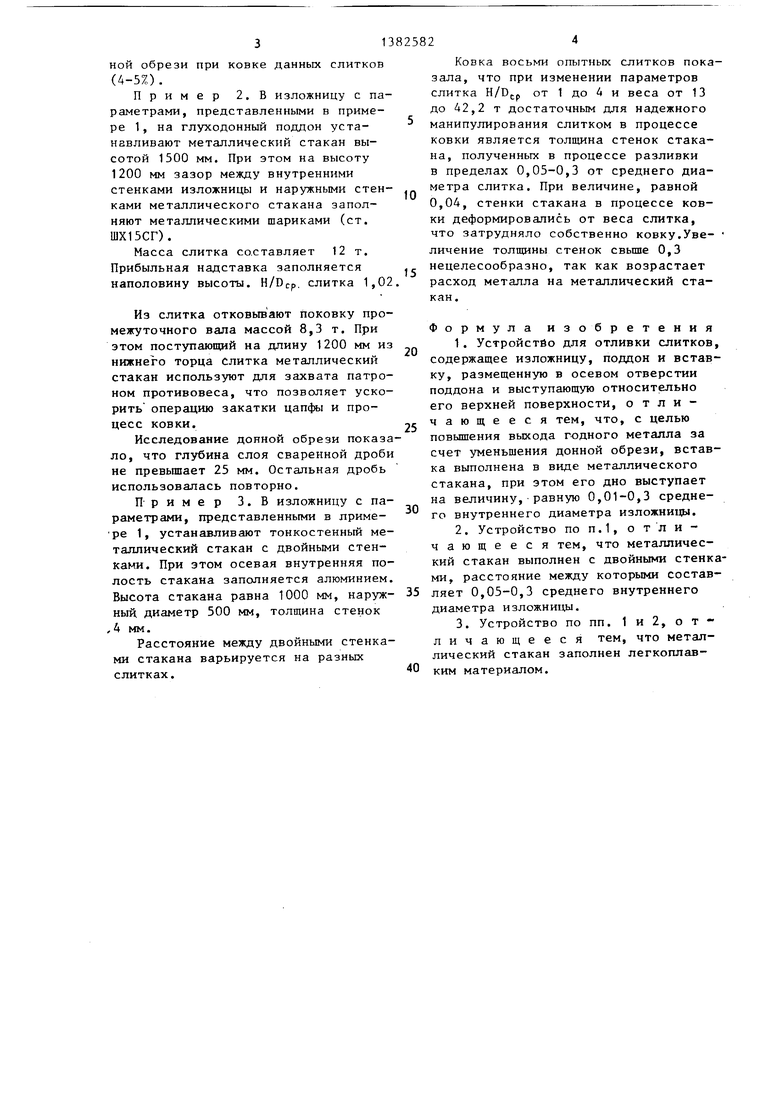
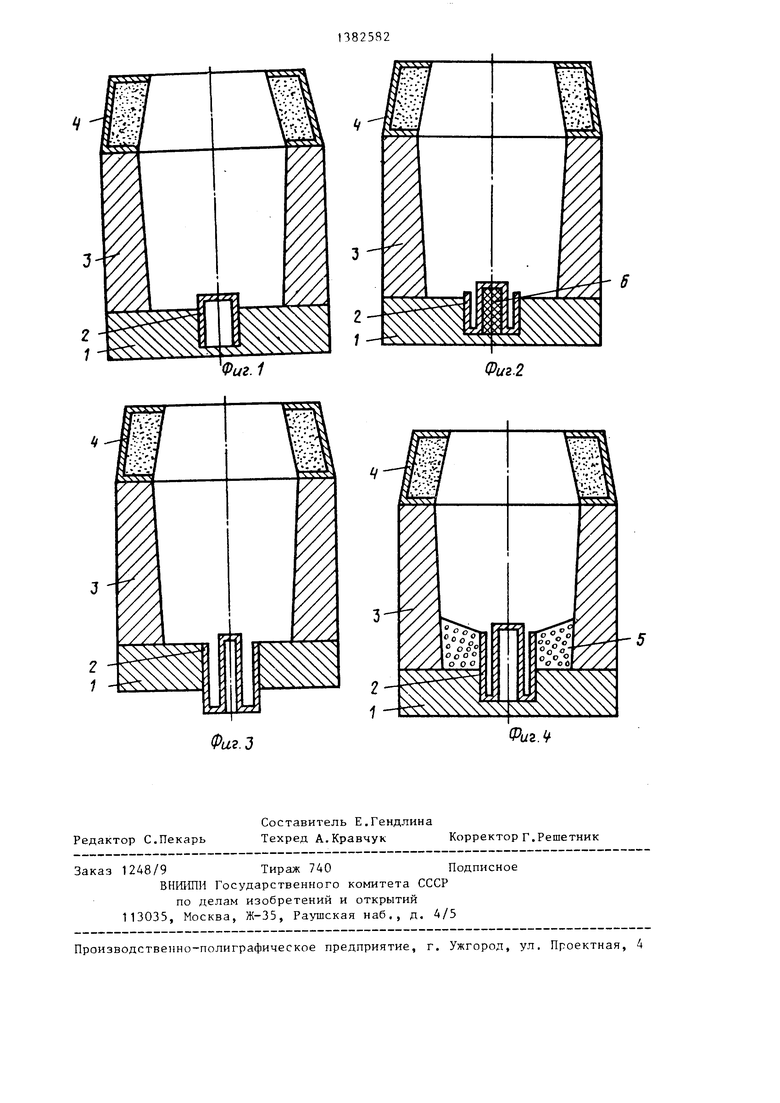
На фиг. 1 изображело устройство для отливки слитков, продольный разрез; на фиг. 2-4 - то же, варианты выполнения.
Устройство состоит из поддона 1 со вставкой в виде металлического стакана 2, закрепленного в глухом или сквозном отверстии поддона. На поддоне установлена изложница 3 с прибыльной надставкой 4.
Стенки металлического стакана могут быть двойными.
Изменение высоты металлического стакана позволяет менять массу слитка за счет уменьшения высоты его тела и, соответственно, величину отношения высоты к среднему внутреннему диаметру. При зтом зазор между выступающим в полость изложницы стаканом и изложницей может заполняться слоем металлических частиц 5, например металлической дроби.
Внутренняя полость металлического стакана может заполняться легкоплавким материалом 6, предохраняющим стакан от его проплавления в процессе заполнения изложницы расплавом.
В случае, если заполнитель металлического стакана легкоплавкий и обладает высокой теплопроводностью (например, алюминий), он после расплавления, увеличиваясь в объеме, заполняет зазор между поддоном и стальным слитком, снижая его термическое сопротивление. При этом достигается ускоренная кристаллизация слитка со стороны его нижней части. В случае использования в качестве заполнителя легкоплавкого материала с низкой теплопроводностью, например металлургического шлака, препятствующего теп лоотводу в нижней части слитка, будет ускорено его боковое затвердевание, что изменяет распределение лик- ватов в объеме тела слитка.
Поступающий из промежуточной емкости металл заполняет внутреннюю полость изложницы и сваривается с дном металлического стакана. При использовании стакана с двойными стен0
5
0
5
0
5
0
5
0
5
ками металл заполняет также кольцевую полость между зтими стенками.
За счет выступающего во внутреннюю полость изложницы металлического стакана осевая зона слитка уплотняется пропорционально сокращению ее высоты.
Оправка слитка осуществляется специальным оправочным кольцом, захватывающим его верхнюю прибЕзШьную часть При использовании металлической дроби в качестве заполнителя зазора между изложницей и металлическим стаканом верхний ее слой сваривается с нижней частью слитка.
Из полученного слитка отковывается поковка. При этом металлический стакан используется под захват патроном противовеса или манипулятором. Стенки металлического стакана вследствие своей развитой поверхности на единицу массы имеют пониженную температуру и, следовательно, большую прочность.
