Одним из чрезвычайно эффективных путей уменьшения расхода быстрорежущей стали является наплавка режущей кромки инструмента специальными сплавами или быстрорежущими сталями.
При существующих до сих пор способах наплавки на режущие кромки быстрорежущих сталей или специальных обмазок, состоящих из смеси ферросплавов и графита, наличие большого содержания углерода при повышенном содержании легирующих элементов ведет к образованию ледебуритной эвтектики, которую практически полностью нельзя устранить термической обработкой без дополнительной пластической деформации; это во многих случаях сводит к нулю эффективность метода наплавки и делает невозможным применение термообработки.
Предлагаемый способ позволяет устранить этот недостаток и заключается в следующем.
Режущая кромка инструментов, изготовленных на обычной углеродистой или слаболегированной стали, а также поверхность некоторых ответственных изделий наплавляют сплавами с низким углеродом, не образующими эвтектики при наплавке.
После наплавки производят заточку и механическую обработку изделия до нужного размера с небольшим припуском.
Затем производится цементация углеродом или углеродом и азотом вместе при температурах 1000-1120° в течение 2-8 часов (цементацию лучше производить ступенчато).
После цементации производится выдержка при 900-1100° в нейтральной атмосфере в течение 2 часов для выравнивания концентрации углерода в цементированном слое.
Затем производится закалка с температуры 1100-1200° в масле и последующий отпуск на вторичную твердость (540-580°).
Отпущенный инструмент шлифуется до окончательных размеров.
Для наплавки можно употреблять следующие стали:
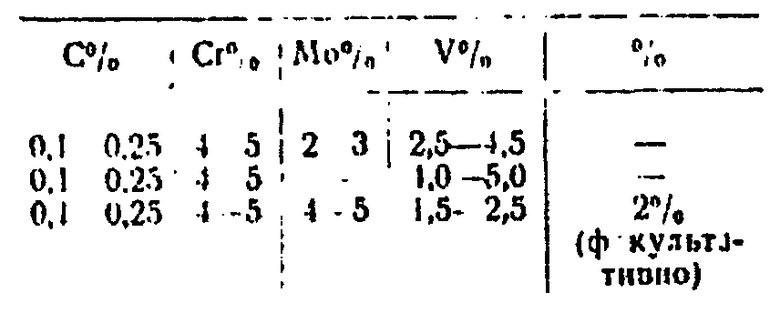
Прочие элементы берутся в обычных для инструментальной стали пределах.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ повышения износостойкости изделий из твердых сплавов | 2015 |
|
RU2618289C1 |
| Способ обработки инструментальных сталей | 1976 |
|
SU655734A1 |
| СПОСОБ ХИМИКО-ТЕРМИЧЕСКОЙ ОБРАБОТКИ РЕЖУЩЕЙ КРОМКИ СТАЛЬНОГО РАБОЧЕГО ОРГАНА ПОЧВООБРАБАТЫВАЮЩЕГО ОРУДИЯ | 2010 |
|
RU2447194C1 |
| СПОСОБ ПОВЫШЕНИЯ ИЗНОСОСТОЙКОСТИ ИЗДЕЛИЙ ИЗ ТВЕРДЫХ СПЛАВОВ | 2015 |
|
RU2590433C1 |
| МАТЕРИАЛ С ВЫСОКОЙ СТОЙКОСТЬЮ К ИЗНОСУ | 2013 |
|
RU2542885C2 |
| Способ цементации стали | 1982 |
|
SU1065501A1 |
| Способ обработки литого режущегоиНСТРуМЕНТА из быСТРОРЕжущЕйСТАли | 1979 |
|
SU850703A1 |
| СПОСОБ ПОВЫШЕНИЯ ИЗНОСОСТОЙКОСТИ ИЗДЕЛИЙ ИЗ ТВЕРДЫХ СПЛАВОВ | 2016 |
|
RU2631551C1 |
| Способ цементации стальных изделий | 1988 |
|
SU1666573A1 |
| БАЗИСНЫЙ МАТЕРИАЛ ДЛЯ ИЗГОТОВЛЕНИЯ ПИЛЬНЫХ ПОЛОТЕН ДЛЯ ДИСКОВЫХ ПИЛ, ОТРЕЗНЫХ ДИСКОВ, ЛЕСОПИЛЬНОГО ИНСТРУМЕНТА, А ТАКЖЕ РЕЖУЩИХ И ШАБРОВОЧНЫХ УСТРОЙСТВ | 1996 |
|
RU2127174C1 |
Способ получения твердого слоя на режущей кромке инструмента путем наплавки инструментальных сталей и сплавов, отличающийся тем, что, с целью избежать образования при наплавке ледебуритной эвтектики, применяют стали и сплавы с низким углеродом, а наплавленный слой подвергают цементации углеродом или углеродом и азотом совместно.
