(54) СПОСОБ ОБРАБОТКИ ЛИТОГО РЕЖУЩЕГО
ИНСТРУМЕНТА ИЗ БЫСТРОРЕЖУЩЕЙ СТАЛИ
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления инструмента с напаянными пластинами из быстрорежущей стали | 1977 |
|
SU734302A1 |
| СПОСОБ УПРОЧНЕНИЯ ЛИТОГО РЕЖУЩЕГО ИНСТРУМЕНТА ИЗ БЫСТРОРЕЖУЩЕЙ СТАЛИ | 1999 |
|
RU2172360C2 |
| Способ термической обработки паяного инструмента | 1982 |
|
SU1052553A1 |
| Способ термической обработки быстрорежущих сталей | 1986 |
|
SU1444368A1 |
| Способ термической обработки быстрорежущих сталей | 1991 |
|
SU1788980A3 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ РЕЖУЩЕГО ИНСТРУМЕНТА ИЗ БЫСТРОРЕЖУЩЕЙ СТАЛИ | 2014 |
|
RU2563382C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИТЫХ ШТАМПОВЫХ ИНСТРУМЕНТОВ ИЗ ОТХОДОВ БЫСТРОРЕЖУЩЕЙ СТАЛИ ДЛЯ ДЕФОРМИРОВАНИЯ МЕТАЛЛОВ | 2009 |
|
RU2406590C1 |
| СПОСОБ ОБРАБОТКИ ИНСТРУМЕНТА ИЗ БЫСТРОРЕЖУЩЕЙ СТАЛИ | 1992 |
|
RU2051186C1 |
| Способ изготовления клеено-сборного режущего инструмента с режущей частью из порошковой быстрорежущей стали | 1988 |
|
SU1657276A1 |
| Способ термической обработки быстрорежущих сталей | 1978 |
|
SU722965A1 |
I
Изобретение относится к машиностроению и может быть использовано при химико-термической обработке литого режущего инструмента из быстрорежущих сталей.
Известен способ получения литого режущего инструмента с удовлетворительной красностойкостью и износостойкостью. Существенным недостатком полученного инструмента является повышение хрупкости из-за наличия в структуре карбидной эвтектики 1.
Наиболее близким к предлагаемому является способ термической обработки литого режущего инструмента из быстрорежущей стали, заключающийся в двукратной закалке, изотермическом отжиге и отпуске.
Первая закалка производится до меха)ической обработки при нагреве до 1250-1260ас с прод6л5Й1тельностью выдержки 25-30 с на 1 мм сечения, что в пять-шесть раз больше обычной выдержки при закалке режущего инструмента ,
Высокая температура и длительная выдержка способствуют сфероидизации карбидов и повышению режущих свойств .литого режущего инструмента.
После закалки проводят изотермический отжиг по режиму, установленному для быстрорежущих сталей, механическую обработку, окончательную закалку и отпуск 12.
Однако, получающиеся в результате такой обработки крупные карбиды слабее связаны с матрицей и выкрашиваются в процессе работы инструмента,
to что повышает износ режущей кромки. Выкрашивающиеся карбиды могут также. выполнять роль абразива, ускоряющего износ.
Цель изобретения - повышение износостойкости литого режущего инструмента из быстрорежущих сталей.
Поставленная цель достигается тем, что в способе обработки литого режущего инструмента из быстрорежущей стали, включающем гомогенизирующую обработку, закалку и отпуск, гомогенизирующую обработку производят двухступенчато при 1270-1280 С и 1310-1320°С, в обезуглероживающей
25 сфере, а затем производят высокотемпературную цементацию.
Обезуглероживание при 1270-1280°С обеспечивает получение низкоуглеродистой оболочки, необходимой для предотвращения роста расплавленной
30
эвтектики, которая образуется при 1310-1320 С позволяет за сравнительно короткое время получить слой феррита в два-три миллиметра, в котором полностью отсутствуют эвтектические карбиды.
Последующее науглероживание обезуглероженной поверхности (например высокотемпературная цементация) позволяет получить в поверхностном сло структуру с мелкозернистыми равномернораспределенными карбидами, обеспечивающую- после окончательной термической обработки высокие режущие свойства и износостойкость литого режущего инструмента из быстрорежущей стали.