Пример 1. Для отливки девяг ти кузнечных слитков марки 38Х2Н2МА массой 23,0 т используют восьмигранную чугунную изложницу высотой (Н) 2415 мм, внутренний диаметр вписанной окружности которой вверху равен 1150 мм, а внизу 1060 мм,, H/Dcp 2,5, высота прибыли слитка равна 740 мм, а высота прибыльной надставки 940 мм.
В отверстие поддона перед отливкой устанавливают металлический стакан закрытым торцом вверх с толпщ- ной стенки 80 мм. Высота стакана рав- на 1000-1800 мм, наружный диаметр стакана 500 мм.
Заглубление стакана в полость изложницы изменяется на разных слитках.
Зазор между стаканом и стенкой поддона заделывают шнуровым асбестом.
В изложницу сверху через промежуточную воронку отливают слиток. После кристаллизации он отправляется в. кузнечный цех. Металлический стакан, приваренный к слитку, служит цапфой для манипулирования слитком в процессе ковки. Из слитков отковывают - сплошные поковки промежуточных валов. Ковка включает в себя операции бил- летировки, осадки, протяжки и отделки. При этом в процессе осадки осевое углубление со стороны донной части слитка, образованное металлическим стаканом, сокращается до 100- 150 мм, что соответствует норме донковке данных слитков
ер 2. В изложницу с па- представленными в применой обрези при (4-5%) .
Прим раметрами, ре 1, на глуходонный поддон устанавливают металлический стакан высотой 1500 мм. При этом на высоту 1200 мм зазор между внутренними стенками изложницы и наружными стенками металлического стакана заполняют металлическими шариками (ст. ШХ15СГ).
Масса слитка со.ставляет 12 т. Прибыльная надставка заполняется наполовину высоты. H/Dcp. слитка 1,02
Из слитка отковьшают поковку промежуточного вала массой 8,3 т. При этом поступающий на длину 1200 мм из нижнего торца слитка металлический стакан используют для захвата патроном противовеса, что позволяет ускорить операцию закатки цапфы и процесс ковки.
Исследование донной обрези показало, что глубина слоя сваренной дроби не п.ревьппает 25 мм. Остальная дробь использовалась повторно.
Пример З.В изложницу с параметрами, представленными в лриме- ре 1, устанавливают тонкостенный металлический стакан с двойными стенками. При этом осевая внутренняя полость стакана заполняется алюминием. Высота стакана равна 1000 мм, наружный диаметр 300 мм, толщина стенок ,4 мм.
Расстояние между двойными стенками стакана варьируется на разных слитках.
0
5
0
5
0
5
0
Ковка восьми опытных слитков показала, что при изменении параметров слитка H/D(.p от 1 до А и веса от 13 до 42,2 т достаточньм для надежного манипулирования слитком в процессе ковки является толщина стенок стакана, полученных в процессе разливки в пределах 0,05-0,3 от среднего диаметра слитка. При величине, равной 0,04, стенки стакана в процессе ковки деформировались от веса слитка, что затрудняло собственно ковку.Уве- личение толщины стенок свыше 0,3 нецелесообразно, так как возрастает расход металла на металлический стакан.
Формула изобретения
1.Устройство для отливки слитков, содержащее изложницу, поддон и вставку, размещенную в осевом отверстии поддона и выступающую относительно его верхней поверхности, отличающееся тем, что, с целью повышения выхода годного металла за счет уменьшения донной обрези, вставка выполнена в виде металлического стакана, при этом его дно выступает на величину, равную 0,01-0,3 среднего внутреннего диаметра изложницы.
2.Устройство по П.1, о т л и - чающееся тем, что металлический стакан выполнен с двойными стенками, расстояние между которыми составляет 0,05-0,3 среднего внутреннего диаметра изложницы.
3.Устройство по пп. 1 и 2, о т - личающееся тем, что металлический стакан заполнен легкоплавким материалом.
