1
Изобретение относится к области автоматизации сварочных процессов, а именно к устройствам для слежения по стыку соединяемых кромок.
Известно устройство слежения, снабженное основным и дополнительным фотодатчиками 1.
Недостатком данного устройства является невозможность определения смещения кромки стыка относительно осевой линии стыка.
Известно другое устройство для слежения, которое содержит также два фотодатчикд, преобразователи выходных сигналов фотодатчиков и фуикционально связанный с основным фотодатчиком узел управления иоиере-;иыми перемещениями сварочного электрода 2.
Недостатком этого устройства является низкое качество слежения при сварке стыкол значительной кривизны, так как при измене1;ии щирины зазора в стыке устройство прекращает функционировать.
Целью изобретения является повышение качества слежения при сварке стыков значительной кривизны.
Ноставлеииая цель достигается тем, что в устройство для слежения по стыку введены исполнительные механизмы угловых перемещений обоих фотодатчиков отиосительно собственной оси, блок управления исполнитель2
иымн механизмами, коррелятор, экстремальный регулятор и узел задержки. Исполнительный мехап 1зм угловых перемещений основного фотодатчика подключен к одному из выходов блока управления через узлы задержки, исполнительный мехаиизм дополиительного фотодатчика неиосредственно соединен с другим выходом блока управления. Вход -блока управления исполнительными -механизмами обоих фотодатчиков через экстремальный регулятор соединен с выходом коррелятора, входы которого иодсоединены к выходам преобразователей фотодатчиков.
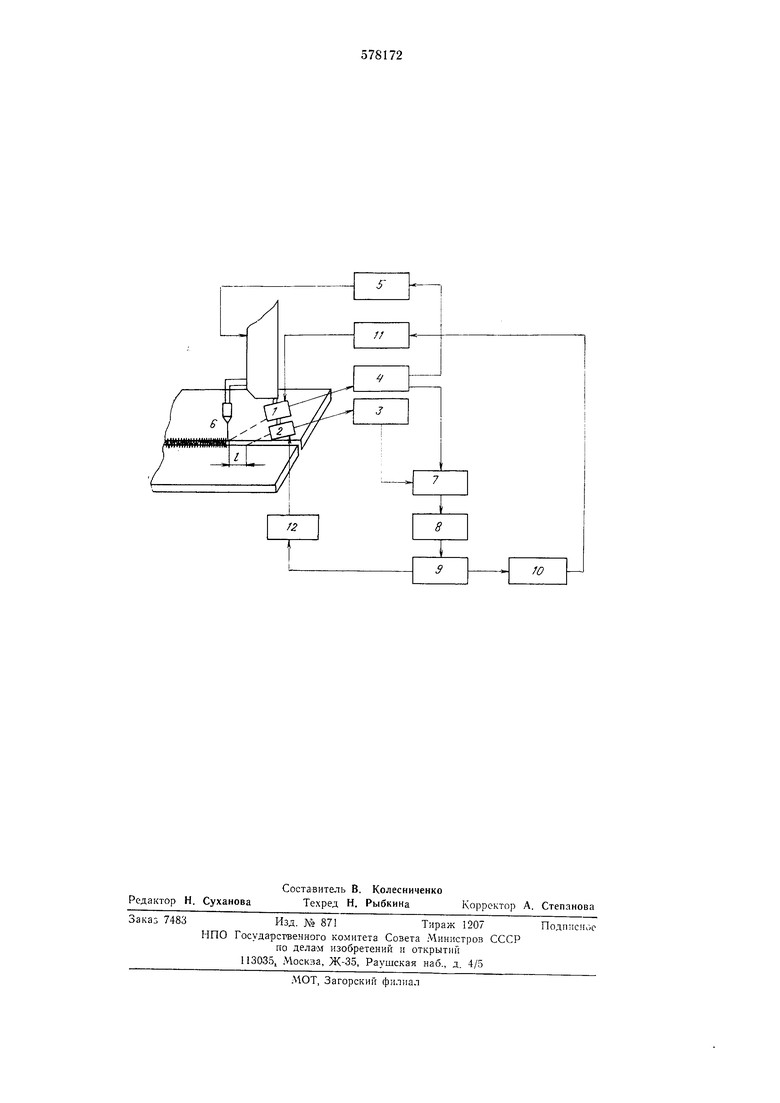
На чертеже изображена блок-схема устройства.