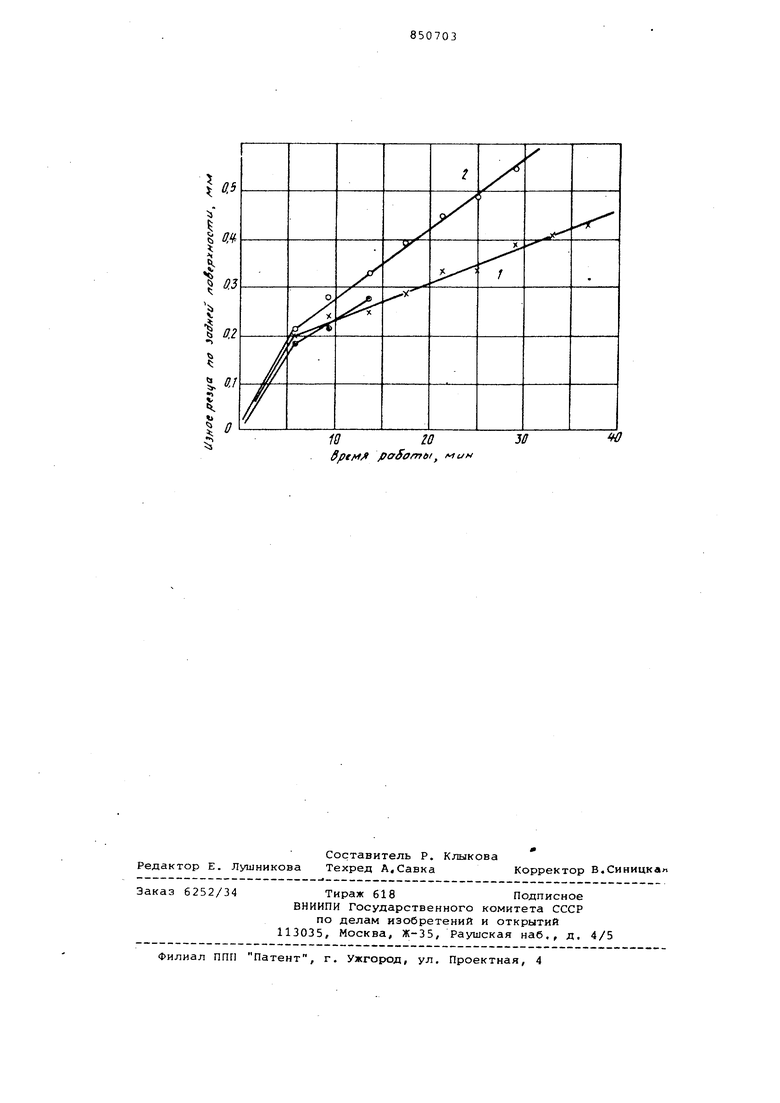
На чертеже изображен график зависимости износа резцов по задней поверхности от времени работы.
П р и.м е р. Производится обработка проходных резцов, изготовленных из заготовок под резцы размером 10x12x40 мм. Заготовки под резцы получают из пластин размером 10x100x60 мм, полученных методом точного литья из быстрорежущей стали Р6М5. Нагретые до 1270 проходны резцы обезуглероживают в среде влажного водорода в течение одного часа после чего повышают температуру до 1310 С с двухчасовой выдержкой при этой температуре и последующим охлаждением со скоростью 15 град/с.
В результате обезуглероживающего отжига на поверхности резцов образуется- слой феррита толщиной 3 мм.
Обезуглероженные проходные резцы подвергают высокотемпературной цементации в стандартном, твердом карбюризаторе при с выдержкой в течение 2 ч. Охлаждение до 850с ведут с печью, выдерживают при этой температуре 2 ч и окончательно охлаждают с печью. В результате высокотемпературной цементации в обезуглероженном поверхностном слое проходных резцов образуется структура с мелкозернистыми равномернораспределенными карбидами.
После химико-термической обработки проводится окончательная термическая обработка проходных резцов по режиму, соответствующему термической обработке режущего инструмента из быстрорежущей стали Р6М5.
Для подтверждения режущих способностей литого режущего инструмента быстрорежущей стали Р6М5, обработанного по предлагаемому способу, проведены сравнительные стойкостные испытания. Для сравнения выбран режущий инструмент из быстрорежущей стали Р6М5.
Результаты испытаний приведены на графике, из которого следует, что величина и темп износа резцов из литой быстрорежущей стали, обрабо5 тайных по предложенному способу
(поз. 1), значительно меньше резцов, изготовленных из литой быстрорежущей стали по известному способу (поз. 2). 0 Предлагаемый способ обработки
литого режущего инструмента из быстрорежущей стали . обеспечивает получение поверхностного слоя с мелкодисперсными равномерно распределенными карбидами, что значительно повышает режущие свойства и износостойкость литого режушего инструмента из быстрорежущей стали.
Формула изобретения
Способ обработки литого режущего инструмента из быстрорежущей стали, включающий гомогенизирующую обработку, закалку и отпуск, отличающийся тем, что, с целью повышения износостойкости инструмента, гомогенизирующую обработку производят двухступенчато при 12701280С и 1310-1320°С в обезуглерожива0 ющеа среде,а затем производят высокотемпературную цементацию.
Источники информации, принятые во внимание при экспертизе
с. 415-416.