Фиг. 1
6
Фиг.2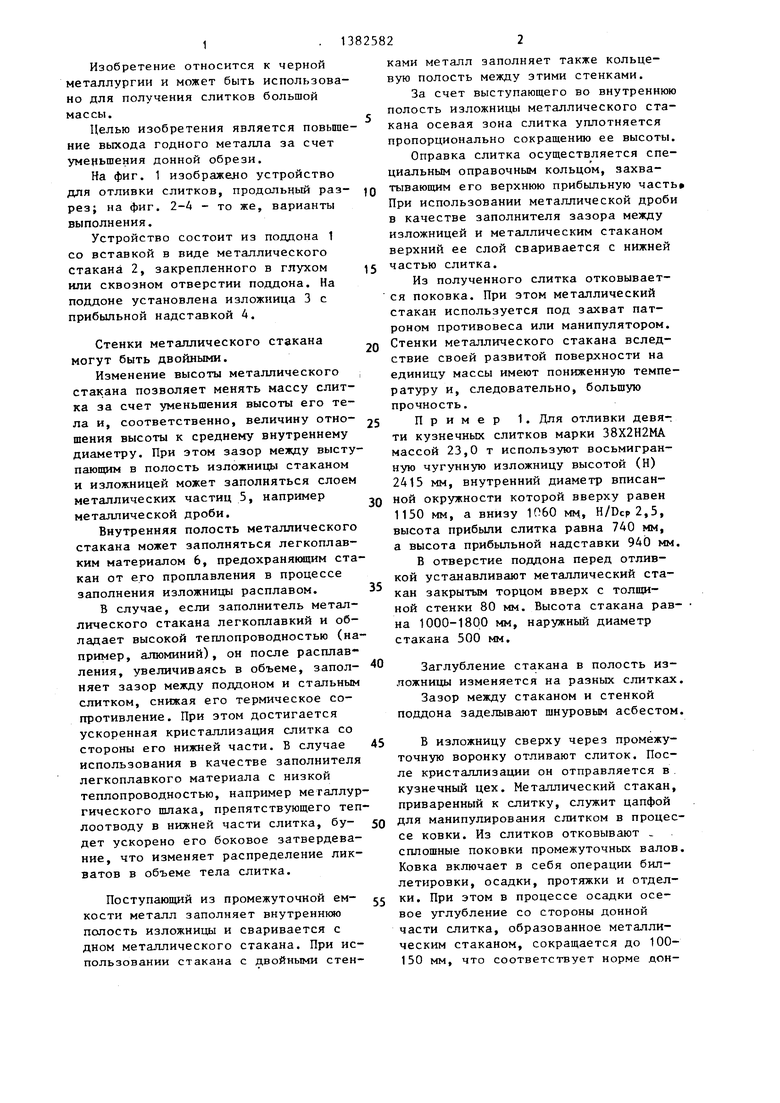
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для отливки слитков | 1983 |
|
SU1138231A1 |
| Устройство для отливки слитков | 1986 |
|
SU1442325A1 |
| Устройство для получения кузнечных слитков | 1986 |
|
SU1496912A1 |
| Способ получения полого слитка | 1983 |
|
SU1088868A1 |
| Способ ковки полых поковок | 1988 |
|
SU1625573A1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ БЕСПРИБЫЛЬНОГО ПОЛОГО СЛИТКА | 2003 |
|
RU2261776C2 |
| Способ изготовления полых заготовок | 1987 |
|
SU1470430A1 |
| Способ изготовления поковок | 1981 |
|
SU979015A1 |
| Изложница | 1983 |
|
SU1110539A1 |
| Способ отливки полых слитков | 1987 |
|
SU1507519A1 |
Изобретение относится к черной металлургии и может быть использовано для получения слитков большой массы. Цель - повышение выхода годного металла за счет уменьшения донной обрези. Устройство содержит изложницу, поддон и вставку, размещенную в осевом отверстии поддона и выступающую относительно его верхней поверхности. Вставка выполнена в виде металлического