Изобретение относится к сварочной технике и может быть использовано для контроля, адаптивного управления, исследований, обучения и сертификации в различных видах сварки плавлением и родственных технологий.
Среди наиболее эффективных способов слежения за качеством сварки плавлением известны применение электрических измерений и контроль инфракрасного излучения (ИКИ).
Ограничения в использовании многих методов измерений электрических параметров сварочного процесса при различной сложности технической реализации (авт. св. N 1834762, B 23 K 9/10, 1993, патент Российской Федерации N 2016722, B 23 K 9/10, 1994) состоит в специализации по отдельным видам автоматической сварки, в отсутствии прогнозирующего контроля геометрии движения проплавления, в невозможности обнаружения дефектов, не связанных с контролируемыми электрическими характеристиками.
Общим недостатком многих методов контроля ИКИ является сложность специализированной технической реализации. Это присуще, например, способам ("JEEE Troms. Rob. and Atom." N 1 1992, p. 86-93), в решении частной задачи использующим усложненные тепловизионное сканирование поля изображения и его компьютерную обработку. Кроме того в некоторых способах (авт. св. N 1696202, B 23 K 9/10, 7.12.91. , авт. св. N 1773623, B 23 K 9/10, 25.12.92) ограничением является требование наблюдения со стороны корня шва.
Известен способ слежения за качеством сварки плавлением (авт. св. N 1009664, B 23 K 9/10), заключающийся в оптическом формировании ИКИ перед сварочным инструментом и преобразовании его в информативный сигнал преобразователем, определение отклонения сварочного инструмента, в формировании выходных исполнительных сигналов. Этот способ выбран в качестве ближайшего аналога. Его недостатком является ограниченное применение в автоматической сварке, отсутствие контроля несплошностей и опережающего контроля траектории стыка, а также прогноза отклонений движения и глубины проплавления.
Известно устройство слежения за качеством сварки плавлением (авт. св. N 1773623, B 23 K 9/10, 25.12.91), содержащее расположенные вдоль стыка со стороны корня шва, объединенные в группы термодатчики, подключенные к сложной схеме электронной обработки. Узкая специализация ограничивает сферу применения такого устройства.
Известно устройство слежения за качеством сварки плавлением (авт. св. N 1009664, B 23 K 9/10), содержащее преобразователь ИКИ, свизированный на тепловой след перед сварочным инструментом, причем выходы преобразователя ИКИ соединены с входами операционного блока, подключенного выходами к соответствующим входам исполнительного блока системы управления сваркой. Это устройство выбрано в качестве ближайшего аналога. Недостатками его является ограниченное применение без контроля дефектов несплошностей, опережающего контроля траектории стыка, а также прогноза отклонений геометрии движения и глубины проплавления.
В основу изобретения поставлена задача усовершенствования способа слежения за качеством сварки плавлением, в которой благодаря изменению приемов, операций и условий контроля обеспечивается получение следующего технического результата. В различных производственных и полевых условиях, при разной степени механизации, автоматизации и даже их отсутствии, при разнообразных технологиях проводится слежение не только за отклонениями от стыка, углов и глубины проплавления, но и проявляются возможности отличия угловых от линейных аномалий, контроля и маркировки несплошностей, контроля начала и наличия сварки опережающего контроля прихваток, окончаний заварки закрытого (паза), открытых стыков, прогноза перечисленных признаков, имитация этих сигналов для обучения и аттестации посредством тестовой сигнальной последовательности или (и) моделирования исходных сигналов. При использовании пироэлектрической позиционной чувствительности упрощается техническая реализация. Это повышает эффективность отработки режимов и выбора оптимальной технологии; обучения и аттестации; сертификации оборудования, технологий и сварных конструкций; введения адаптивного управления сваркой штучным электродом, в среде защитных газов, под флюсом, для родственных технологий наплавки и т.д.