Устройство |для слежения но стыку снабжено основным фотодатчиком 1 полол еиия стыка, жестко связанным со сварочной головкой, и дополнительным фотодатчиком 2 положения стыка, выход которого иодсоединен к преобразователю 3 выходного сигиала датчика. Одии выход преобразователя 4 соединен е узлом управления 5 поперечным перемещением сварочпого электрода 6, а второй выход соедпнен с одним из входов коррелятора 7. Второй вход коррелятора 7 связан с выходом преобразователя 3 дополнительного фотодагчика 2 положения стыка. Выход коррелятора соединен с последовательно соедииениым между собой экстремальным регулятором 8 и блоком 9 управления угловым перемещением фотодатчиков положения стыка, один выход которого через узел задержки 10 соединен с исполнительным механизмом 11 углового перемещения фотодатчика 1, а друго подключен к исполнительному механизму 12 углового перемещения фотодатчика 2. Исполнительные механизмы углового перемещения фотодатчиков установлены таким образом, что они развернуты под одним углом относительно сварочного электрода. Основной фотодатчик 1 положения стыка сканирует поверхность кромок, подлежащих сварке, впереди сварочного электрода по ходу сварки и вырабатывает информацию о положении стыка относительно оптической оси датчика и, следовательно, сварочного электрода. Выходной сигнал основного фотодатчика 1 поступает на преобразователь 4 и узел управления 5 поперечным перемещением сварочного электрода 6 и удерживает его на оси стыка, если стык соединяемых кромок находится в поле зрения датчика. Выходной сигнал fi (О фотодатчика 2, пропорциональный зазору в стыке соединяемых кромок, поступает на один вход коррелятора 7, на второй вход которого поступает сигнал /г (/ + ), пропорциональный зазору в стыке, с преобразователя 3 дополнительного фотодатчика 2, который сканирует поверхность кромок на расстояние / от основного фотодатчика 1. Выходной сигнал коррелятора представляет собой взаимную корреляционную функцию входных сигналов R () V Г /1 () f ( + ) который будет максимален в случае, когда стык соединяемых деталей будет в поле зрения обоих фотодат(чико:в положеиия стыка. При изменении кривизны стыка соединяемых деталей стык может уходить из поля зрения по крайней мере одного из фотодатчиков, поэтому необходимо дополнительпо корректировать угловое положение датчиков относительно электрода таким образом, чтобы стык находился в их поле зрения. Для получения замкнутой схемы слежеиня на выход коррелятора подключен экстремальный регулятор 8, который поддерживает максимальное значение на выходе коррелятора. Экстремальный регулятор воздействует на блок 9 управления и исполнительный механизм 12, поворачивает фотодатчик 2 относительно сварочной головки таким образом, чтобы стык соединяемых кромок находился в поле его зрения. Сигнал блока 9 управления, соответствующий максимальному значению напряжения на выход- ; коррелятора, через узел задержки, определенный временем г прохож)деиия металла между двумя датчиками т -и скоростью сварки V, поступает на исполнительный механизм 11 углового перемещения фотодатчика, который поворачивает датчик относительно сварочной головки на угол, обеспечивающий наличие стыка в поле зрения датчика, а узел управлепия 5 поперечным перемещением сварочной головки вырабатывает сигнал управления при смещении стыка относительно сварочного электрода. Предлагаемое устройство позволяет получать информацию о изменении кривизны стыка, осуществлять слежение по стыку значительной кривизны с высокой точностью и тем самым повыщает качество сварного шва. Формула изобретения Устройство для слежения по стыку, содержащее основной и дополнительный фотодатчики, преобразователи выходных сигналов фотодатчиков и функционально связанный с основным фотодатчиком узел управления поперечными перемещениями сварочного электрода, отличающееся тем, что, с целью повышения качества слежения при сварке стыков значительной кривизны, в него введены исполнительные механизмы угловых перемещений обоих фотодатчиков относительно собственной оси, блок управления исполнительными механизмами, коррелятор, экстремальный регулятор и узел задержки, при этом исполнительный механизм угловых перемещений основного фотодатчика подключен к одному из выходов блока управления через узлы задержки, исполнительный механизм дополнительного фотодатчика непосредственно соединен с другим выходом блока управления, а выход блока управления исполнительными механизмами обоих фотодатчиков через эксремальный регулятор соединен с выходом коррелятора, входы которого соединены с ыходами преобразователей фотодатчиков. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельства СССР № 17250G. кл. G01 В 11/02, 1963. 2. Патент Франции № 2134822, кл. В 23К 7/00, 1972.
| название | год | авторы | номер документа |
|---|---|---|---|
| Фотоэлектрический датчик | 1979 |
|
SU837659A1 |
| Устройство для слежения по стыку | 1983 |
|
SU1110572A1 |
| СПОСОБ МНОГОПРОХОДНОЙ АВТОМАТИЧЕСКОЙ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ С ПОДАЧЕЙ ПРИСАДОЧНОЙ ПРОВОЛОКИ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2013 |
|
RU2548541C2 |
| Устройство для слежения по стыку | 1971 |
|
SU434696A1 |
| Устройство для направления электрода по стыку свариваемых деталей | 1979 |
|
SU856709A1 |
| Устройство для автоматичнского управления электродом при сварке стыков | 1975 |
|
SU567564A1 |
| СПОСОБ УПРАВЛЕНИЯ ПОЛОЖЕНИЕМ ЭЛЕКТРОСВАРОЧНОЙ ГОРЕЛКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2010 |
|
RU2448819C2 |
| Датчик положения сварочного электрода относительно стыка | 1972 |
|
SU483567A1 |
| Следящее устройство для направления электрода по стыку | 1979 |
|
SU872093A1 |
| СПОСОБ СЛЕЖЕНИЯ ЗА КАЧЕСТВОМ СВАРКИ ПЛАВЛЕНИЕМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2113327C1 |