стакана, выступающего во внутреннюю полость изложницы днищем на величину, равную 0,01-0,3 среднего внутреннего диаметра изложницы. Стакан может быть выполнен с двойными стенками, расстояние между которыми составляет 0,05-0,3 среднего внутреннего диаметра изложницы, и заполнен легкоплавким материалом. Металл, поступающий в изложницу, сравнивается с металлическим стаканом, при этом осевая зона слитка уплотняется пропорционально сокращению ее высоты. Оправка слитка осуществляется специальным оправочным кольцом, захватывающим его верхнюю прибыльную часть. Из полученного слитка отковывается поковка. При этом металлический стакан используется под захват патроном противовеса или манипулятором. 2 з.п. ф-лы, 4 ил. S (Л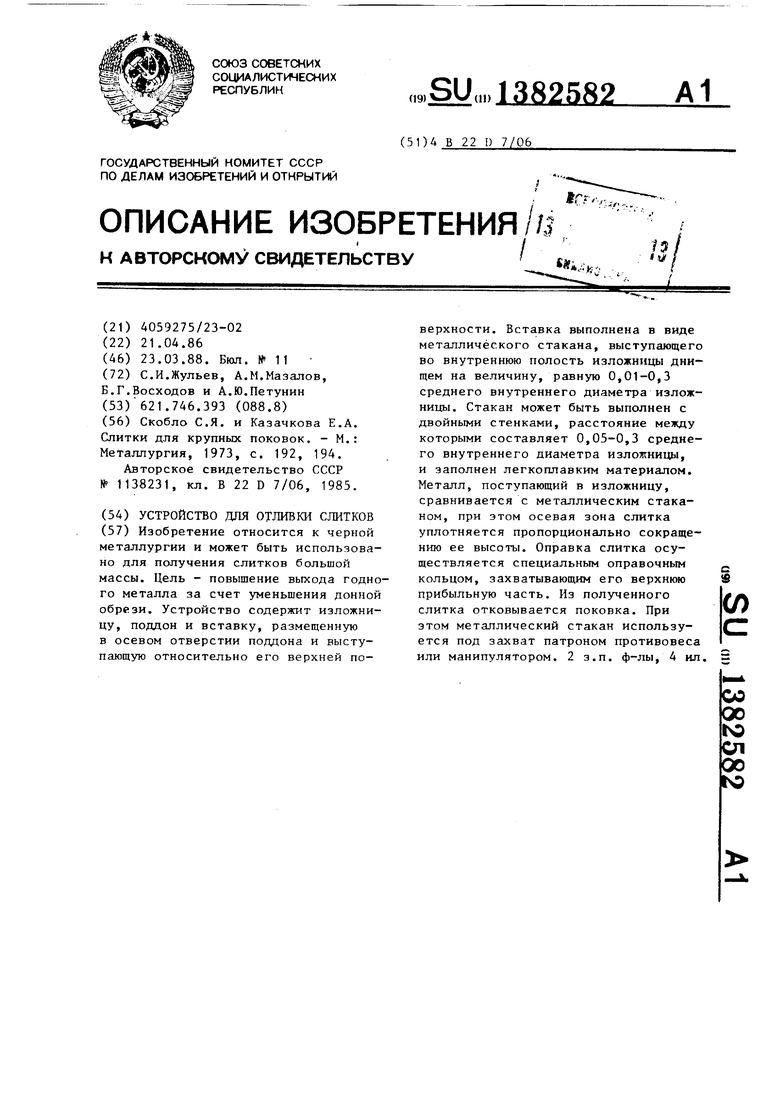
2 1
Фа-г.д
агМ
| Скобло С.Я | |||
| и Казачкова Е.А | |||
| Слитки для крупных поковок | |||
| - М.: Металлургия, 1973, с | |||
| Вагонный распределитель для воздушных тормозов | 1921 |
|
SU192A1 |
| Устройство для отливки слитков | 1983 |
|
SU1138231A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