Поставленная задача решается тем, что в способе слежения за качеством сварки плавлением включающем оптическое формирование инфракрасного излучения теплового следа перед сварочным инструментом и преобразование его в информативный электрический сигнал преобразователем, определение отклонения сварочного инструмента от стыка, формирование выходных исполнительных сигналов, согласно изобретению определяют значение модуля электрического сигнала, при значении модуля электрического сигнала равном или большем заданному по технологии пороговому значению определяют момент зажигания дуги, дифференцируют значение модуля электрического сигнала, при значении продифференцированного модуля электрического сигнала большем или равном второму заданному по технологии пороговому значению определяют наличие несплошностей, определяют изменения углов ведения сварочного инструмента амплитудной селекцией электрического сигнала, определяют глубину проплавления амплитудной селекцией модуля электрического сигнала, определяют наличие прихватки и окончания стыков амплитудной и временной селекцией модуля электрического сигнала.
Угол обзора формируемого инфракрасного излучения на преобразователе относительно изменяющейся в процессе сварки длины плавящегося электрода устанавливают с учетом получения достаточной чувствительности преобразователя в начале цикла сварки и защиты преобразователя от дуги при окончании сварки.
Преобразователь защищают экраном от подсыпания флюса.
Преобразование инфракрасного излучения в электрический сигнал осуществляют преобразователем с пироэлектрической позиционной чувствительностью.
При исследованиях, наладке оборудования, обучении и аттестации персонала, сертификации оборудования, технологии, материалов, сварной конструкции по положению сварочного инструмента, режимам сварочного оборудования или их моделям формируют диагностические сигналы теплового следа сварки и прогноза его изменения из первичного электрического сигнала или (и) из смоделированного первичного электрического сигнала или (и) из тестового электрического сигнала.
Поставленная задача решается также тем, что в устройство слежения за качеством сварки плавлением, содержащее преобразователь инфракрасного излучения, свизированный на тепловой след перед сварочным инструментом, блок анализа, систему управления сваркой, согласно изобретению оно снабжено переключателем, исполнительным блоком, блоком моделирования сварки и блоком тестового сигнала, блоком регистрации, а в качестве блока анализа использован операционный блок определения момента зажигания дуги, наличия несплошностей, изменения углов ведения сварочного инструмента и его отклонения от стыка, глубины проплавления, наличия прихватки и окончания стыков, причем преобразователь инфракрасного излучения через первый вход переключателя соединен с входом операционного блока, выход которого через исполнительный блок соединен с системой управления сваркой и блоком регистрации, второй и третий входы переключателя соединены соответственно, с блоком моделирования сварки и с блоком тестового сигнала, входы которых соединены с выходами блоков регистрации, выход системы управления сваркой соединен со входом блока регистрации.
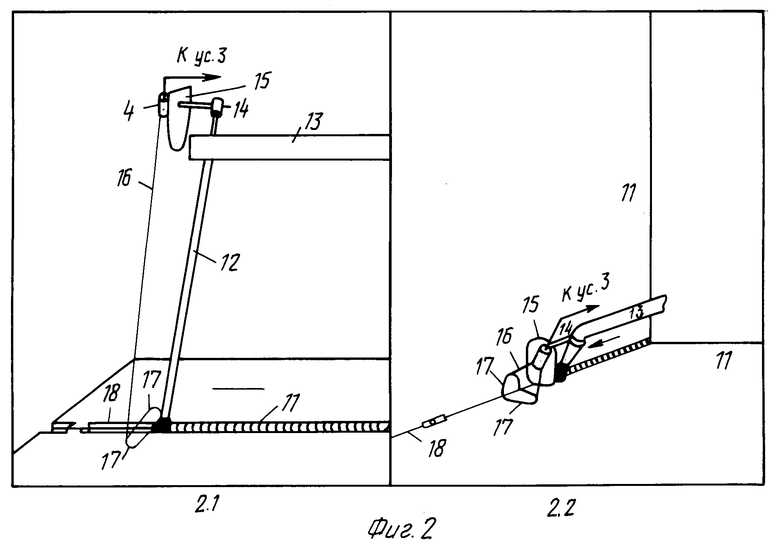
На фиг. 1 показана блок-схема устройства слежения за качеством сварки плавлением, реализующего заявляемый способ в контуре контроля, диагностики, управления и сертификации; на фиг. 2 - расположение преобразователя 4, объект 2 контроля и управления примерами сварки плавящимся штучным электродом (фиг. 2.1) и угловой сварки в среде защитного газа (фиг.2.2), причем пример сварки под флюсом близок к фиг.2.2 и поэтому не показан.
В контуре по фиг. 1 блок 1 иллюстрирует систему управления сваркой, в качестве которой могут использоваться различные автоматизированные системы, наладчик при их настройке или рабочий-сварщик.
Блок 2, объект контроля и управления сваркой, представляет собой структуру технологического процесса, характеризуемую технологией 2.1; оборудованием 2.2, включающим сварочный инструмент 2.2.1; сварочными и обеспечивающими сварку материалами 2.3; сварной конструкцией 2.4, результатом взаимодействия 2.2.1 и 2.3; тепловым следом 2.5 расплавления.
Термосенсорное диагностическое устройство слежения за качеством сварки плавлением 3 включает последовательно соединенные преобразователь ИКИ 4, переключатель 5, операционный блок 6 диагностирования теплового образа сварки, исполнительный блок 7 сигналов состояний объекта 2, блок моделирования сварки 8, блок тестового сигнала 9, регистрирующий блок 10.
В устройстве 3 преобразователь ИКИ 4 реализуется диафрагмированным стандартным позиционно-чувствительным пироэлектрическим датчиком с двумя дифференциально включенными чувствительными пироэлементами и электронным усилителем электрических сигналов датчика.
Блок 7 формирует сигналы адаптивного управления, визуальной или (и) звуковой индикации в систему управления сваркой 1 и в регистрирующий контрольно-экспертный блок 10.
К второму входу переключателя 5 подключен блок 8 моделирования объекта 2, к третьему - блок тестового сигнала 9, а к выходу - операционный блок 6.
Блок 8 моделирования сварки с моделью теплового следа 8.1 расплавления в простейшей реализации представляет собой формирователь, имитирующий первичный электрический сигнал с преобразователя 4, записанный регистрирующим блоком 10.
Блок тестового сигнала 9 в простейшей реализации, как и блок 8, представляет собой формирователь, имитирующий первичный электрический сигнал теплового следа, но с искусственно введенными тестовыми сигналами диагностических характеристик теплового образа расплавления. Блок 9 может быть как автономным, так и соединенным, как показано пунктиром на фиг.1, с выходом блока 10.
Блок 10 включает в себя средства визуальной записи и регистрации характеристик технологического процесса сварки, в том числе первичного электрического сигнала сформированного ИКИ теплового следа впереди движущегося расплавления. Блок 10 совместно с его связями с блоками 1,2,7,8 и 9 по фигуре 1 призван обеспечить не только обучение, но и взаимосвязанные виды сертификации сварщиков C1 (аттестация), оборудования C2, технологии C3, материалов C4, сварной конструкции C5.
На фиг. 2 представлены свариваемые материалы 11, штучный электрод 12, сварочный инструмент 13 (держатель электрода на фиг.2.1, сварочная горелка на фиг.2.2), механизм 14 крепления преобразователя, защитный экран 15, угол 16 площади 17 обзора теплового следа 2.5 расплавления.
Для сварки плавящимся электродом по фиг.2.1 преобразователь 4 с защитным экраном 15 устанавливается посредством механизма крепления 14 на конце штучного электрода 12. Угол обзора 16 и диафрагма преобразователя 4 впереди будущего расплавления устанавливаются так, чтобы обеспечить максимальную чувствительность с учетом скорости, траектории движения сварочного инструмента 13, материала свариваемых деталей и режимов проплавления. При этом в поле зрения преобразователя 4 входит максимальная площадь обзора 17. Вместе с тем угол обзора 1 6 и положение защитного экрана 15 выбираются так, чтобы согласно технологии при минимальном остатке штучного электрода 12 в конце цикла сварки обеспечивалась защита преобразователя 4 от прямого воздействия дуги. Таким образом максимальная площадь обзора 17 в начале цикла при наибольшем расстоянии до преобразователя 4 компенсируется в процессе сварки уменьшением площади 17 и уменьшением расстояния при сгорании штучного электрода 12.
В отличие от сварки штучным электродом при угловой сварке в среде защитного газа по фиг.2.2 расстояние от преобразователя 4 до площади обзора 17 изменяется несущественно. Важно только с учетом конкретной технологии установить надежный экран защиты преобразователя 4 от прямого воздействия дуги и расплавленного металла.
При сварке под слоем флюса действие дуги на преобразователь 4 существенно меньше. Роль экрана 15 здесь состоит в защите площади обзора 17 от подсыпания флюса.
Блок 6 совместно с переключателем 5, блоком моделирования 8, блоком тестовых сигналов 9 и регистрирующим контрольно-экспертным блоком 10 может быть реализован программно (компьютерной или с использованием микропроцессоров обработкой). В отдельных случаях специализированных конкретных применений устройство 3 может быть упрощено за счет обычного электрического переключателя 5 и аналоговой реализации операционного блока 6 на базе дифференцирующего, интегрирующего и логических элементов, переключателя и компараторов.
Способ слежения за качеством сварки плавлением и рассмотренная с ее связями структура устройства для его осуществления могут реализоваться в контуре по фиг.1 согласно примерам различных видов сварки по фиг.2 и по примерам операционной обработки для конкретных видов технологий следующим образом.
При зажигании дуги поток оптически сформированного ИКИ теплового следа впереди движущегося расплавления из зоны обзора 17 согласно установленному углу 16 поступает в преобразователь 4. В нем формируется первичный электрический сигнал Ux, который проходит через переключатель в операционный блок 6. Согласно алгоритму преобразования модуль величины этого сигнала (Ux) сравнивается с минимальным порогом U0 и при достижении его появится сигнал "Сварка", соответствующий зажиганию, наличию дуги. При отсутствии дуги такого сигнала не будет и исполнительный блок 7 не будет его формировать для системы 1 и блока 10.
Дифференцируя в блоке 6 модуль быстро изменяющегося сигнала (Ux) с последующим сравнением (Ud) с порогом U1, ведут контроль несплошности. Причиной ее появления являются некачественность обмазки электрода, изменения в подаче защитного газа, нарушения режимов и состояний свариваемых поверхностей. Все это обнаруживает себя резким увеличением сигнала. Достижение сигналом (Ud) порога U1, определяет сигнал "Несплошность", формируемый блоком 7 для маркировки аномального участка при регистрации в блоке 10 и обеспечения оперативной заварки системой 1.
В режиме наплавки сигналом дефекта несплошности посредством системы 1 увеличивают слой наплавления. Таким образом оперативно ведя неразрушающий контроль сварного шва наплавкой устраняют дефекты несплошности одновременно с упрочнением, наращиванием изношенного слоя.
Несимметричность площади 17 относительно стыка 18 вызывает в позиционно-чувствительном преобразователе 4 большую освещенность ИКИ одного из дифференциально включенных двух чувствительных элементов, что соответствует сигналу определенной полярности. При отклонении сварочного инструмента 13 в другую сторону от стыка 18 увеличивается освещенность другого пироэлемента и изменяется знак сигнала Ux. Если знак Ux говорит о направлении движения инструмента 13 относительно теплоразделяющего стыка 18, то амплитуда Ux - о величине отклонений от стыка.
Если, например, при угловой сварке (см. фиг. 2.2) происходят изменения углов ведения сварочного инструмента, то такие колебания могут дать большие изменения сигналов Ux, чем соответствующие отклонения от стыка. Согласно знаку и величине отклонений эти сигналы с выхода блока 6 формируются блоком 7 для управления их ликвидацией в системе 1 и регистрации в блоке 10.
При нарастании тепловложения с двух сторон от стыка 18 первичные сигналы Ux площади обзора 17 возрастают по абсолютной величине. При этом при дифференциальной пироэлектрической позиционной чувствительности преобразователя 4 Ux знакопеременно. Диагностирование максимального проплавления (прожога) в блоке 6 состоит в контроле по времени T достижения этим сигналом Ux(Ti), Ux(Ti+1) порога U4>0, U4'<0. При иной реализации позиционной пирочувствительности с сигналами одной полярности от площади 17 в блоке 6 можно контролировать достижение порога U4 не знакопеременно по времени, а суммарным сигналом пироплощадок. Сигнал условного прожога с выхода блока 6 формируется блоком 7 для устранения системой 1 и регистрацией в блоке 10.
Подобным образом определив по (Ux) в блоке 6 снижение нормального проплавления до порогового значения (U5) в блоке 7 формируют сигнал непровара для нормализации проплавления в системе 1 и регистрации в блоке 10.
При подходе к прихватке преобразователь 4 также регистрирует с площади 17, нарастание ИКИ за счет перекрытия теплоразделяющего стыка 18. В блоке 6, как и в случае с прожогом, но уже с другим, как правило меньшим пороговым уровнем (U6) и дополнительным контролем по длительности Tn осуществляется определение диагностического признака прихватки. Формируемый блоком 7 сигнал передается для отработки в систему 1 и блок 10.
Формирование блоками 6 и 7 для системы 1 и блока 10 сигнала диагностирования окончания заварки закрытого стыка в отличии от сигнала прихватки осуществляется по достижению более высокого порога (U7) и по превышению временного порога T>Tn.
При использовании пироэлектрической позиционной чувствительности в сравнении с усложненной менее надежной двухканальной обтюраторной системой ближайшего аналога упрощается оптико-механическая, электронная реализация. Кроме того за счет уменьшения габаритов и веса возможно существенное расширение области применения.
Рассмотренное формирование диагностических признаков отклонений от стыка, углов ведения сварочного инструмента и номинальной глубины поплавления, а также подхода к прихватке или к окончанию заварки закрытого стыка могут прогнозироватся путем дифференцирования первичного электрического сигнала Ux теплового следа расплавления.
При формировании приоритетного сигнала несплошности блокируется отработка сигналов отклонений от стыка и углов, прожога, прихватки, окончания стыка, если они не формируются отдельным специально для них предназначенным(и) датчиком(и) в преобразователе 4.
При появлении в поле обзора 17 нулевого сигнала от окончания симметричного или несимметричного (конец одной из свариваемых деталей 11) стыка с длительностью больше пороговой блок 6 передает через блок 7 в систему 1 и блок 10 сигнал окончания стыка.
Кроме рассмотренных задач контроля, прогноза, диагностики и адаптивного управления для исследований, наладки, обучения, аттестации и сертификации эффективность устройства 3 существенно повышается за счет введения блоков 8 и 9, 10 с их связями.
Записанные блоком 10 с выхода преобразователя 4 по соответствующим видам сварки плавлением и ряда родственных технологий сигналы термограмм тепловых следов в простейшем случае поступают в блоки 8 и 9 для воспроизведения электрического сигнала. На их основе может быть не только имитирован посредством блоков 5-7 конкретный техпроцесс сварки, но и воспроизведены путем модельных дополнений технические ситуации, которые сложно получить на производстве в данный момент или экономически. Таким образом посредством устройства 3 может повысится эффективность наладки и регулировки сварочного оборудования 2.2.
Кроме того регистрация сигналов устройства 3 в блоке 10 обеспечивает учет работы оборудования и на его основе повышает эффективность проведения ремонтных работ.
Дополнительно к этому по регистрации в блоке 10 положения сварочного инструмента 13 и режимов оборудования 2.2 можно оперативно, информативно диагностируя тепловой образ расплавления, посредством устройства 3 обеспечить эффективное обучение сварщиков или наладчиков автоматизированного оборудования. Кроме того регистрация в блоке 10 результатов способствует их аттестации (сертификация C1 на фиг. 1).
Сертификация оборудования C2 по выбранным режимам и технологии, материалам и сертификации C1 осуществляется посредством связи устройства 3 с регистрирующим блоком 10. В процессе сварки записываются не только паспортизируемые параметры оборудования 2.2 но оперативные диагностические характеристики теплового образа результирующего расплавления.
Сертификация технологии C3 по сертификациям C1, C2, выбранным материалам и контролю качества сварного соединения обеспечивается работой устройства 3 в контуре теми же взаимосвязями блоков 1 - 10.
Сертификация материалов C4 определяется сертификациями C1-C3, контролем качества сварного соединения и термосенсорной диагностикой в устройстве 3.
Сертификация результирующей сварной конструкции C5 характеризуется сертификациями C1-C4 и термосенсорным диагностированием посредством устройства 3.
Таким образом в сравнении с ближайшим аналогом существенно расширен круг формируемых в процессе сварки диагностических признаков динамичных состояний теплового образа, характеризующего качество расплавления. Введены информативные признаки несплошности, наличия сварки (дуги), аномального угла ведения сварочного инструмента, подхода к прихватке, к окончанию заварки стыков. Обеспечена возможность их прогноза. Базовые применения операций, приемов и условий контроля реализованы соответствующими исполнением и расположением преобразователя ИКИ и его защитой, алгоритмической обработкой первичного электрического сигнала с использованием модельных, тестовых представлений. Усовершенствовано устройство реализации слежения за качеством сварки за счет введения новых блоков и их связей. Все это позволяет не только повысить эффективность диагностики и адаптивного управления сварки плавлением и целого ряда родственных технологий, но и рационально обеспечить соответствующие исследования при выборе оптимальных средств и условий сварки, наладку, регулировку и ремонт сварочного оборудования, обучение, аттестацию сварщиков и наладчиков, сертификацию оборудования, материалов, технологий и сварных конструкций.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ДИАГНОСТИКИ ФОРМООБРАЗОВАНИЯ ПРИ СВАРКЕ И УСТРОЙСТВО ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2127177C1 |
| СПОСОБ ДИАГНОСТИКИ КОНТАКТНОГО ОРЕБРЕНИЯ | 1998 |
|
RU2133180C1 |
| СПОСОБ ДИАГНОСТИКИ КОНТАКТНОЙ СВАРКИ | 1998 |
|
RU2133179C1 |
| СПОСОБ ДИАГНОСТИКИ ИНДУКЦИОННОЙ ПАЙКИ | 1998 |
|
RU2132262C1 |
| СПОСОБ АДАПТИВНОГО ОБНАРУЖЕНИЯ ОБЪЕКТОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2144217C1 |
| СПОСОБ И УСТРОЙСТВО ДИАГНОСТИКИ И УПРАВЛЕНИЯ КАЧЕСТВОМ ЛАЗЕРНОЙ СВАРКИ | 2004 |
|
RU2258589C1 |
| УСТРОЙСТВО ДЛЯ КОНТРОЛЯ СОСТОЯНИЯ ЭЛЕКТРОННЫХ ПЛАТ | 1991 |
|
RU2033599C1 |
| СПОСОБ ПОИСКА И ОБНАРУЖЕНИЯ ТЕПЛОВЫХ ОБЪЕКТОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2037882C1 |
| Устройство для моделирования и оценки статистических параметров | 1983 |
|
SU1173425A1 |
| Устройство для регистрации подвижных объектов в зависимости от скорости движения | 1975 |
|
SU550669A1 |
Изобретения относятся к сварочной технике и могут быть использованы для контроля, адаптивного управления, исследований, обучения и сертификации в различных видах сварки плавлением и родственных технологий. Основной задачей способа и устройства слежения за качеством сварки плавлением является расширение числа диагностируемых состояний теплового образа, характеризующего качество по тепловому следу впереди движущегося расплавления. Способ осуществляется за счет того, что дополнительно к оптическому формированию, преобразованию инфракрасного сигнала теплового следа в электрический, пороговому формированию сигналов отклонений от стыка и глубины проплавления введены логическая, дифференциально-интегральная, пороговая обработка с соответствующей ориентацией позиционно-чувствительного пироэлектрического преобразователя и защитного экрана. Устройство, состоящее из преобразователя инфракрасного излучения, последовательно соединенных операционного и исполнительного блоков, дополнено переключателем, блоком моделирования сварки, блоком тестового сигнала и регистрирующим контрольно-экспертным блоком с соответствующими связями внутри устройства и с системой управления, а также с объектом, технологическим процессом сварки плавлением. 2 с. и 4 з.п. ф-лы, 2 ил.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| SU, авторское свидетельство, 1834762, B 23 K 9/10, 1993 | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| RU, патент , 2016722, B 23 K 9/10, 1994 | |||
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| SU, авторское свидетельство, 169202, B 23 K 9/10, 1991 | |||
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| SU, авторское свидетельство, 1773623, B 23 K 9/10, 1992 | |||
| Кипятильник для воды | 1921 |
|
SU5A1 |
| SU, авторское свидетельство, 1009664, B 23 K 9/10, 1983. | |||
